Figura 1. Hormigonera de tambor basculante. https://www.archiproducts.com/es/productos/lino-sella-world/hormigonera-hidraulica-con-tambor-basculante-skipper-s-360_652525
Las hormigoneras de tambor basculante y de eje inclinado son las más habituales en obras pequeñas, ideales para producir hormigón plástico de calidad media. En el mercado hay una amplia variedad de modelos, desde los más pequeños, con una capacidad inferior a 60 litros, hasta las de gran capacidad. No obstante, los modelos más frecuentes tienen capacidades que oscilan entre un cuarto y un tercio de metro cúbico. Estas hormigoneras están compuestas por una cuba o tambor que gira alrededor de su eje, con una parte superior troncocónica y otra inferior cilíndrica.
La cuba está fabricada con chapa de acero soldada, reforzada en la boca de carga. En su interior, lleva atornilladas unas paletas deflectoras cuya función es arrastrar hacia el centro de la cuba los componentes más pesados de la mezcla, que tienden a situarse en la periferia debido al movimiento centrífugo. El conjunto generalmente está montado sobre un chasis principal provisto de un eje con dos ruedas neumáticas y de una lanza de tiro para facilitar su remolque por carretera.
El tambor puede ajustar su inclinación según la operación en curso, ya sea el llenado, el amasado o la descarga. Tanto el llenado como la descarga del aparato se realizan a través de una única abertura centrada en el eje de rotación del tambor. No obstante, hay ciertos modelos con dos aberturas: una para el llenado y otra para la descarga. En posición de amasado, el eje del tambor es horizontal y la descarga por gravedad se realiza al inclinar la cuba. Para la descarga, la cuba se inclina alrededor de un eje horizontal con la ayuda de un volante o de un motor. Este volante hace girar la cuba y su abrazadera mediante un mecanismo de piñones dentados. El principio del tambor basculante permite una alimentación rápida y un vaciado completo. Este sistema también facilita una limpieza adecuada al finalizar la jornada laboral.
El movimiento de la cuba se produce mediante el engranaje de un piñón motor, cuyo eje coincide con el de la cuba, y de una corona dentada. El conjunto motor, que puede ser eléctrico o térmico, y los elementos de reducción de velocidad están montados en una carcasa lateral. Los motores de gasolina se usan con capacidades de 80 a 150 litros, mientras que los diésel se usan para capacidades mayores. La mezcla de los elementos se optimiza al reducir la inclinación del eje de la cuba respecto de la horizontal. No obstante, esta inclinación no debe exceder de 15 a 20 grados. Superar estos valores puede reducir el volumen del tambor, lo que aumenta su capacidad útil; sin embargo, aunque disminuye el precio de compra, empeora la calidad del amasado. Por lo tanto, el ángulo de inclinación es uno de los factores principales que el comprador debe considerar.
Este problema también ocurrirá si la pared interior del tambor no tiene paletas. Inicialmente, los materiales se acumulan en el fondo de la cuba y se arrastran hasta el inicio del amasado debido a la fricción generada por el giro. Sin embargo, después de algunas vueltas, especialmente si se ha añadido mucha agua, la mezcla se vuelve muy plástica y se desliza por la pared de la cuba en lugar de subir y caer de nuevo. En este caso, no se puede considerar un verdadero amasado. La presencia y la disposición de las paletas facilitan la elevación de los materiales y permiten una agitación adecuada de los componentes. Además, la fijación de las paletas al tambor debe diseñarse cuidadosamente para garantizar un impulso constante durante el amasado.
Un inconveniente frecuente de estas hormigoneras y de las de eje horizontal es que parte del mortero del hormigón queda adherida a las paredes durante la primera amasada, lo que hace que esta primera mezcla sea de menor calidad que las siguientes y que deba desecharse. Para evitar este problema, se debe realizar una pequeña amasada de mortero antes de comenzar a producir hormigón. Parte de este mortero recubrirá las paredes de la hormigonera y el exceso se eliminará. Para facilitar el amasado, se debe introducir el árido grueso en último lugar. Si se introduce primero, la mezcla resultará deficiente y el hormigón corre el riesgo de ser heterogéneo. El tiempo mínimo de amasado, en segundos, para una hormigonera de este tipo y diámetro D, se calcula mediante la fórmula t = 120 √D.
