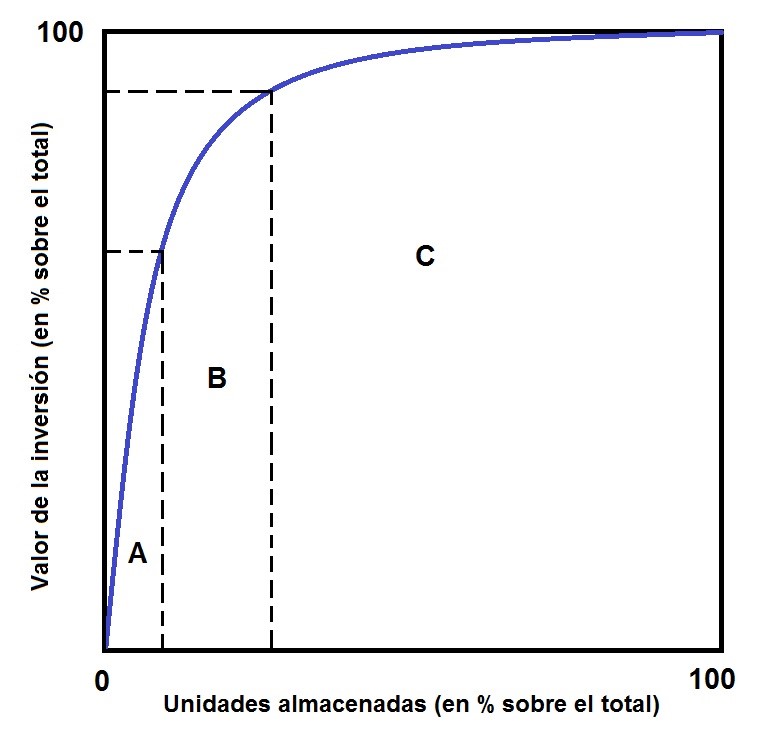
Figura 1. Método ABC para gestionar los inventarios
Ya hemos hablado de los almacenes de obra y su gestión en un artículo anterior. Ahora vamos a explicar brevemente cómo se pueden gestionar de forma eficiente a través del conocido método ABC.
Todos los sistemas de inventarios presentan un sistema de control cuya función es mantener un registro actualizado de los elementos almacenados, informar sobre el nivel de existencias, notificar las situaciones anormales y elaborar informes (Pérez Gorostegui, 2021). Sin embargo, un control minucioso solo sería necesario en unos pocos artículos, atendiendo al Principio de Pareto, según el cual, unos pocos artículos tienen mucha importancia, y muchos de ellos, poca. Este principio también suele llamarse como regla 80/20, que aplicado a un inventario significa que el 20 % de los elementos supone el 80 % de la inversión total, mientras que el 80 % de todos ellos, apenas supone el 20% de toda la inversión en stocks.
Se puede aplicar el Método ABC para controlar los elementos almacenados. Para ello se clasifican según su valor de uso anual (podría ser cualquier otro periodo), agrupándolos de acuerdo con el coste de su gasto anual: cantidad utilizada (consumida, vendida, empleada, etc.) coste unitario (o precio unitario). Para ello se dividen los elementos en tres grupos:
Grupo A: Suponen un porcentaje alto de la inversión total, de forma que, controlando este grupo, se tiene controlado casi todo el almacén. Representa generalmente el 10 % de los artículos, estando su valor de uso entre el 60 % y el 80 % del total.
Grupo C: Son aquellos cuyo control es poco interesante, pues siendo muy numeroso, su valor es pequeño. Suele ser el 50-70 % del total de artículos, significando solo entre el 5-10 % del valor total de uso
Grupo B: Tienen una importancia en relación al número de unidades del almacén parecida a la que tienen con referencia al valor total de la inversión del inventario. Abarca generalmente al 25 % de los artículos, y representa entre el 15-30 % del valor total de uso.
Lo sorprendente en este tipo de análisis es la similitud de la forma de las curvas ABC. En efecto, si el número de variedades es lo suficientemente grande, es similar con independencia del tipo de elementos almacenados.
Os dejo un vídeo explicativo al respecto.
Referencias:
PÉREZ GOROSTEGUI, E. (2021). Dirección de empresas. Editorial Universitaria Ramón Areces, 754 pp.
YEPES, V. (2008). Productivity and Performance, in Pellicer, E. et al.: Construction Management. Construction Managers’ Library Leonardo da Vinci: PL/06/B/F/PP/174014. Ed. Warsaw University of Technology, pp. 87-101. ISBN: 83-89780-48-8.
Figura 1. Necesidad de gestión de inventarios en una obra. https://www.interempresas.net/Robotica/Articulos/255497-Procesos-de-digitalizacion-en-las-obras-de-construccion.html
Los inventarios son provisiones de artículos en espera de su utilización posterior, cuya utilidad depende de la cantidad, momento y lugar de su necesidad. En el entorno de la maquinaria, los constituyen desde las propias máquinas a las piezas de recambio u otros elementos necesarios para su funcionamiento. En general, los inventarios, existencias o stocks, evitan la escasez cuando la demanda futura del artículo sea incierta, para aprovechar la economía de escala que supone la solicitud de grandes cantidades a costos menores y para mantener el flujo de trabajo en los procesos productivos. No obstante, los artículos ociosos de inventario inmovilizan fondos y precisan de recursos para su almacenaje y mantenimiento, siendo en algún caso perecederos. Ello obliga al compromiso entre las ventajas aportadas por los grandes inventarios y los costes que suponen mantenerlos. La gestión de inventarios será la técnica que ayuda a los gerentes a determinar cuándo deben reabastecerse las existencias actuales y en qué cantidad. La gestión de las máquinas y repuestos, dichas funciones se realizan en los parques de maquinaria.
Componentes del coste de un sistema de inventarios
Una política de inventarios busca el mínimo coste esperado para un período determinado, por tanto, se deben estimar los diversos componentes que lo integran:
El coste del pedido o de organización, se asocia con el reabastecimiento de un inventario, siendo independiente del número de unidades pedidas. Incluye los tiempos de oficina y administrativos, cargos por fax, teléfonos, y otros como los gastos generales de la empresa.
Cada unidad pedida incurre en un coste de compra, que es un coste directo por unidad. Esta cifra puede depender del número de unidades pedidas, debido a los descuentos por cantidad.
El coste de conservación por período de tiempo para cada artículo del inventario incluye los gastos de almacenamiento (almacén, seguro, mermas de existencias, personal, etc.), y los costes de oportunidad del dinero comprometido en las existencias.
El coste de déficit o desabastecimiento es el asociado con la insatisfacción de la demanda. Pueden ser explícitos si existen penalizaciones al proveedor cada vez que exista una ruptura o cuando la venta de un producto se pierde, e implícitos, asociados a la insatisfacción del cliente y pérdidas de futuras ventas y de credibilidad. Cuando los artículos no se surten, además de estos costes fijos, los costes de déficit pueden incluir costes explícitos e implícitos por cada unidad de tiempo que un artículo sigue sin ser suministrado.
Modelos de demanda y gestión de existencias
Se entiende por control de existencias, el abastecimiento de la cantidad y calidad necesarias de elementos dados, en el momento y en el lugar en que se necesita, con la menor inversión posible. La gestión de existencias trata de minimizar los costes, buscando el compromiso entre el ahorro producido por un stock determinado y los gastos producidos al almacenarlo.
La mera posesión de las máquinas supone gastos fijos elevados, así pues, no resulta económico tener los equipos parados. A ello se suman los costes del propio almacén. Todo ello indica que los inventarios deben ser los estrictamente necesarios. La empresa constructora se encuentra presionada por fuerzas de sentido opuesto a la hora de determinar el volumen de existencias conveniente. Se trata de un problema de equilibrio, para cuya resolución se han formulado distintos modelos.
Los modelos de gestión de inventarios permiten dimensionar el almacén minimizando los costes de posesión y renovación de existencias para evitar las rupturas del inventario. En los parques de maquinaria, el volumen de reserva deberá minimizar los costes que por depreciación, mantenimiento y almacenaje de las máquinas, se sumen a los que se incurren si se paralizan o retrasan las obras por falta de suministro. Se recomiendan unos stocks reducidos para disminuir los recursos financieros destinados a los inventarios y sus gastos correspondientes.
La gestión de un almacén con artículos diferentes debe considerar la relación entre la demanda de cualquiera de ellos. La demanda de un artículo es independiente si no afecta a la demanda de los demás, en caso contrario es dependiente. La demanda determinística de un artículo es la que se conoce con certeza, mientras la probabilística está sujeta a la incertidumbre y variabilidad.