Estas hormigoneras pueden estar equipadas con un cargador elevable para el suministro de materiales y con dispositivos de suministro de agua, como depósitos, dosificadores o contadores de agua. Se embraga para subir el cargador y este baja por gravedad al desembragar. El cargador puede ser de los siguientes tipos:
Basculante mediante cilindro hidráulico. Sin cargador para capacidades de 120 a 200 litros, con cargador para 250 a 500 litros.
Skip, accionado por cable, que se enrolla en un cabrestante, accionado por el mismo motor que impulsa la hormigonera, con su correspondiente embrague. Al activar el embrague, el cargador se eleva y al desactivarlo, desciende por gravedad.
Radio rascante con un conjunto de cangilones de alimentación continua.
He grabado un vídeo explicativo sobre esta máquina.
Os dejo algunos vídeos sobre esta hormigonera.
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
CORMON, P. (1979). Fabricación del hormigón. Editores Técnicos Asociados, Barcelona, 232 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
TIKTIN, J. (1994). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Figura 1. Hormigón bombeable. https://web1.icpa.org.ar/wp-content/uploads/2021/05/webinar_2021-02_ICPA-HORMIGONES_BOMBEABLES_2021-06-08.pdf
El control de calidad del hormigón bombeable no difiere del de otros tipos de hormigón; sin embargo, en este caso resulta fundamental mantener un alto nivel de control para garantizar su uniformidad.
Lograr las propiedades requeridas por el hormigón bombeado como material estructural es el resultado de un proceso que comienza con la fabricación del material en planta y finaliza con la salida del material de la tubería en el punto de colocación, así como con su posterior compactación y curado. Los factores más importantes para que el hormigón sea bombeable son su composición granulométrica, el contenido de finos, el contenido de agua y la consistencia.
El proceso se puede centrar en dos etapas principales, correspondientes al transporte del hormigón desde la fábrica hasta la bomba y desde la bomba hasta el punto de vertido. Estas dos fases deben considerarse de forma conjunta, ya que el incumplimiento de los requisitos mínimos de la primera fase puede hacer que la segunda fase sea inviable. Por tanto, cuando proceda, deberían tomarse muestras tanto en el punto de descarga del camión como en el de colocación final del hormigón, para comprobar si ha habido cambios en el asentamiento, el contenido de aire, la humedad o la densidad del hormigón.
Por otro lado, la segunda fase, relacionada con el bombeo propiamente dicho del material, implica que, en cada caso, el material depende de las características del equipo utilizado (presión de la bomba, disposición de las tuberías, diámetro, cantidad y posicionamiento de los codos). Todo esto implica que el control de calidad debe considerar los materiales y equipos utilizados, con énfasis en el control de procesos.
Cuando se tomen muestras al final de la línea de colocación, se debe tener mucho cuidado para asegurar que la muestra es representativa del hormigón que se va a colocar. El cambio en la velocidad de colocación y/o en la configuración de la pluma puede dar lugar a resultados erróneos. No debe permitirse que el hormigón caiga libremente en el recipiente del medidor. La manipulación de la muestra no debe provocar cambios en las propiedades del hormigón. La modificación de la velocidad de vertido, de la configuración de la pluma o de ambas puede dar lugar a resultados de ensayo variables o engañosos. No debe permitirse que el hormigón caiga libremente en el recipiente de la máquina de ensayo. Los cilindros deben almacenarse lejos de fuentes de vibración. La manipulación de la muestra no debe provocar cambios en las propiedades del hormigón. El equipo de hormigonado y el inspector de calidad deben estar siempre atentos a cualquier segregación del hormigón que salga de la tubería para eliminarla o minimizarla.
Con este enfoque se puede garantizar la adecuada colocación del hormigón mediante un bombeo con rendimiento óptimo, independientemente de los aspectos considerados en el Código Estructural, relacionados con el control de la resistencia y la durabilidad del hormigón, que constituyen el principio de control del proceso.
Por ello, se recomienda establecer un rango de consistencias adecuado en la planta, tanto a la entrada como a la salida de la bomba. En este sentido, cabe señalar que, en última instancia, la consistencia a la salida de la bomba está relacionada con la energía y el sistema de compactación del hormigón adoptados en cada caso.
Al mismo tiempo, el alcance del control debe ampliarse al equipo de bombeo, incluidas sus condiciones óptimas de funcionamiento y el suministro de los repuestos necesarios en caso de avería.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Figura 1. Homogeneidad del hormigón. https://ingeniero-de-caminos.com/hormigon-homogeneidad/
Se considera que un hormigón es homogéneo cuando su composición es uniforme en todos sus puntos. Esto implica que el principio, la parte media y el final de la amasada mantienen la misma calidad. De esta manera, las amasadas sucesivas pueden considerarse idénticas. La homogeneidad se consigue mediante un buen amasado, un transporte cuidadoso y una colocación adecuada.
Un hormigón homogéneo implica que debe ser uniformemente heterogéneo, es decir, que sus componentes deben estar perfectamente mezclados y en las proporciones previstas en la dosificación de la mezcla en cualquier parte de su masa. Las mezclas bien diseñadas y adecuadamente amasadas proporcionan una manejabilidad uniforme y óptima, independientemente de la ubicación de la muestra tomada en la mezcla, lo que permite obtener hormigones con resultados consistentes y poco dispersos.
Para garantizar la homogeneidad, es crucial mantener una proporción adecuada entre agua y cemento, así como asegurar una mezcla completa de los componentes para lograr la consistencia deseada. Tal y como indica el Código Estructural en su Artículo 51.3.3, los componentes se amasarán de forma que se consiga su mezcla íntima y homogénea, de modo que el árido quede bien recubierto con pasta de cemento. La mejor forma de conseguirlo es introducir los componentes en una hormigonera o máquina amasadora, que se encarga de mezclarlos y de que estén listos para su aplicación en la obra.
Figura 2. https://ich.cl/unidad/05-uso-del-hormigon-en-obra/
La calidad uniforme de los componentes y la precisión de los dosificadores son aspectos críticos para lograr la homogeneidad del hormigón. Si los componentes iniciales son uniformes y los dosificadores proporcionan las cantidades precisas, la variabilidad del hormigón se determina por la calidad del proceso de mezclado. Por ello, es fundamental elegir adecuadamente el equipo de mezclado, ya que este garantiza la homogeneidad de los productos finales. El Código Estructural, en su artículo 51.3.2.1, indica que la dosificación de cemento, de los áridos y, en su caso, de las adiciones se realizará en peso. Además, se deberá vigilar la dosificación para garantizar una homogeneidad adecuada entre las amasadas.
La gravedad y las fuerzas de rozamiento obstaculizan el movimiento de los materiales en la fase inicial del amasado. Se producen rozamientos superficiales entre la masa y las paredes, rozamientos internos debidos a la rugosidad de los áridos y rozamientos complejos causados por la variabilidad de la viscosidad en diferentes partes de la mezcla. Por tanto, para obtener un hormigón homogéneo, es esencial no solo reducir la influencia de estas fuerzas, sino también romper las fuerzas de unión que mantienen los granos unidos por el agua de la mezcla. Esto requiere un aporte significativo de energía, que debe distribuirse de manera óptima entre los componentes de mezclado. En este sentido, los fabricantes investigan qué tipo de perfiles son los más adecuados para las paletas, así como su número y su disposición en el equipo de amasado. Para lograr mezclas de calidad, es fundamental que los medios mecánicos empleados sean lo suficientemente potentes como para permitir el desplazamiento de los componentes entre sí, sin favorecer a ciertos elementos por su tamaño o densidad.