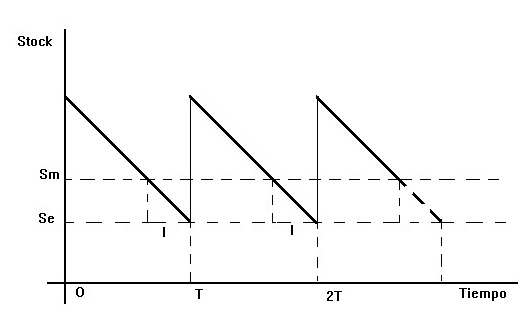
Si en un sistema de coordenadas representamos la cantidad de existencias y el tiempo, se obtiene la clásica curva en forma de «dientes de sierra» que representa la evolución temporal de las existencias. En la Figura 2 se representa una evolución de una demanda determinista y constante, fenómeno poco frecuente en la realidad, con un volumen de pedido S durante el periodo de reaprovisionamiento T.
Figura 2. Evolución temporal del stock
Con este modelo determinista y constante, es necesario conocer el punto de pedido Sm, es decir, el número de unidades suficientes para hacer frente a la demanda durante el plazo de entrega l. Cuando el ritmo de salidas del parque y el de entradas son conocidos, no deben producirse rupturas. Sin embargo, como dichas variables son aleatorias, es necesario recurrir al stock de seguridad Se, también llamado stock de protección, de reserva o de acopio. Éste se define como el volumen de existencias que tenemos en almacén por encima de lo que se necesita habitualmente, para afrontar las fluctuaciones en exceso de la demanda, a los retrasos imprevistos en la recepción de los pedidos, o a ambos.
Cuando la demanda es variable existen diversos sistemas de gestión de inventarios o políticas de pedidos:
Sistema de la cantidad fija de pedido: El reaprovisionamiento se realiza cuando el inventario llega a un cierto nivel previamente especificado. El tiempo entre pedidos suele ser desigual. Esta política también se denomina revisión continua, pues requiere revisar el inventario frecuentemente para determinar cuándo se alcanza el punto de pedido. En la mayoría de los casos, se deja cierto margen o stock de seguridad.
Sistema de restablecimiento del nivel máximo de stock: Cada intervalo fijo de tiempo se reabastece el almacén al nivel máximo previsto de existencias. La cantidad pedida cada vez varía. Esta política también se denomina revisión periódica pues requiere inspeccionar el nivel de inventario cada cierto tiempo. Presenta el inconveniente de inducir mayores niveles de almacenamientos, que puede paliarse en buena parte incrementando la frecuencia de los pedidos y consecuentemente de los aprovisionamientos.
Sistema de los dos almacenes o restablecimiento condicional: La diferencia con el anterior consiste en que si al final del período establecido (final de mes, por ejemplo), no se ha bajado de determinado nivel de existencias, no se realiza el pedido. El proceso se repite en los períodos sucesivos, restableciendo o no el stock inicial en función del agotamiento hasta cierto nivel de las existencias iniciales o «primer almacén».
Cuando la demanda es de un solo producto, podemos aplicar el modelo de Wilson o de la cantidad económica del pedido. Es un modelo matemático usado como base para la gestión de existencias en el que la demanda y el plazo de entrega son determinísticos, no permitiéndose los déficits y abasteciéndose el almacén por lotes. Así se obtiene una cantidad en inventario que hace mínima la suma de los gastos en pedidos (correo, teléfono, recepción de los materiales, inspección y trámites administrativos) y los gastos de mantenimiento de las existencias (almacenamiento, financiero y manejo de materiales). En este caso se demuestra que:
donde:
Q = Cantidad económica a pedir en el periodo considerado.
C = Consumo en el periodo considerado.
S = Coste de pedido por pedido.
I = Coste de mantenimiento por unidad de artículo y unidad de tiempo.
En el siguiente vídeo tenéis un ejercicio resuelto del modelo de Wilson:
Existen otras técnicas interesantes para realizar una gestión de existencias eficaz, y que consideran en mayor o menor medida la complejidad de una planta de producción: la planificación de necesidades de materiales (Materials requirement planning MRP), la planificación de recursos de fabricación y los sistemas de inventarios «justo a tiempo» (Just in time JIT).