El Código Estructural, en su Artículo 51.4.1 relativo al transporte del hormigón, indica que no deberán presentar desperfectos o desgastes en las paletas o en su superficie interior que puedan afectar a la homogeneidad del hormigón. Asimismo, el transporte podrá realizarse en amasadoras móviles, a la velocidad de agitación, o en equipos con o sin agitadores, siempre que tales equipos tengan superficies lisas y redondeadas y sean capaces de mantener la homogeneidad del hormigón durante el transporte y la descarga.
En la prefabricación de piezas de hormigón, se deben desmoldar lo antes posible, por lo que es importante contar con equipos de mezclado que garanticen una cohesión perfecta y una plasticidad constante en los hormigones producidos.
En ciertos tipos de equipos, como las hormigoneras, la densidad desempeña un papel fundamental, pues los componentes del hormigón son elevados y luego vuelven a caer en la mezcla. En el caso de las amasadoras, un exceso de energía contribuye a mejorar las propiedades de la mezcla.
La dislocación de la mezcla de hormigón, que es un error que afecta a la homogeneidad, puede ocurrir incluso cuando la mezcla inicial es adecuada. Durante el transporte, el vertido o el fraguado, los elementos del hormigón tienden a separarse y decantarse según su densidad y tamaño.
La segregación del hormigón consiste en que sus componentes se separan, lo que provoca una superficie de mala calidad con grietas o fisuras o un exceso de mortero que afecta a su resistencia y durabilidad. Por otro lado, si la mezcla es demasiado líquida, los áridos gruesos tienden a caer al fondo del molde o del encofrado, mientras que el mortero queda en la superficie, lo que implica una pérdida de homogeneidad por decantación. La probabilidad de que ocurran estos fenómenos aumenta con el contenido de agua, el tamaño máximo del árido, las vibraciones o sacudidas durante el transporte y la colocación en obra en caída libre. Es importante señalar que un hormigón poco manejable tiende a segregarse, lo que provoca resistencias mecánicas inferiores a las previstas y superficies poco estéticas al retirar el encofrado.
La exudación del hormigón es otro tipo de segregación en la que el agua tiende a ascender hacia la superficie de la mezcla debido a la incapacidad de los áridos para retenerla durante la compactación. Esta agua forma una capa delgada, débil y porosa en la superficie del hormigón, que carece de resistencia y durabilidad.
La homogeneidad del hormigón se ve comprometida cuando se ve afectada la cohesión entre sus componentes. Esto puede deberse a una proporción inadecuada de los ingredientes, como en el caso de un hormigón demasiado seco o con exceso de agua. El hormigón seco con poca agua y componentes finos tiende a separar los áridos más gruesos, mientras que un exceso de agua aumenta el riesgo de segregación, de modo que el mortero se separa de los áridos. Por tanto, hay que controlar la proporción de materiales y la humedad durante el mezclado para evitar la segregación y garantizar la homogeneidad.
La pérdida de homogeneidad en el hormigón está estrechamente ligada a su cohesividad: cuanto menor sea esta última, mayor será la pérdida de homogeneidad. Esto se debe a una relación inadecuada entre arena y grava, un tamaño máximo de los áridos excesivo, un contenido de agua excesivo, entre otros factores. Un hormigón debe ser manejable sin presentar segregación, lo que implica una cohesión adecuada.
Las mezclas más propensas a la segregación son las poco manejables o ásperas, extremadamente fluidas o secas, o las que contienen una gran cantidad de arena. Además, incluso un hormigón muy manejable puede presentar segregación si ha sido sometido a un tratamiento inadecuado o a operaciones mal ejecutadas.
Os dejo un vídeo explicativo al respecto.
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
CORMON, P. (1979). Fabricación del hormigón. Editores Técnicos Asociados, Barcelona, 232 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MONTERO, E. (2006). Puesta en obra del hormigón. Exigencias básicas. Consejo General de la Arquitectura Técnica de España, Madrid, 750 pp.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Figura 1. Vibrador eléctrico externo. https://beka.cl/ar26-vibrador-externo-wacker-neuson
La compactación del hormigón mediante vibración externa se realiza mediante la transmisión de la vibración al hormigón a través del encofrado o molde que lo contiene. El objetivo es expulsar burbujas para lograr la mayor compacidad posible. Se puede adaptar al dispositivo vibratorio incorporado. El vibrador externo contribuye a compactar de manera uniforme toda la masa de hormigón, garantizando un proceso completo en lugar de centrarse únicamente en algunas áreas. Es especialmente eficaz en zonas de difícil acceso, como en zonas densamente armadas, ya que la vibración se transmite a través de todo el encofrado de hormigón y, en consecuencia, al hormigón fresco en su totalidad..
Los vibradores adosados al encofrado son menos eficaces que los vibradores internos, ya que una parte de la energía aplicada se absorbe por los moldes. Sin embargo, resultan muy útiles para la compactación en ciertos elementos estructurales, como muros poco inclinados y columnas muy reforzadas, donde resulta difícil o imposible utilizar vibradores de inmersión. En tales situaciones, se utilizan pequeñas unidades portátiles que se fijan de forma rígida al encofrado.
Su ámbito de aplicación más común es la prefabricación, donde generalmente se utilizan hormigones de resistencia seca. Ante la vibración del encofrado, que debe ser principalmente metálico, la masa de hormigón responde en función de su granulometría y de la cantidad de agua presente. El mortero permite pequeños movimientos de acomodo de los agregados gruesos, pero limita los desplazamientos excesivos. Si la viscosidad del mortero no es adecuada, existe el riesgo de segregación del agregado grueso. Al finalizar la acción del vibrado externo, se forma una capa brillante y húmeda sobre la superficie del hormigón.
Para llevar a cabo esta técnica de compactación, se emplean vibradores de encofrado que se fijan firmemente a soportes sólidos en el exterior del encofrado. Esto implica el uso de encofrados robustos, preferiblemente metálicos, y asegurados con abrazaderas o rigidizadores para evitar movimientos durante el proceso de vibración. En términos generales, una placa de acero con un espesor de 5 a 10 mm suele ser adecuada cuando se cuenta con una rigidización mediante nervios transversales. Estos vibradores se utilizan principalmente en prefabricados de gran tamaño con encofrados adecuadamente reforzados y, ocasionalmente, en obras in situ en áreas donde los vibradores de inmersión no son viables o cuando el hormigón está demasiado seco. Para encofrados verticales, es aconsejable utilizar apoyos de neopreno u otros elastómeros para evitar la transmisión de vibraciones a la base o al terreno. Esto ayuda a prevenir la formación de aberturas en las juntas que podrían ocasionar pérdidas de lechada.
Generalmente, se utilizan para secciones de hormigón con un espesor máximo de 30 cm. Cuando el espesor es mayor, se recomienda complementar la vibración en el encofrado con vibradores internos, a menos que se trate de elementos prefabricados, en los que a veces se han obtenido resultados satisfactorios para secciones de hasta 60 cm de espesor.