Planificación de necesidades de materiales: Apropiada cuando las demandas de los artículos individuales dependen de la demanda del producto final en el que se usan como componentes. Proporciona no solo las cantidades de los lotes y los puntos de pedido, sino también un calendario de cuándo se necesita cada artículo y en qué cantidades, durante un proceso de producción, basándose en los costes de organización y de conservación involucrados.
Planificación de recursos de fabricación: Es un desarrollo del sistema anterior en el cual no solo se controlan los inventarios, sino que se coordinan todos los recursos y actividades de los distintos departamentos. Se coordina fabricación, ventas, compras, finanzas e ingeniería. En construcciones civiles, integrarían todos los departamentos de una obra concreta, en coordinación con sus proveedores.
Sistemas «justo a tiempo»: Ideados con el objeto de reducir a cero los stocks de una empresa, de forma que los suministradores aportan sus productos en el momento que se precisan. Ello supone minimizar los costes relativos a los stocks, para lo cual se precisa que los flujos de producción sean estables, que se simplifiquen los trabajos al máximo, que estén ubicados con corrección en los lugares de producción, y que exista una verdadera coordinación entre todos los integrantes de los procesos productivos.
La gestión de inventarios o stocks no es algo nuevo. Sin embargo, a veces no sabemos con exactitud cuántas piezas de repuesto deberíamos tener en nuestro almacén de obra. Pues bien, en esta entrada dejo una forma sencilla de calcularlo basada en la probabilidad prevista de fallos para un periodo de tiempo determinado. Espero que os sea útil.
Para un buen funcionamiento de una máquina es necesario mantener un stock de piezas de recambio y un utillaje adecuado. Si bien mantener estas existencias implica una fuerte suma de capital inactivo, también es cierto que la falta de recambios puede suponer pérdidas importantes en la producción.
La previsión de los repuestos necesarios de un elemento de una máquina para un periodo de tiempo determinado depende de su tasa de fallos.
A continuación, os dejo un Polimedia en el que se explica con detalle la función de distribución de Poisson. Espero que os sea útil.
Os dejo un vídeo de mi canal de Youtube donde os explico un problema resuelto.
La investigación de operaciones, o investigación operativa, es una rama de las matemáticas que consiste en el uso de modelos matemáticos, estadística y algoritmos con objeto de modelar y resolver problemas complejos , determinando la solución óptima y permitiendo, de este modo, tomar decisiones. Frecuentemente, se trata del estudio de complejos sistemas reales, con la finalidad de mejorar (u optimizar) su funcionamiento. La investigación de operaciones permite el análisis de la toma de decisiones teniendo en cuenta la escasez de recursos, para determinar cómo se puede optimizar un objetivo definido, como la maximización de los beneficios o la minimización de costos.
Aunque su nacimiento como ciencia se establece durante la Segunda Guerra Mundial y debe su nombre a las operaciones militares, los verdaderos orígenes de la Investigación Operativa se remontan mucho más atrás en el tiempo, hasta el siglo XVII. Esta disciplina nació en Inglaterra durante la Segunda Guerra Mundial como estrategia para encontrar soluciones a problemas militares, lo cual requirió crear un Grupo de Investigación de Operaciones Militares compuesto por científicos multidisciplinares. Al terminar la guerra, este método se empleó para resolver problemas generales como el control de inventarios, la asignación de recursos y las líneas de espera, entre otros. Esta técnica cumplió sus objetivos en las décadas de los cincuenta y sesenta, hasta su pleno desarrollo en la actualidad. Sin embargo, su auge se debe en gran medida al desarrollo de la informática, gracias a la cual es posible resolver problemas y obtener soluciones que, de otra forma, conllevarían un enorme tiempo de cálculo. Debido a su éxito, la investigación operativa se extendió a otros campos, como la industria, la física, la informática, la economía, la estadística y la probabilidad, la ecología, la educación, el servicio social, entre otros, y actualmente se utiliza prácticamente en todas las áreas. Algunos de los promotores más importantes de la filosofía y la aplicación de la investigación de operaciones son C.W. Entre ellos se encuentran Churchman, R. L. Ackoff y R. Bellman. Actualmente, la investigación operativa incluye una gran cantidad de ramas, como la programación lineal, la programación no lineal, la programación dinámica, la simulación, la teoría de colas, la teoría de inventarios, la teoría de grafos, etc.
Os presento ahora un vídeo sobre el tema que no llega a 3 minutos de duración. Espero que os guste.