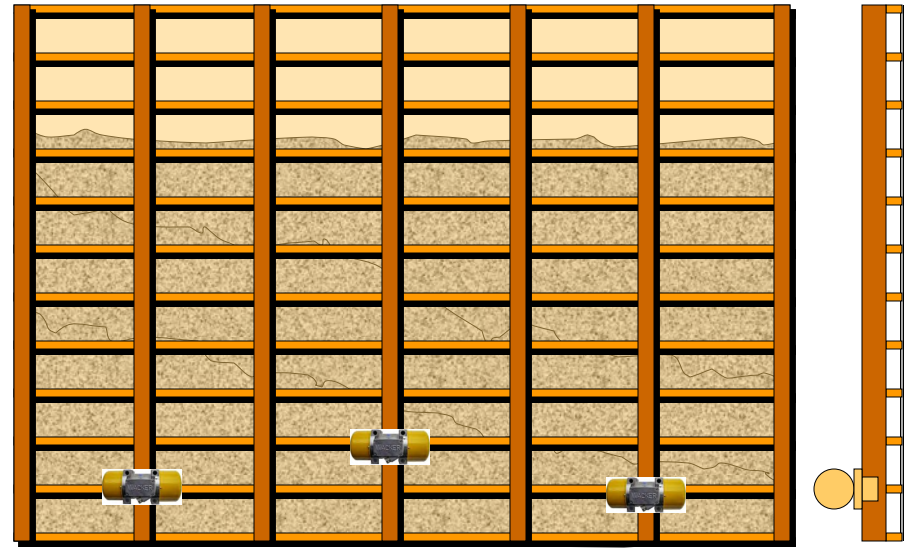
Figura 2. Disposición de vibradores externos de encofrado. https://web.icpa.org.ar/wp-content/uploads/2019/04/Compactacion-del-hormigon-jul2016.pdf
Tipos de vibradores externos de encofrado
Los vibradores externos de encofrado más comunes se clasifican en dos tipos principales: rotatorios y de reciprocidad.
Vibradores rotatorios: son equipos que generan principalmente un movimiento armónico simple con componentes tanto en el plano del encofrado como ortogonal al mismo. Normalmente, operan con frecuencias entre 6.000 y 12.000 r.p.m. Al igual que los vibradores internos, pueden ser neumáticos, hidráulicos o eléctricos. En los dos primeros, la fuerza centrífuga se logra mediante el giro de una masa excéntrica, mientras que en los eléctricos, las masas excéntricas están ubicadas en cada uno de los árboles del motor.
Vibradores de reciprocidad: son equipos que operan mediante un pistón que se acelera en una dirección hasta detenerse al impactar contra una placa de acero, para luego ser acelerado en la dirección opuesta. Por lo general, son de tipo neumático y su frecuencia oscila entre 1.000 y 5.000 r.p.m. Estos sistemas generan impulsos que actúan perpendicularmente al encofrado.
Los vibradores eléctricos externos ofrecen una alternativa fiable a los dispositivos de vibración neumática y abordan eficazmente dos desafíos principales en aplicaciones de encofrado de hormigón: el ruido y el consumo de energía.
Los vibradores neumáticos pueden generar un nivel de ruido considerable, alcanzando hasta 105 dB(A) incluso en vacío. Esto implica que los usuarios deben tomar precauciones cuando el nivel de ruido en el lugar de trabajo supera los 90 dB(A). Por el contrario, los vibradores eléctricos mantienen su nivel de ruido constantemente por debajo de los 80 dB(A), con lo que se elimina la necesidad de tomar medidas adicionales.
Es importante considerar que cuando no hay operarios presentes cerca de los vibradores, la presión sonora se reduce en 3 dB(A) al duplicar la distancia a la fuente. Por lo tanto, una medición estándar de presión acústica de 105 dB(A) tomada a una distancia de 1 m sigue siendo lo suficientemente alta como para superar los 90 dB(A) en un radio de acción de 32 m.
El uso del encofrado conlleva un notable aumento del nivel de ruido, especialmente al inicio del vertido del hormigón, donde se pueden alcanzar fácilmente 120 dB(A). Este efecto también se observa en los vibradores eléctricos, aunque la diferencia inicial mínima es de al menos 15 dB(A). Sin embargo, es esencial recordar que los estándares establecidos por el R.D. 286/2006, de 10 de marzo, sobre la protección de la salud y la seguridad de los trabajadores frente a los riesgos asociados a la exposición al ruido, se refiere al nivel diario equivalente. En consecuencia, es necesario evaluar el tiempo total de exposición del operario al ruido, y no solo los niveles instantáneos medidos, limitando dicha exposición a un máximo semanal. Por ejemplo, 15 minutos diarios a un nivel de 120 dB(A) equivalen a un nivel de presión sonora equivalente a 105 dB(A). Esto implica que el nivel de 90 dB(A) se superaría a una distancia de 32 m.
En cuanto al consumo de energía de los equipos, aunque cada situación requiere un análisis individualizado, la realidad es que la relación entre la solución eléctrica y la neumática es de 1 a 20. Por lo tanto, el diferencial de costos entre ambas soluciones se amortiza en menos de un año en condiciones normales de trabajo. De hecho, el uso de un sistema de vibradores eléctricos es rentable en un plazo máximo de 5 años, gracias al ahorro de energía que supone pasar de la solución neumática a la eléctrica. Los defensores de los vibradores neumáticos han argumentado a su favor que estos pueden permanecer instalados en los moldes durante el curado con vapor, mientras que los eléctricos no. No obstante, los vibradores eléctricos actuales se diseñan para operar en atmósferas de vapor, lo que elimina la necesidad de desmontarlos durante el proceso de curado.
Consideraciones sobre los moldes
El diseño del molde no solo influye en la carga dinámica soportada por la acción de los vibradores, sino que también afecta a su durabilidad y eficiencia. Desde el punto de vista de la resistencia de los moldes, es crucial evitar que la frecuencia de excitación de los vibradores coincida con la frecuencia propia del molde, lo que ayuda a minimizar la carga dinámica inducida por la vibración en la estructura metálica.
La relación entre la frecuencia de los vibradores y la frecuencia propia del molde determina la amplificación dinámica experimentada por la estructura. La frecuencia de funcionamiento debe superar la frecuencia propia del molde, con una relación que exceda 3 para alcanzar factores de amplificación inferiores a 0,125. El límite inferior de esta frecuencia propia está determinado por la resistencia del molde.
Ubicación de los vibradores
Es esencial considerar que los puntos de anclaje de los vibradores en la estructura del molde deben coincidir con los rigidizadores o con dispositivos especiales, evitando situarlos sobre la chapa del molde. De lo contrario, las tensiones localizadas que puedan generarse cerca del vibrador podrían provocar el colapso del encofrado. Por lo tanto, la disposición de los vibradores está determinada principalmente por la ubicación y la distribución de los rigidizadores. Los vibradores se instalan con su eje perpendicular al eje de mayor inercia de los refuerzos del molde. En encofrados verticales, la distancia entre vibradores debe estar comprendida entre 1,5 y 2,5 m. Además, al emplear vibradores eléctricos en encofrados de membrana, es importante tomar las precauciones necesarias para prevenir el sobrecalentamiento y el riesgo de incendio.
Selección de los vibradores
A la hora de elegir un vibrador, se deben tener en cuenta varios parámetros:
Amplitud: Influye en la compactación y no debe ser inferior a 0,04 mm.
Aceleración: La compactación efectiva del hormigón se produce en un rango de 0,5 a 3 g; niveles superiores no mejoran el proceso. Está relacionada con la fuerza centrífuga generada por el vibrador.
Frecuencia: El alcance de la vibración es proporcional a la frecuencia.
En teoría, estos tres parámetros deberían combinarse para obtener una amplitud alta, una fuerza centrífuga elevada y una frecuencia entre 6000 y 9000 r. p. m. Sin embargo, en la práctica, es necesario encontrar un compromiso. Por ejemplo, dado que la amplitud es inversamente proporcional a la frecuencia, no conviene seleccionar vibradores con una frecuencia excesivamente alta, pues ello limitaría la amplitud.
Para abordar esta dificultad, existen equipos con doble frecuencia. Este vibrador de masa móvil se conecta mediante un variador de velocidad electrónico, lo que permite alcanzar una frecuencia de 3000 r/min. p. m. y, por tanto, una amplitud elevada que facilita el llenado de los moldes y su rápida compactación. Al activar el vibrador en sentido opuesto, el variador ajusta la frecuencia a 6000 r. p. m., reduciendo así la amplitud. Este proceso de «revibrado» permite redistribuir los áridos más finos en el hormigón y mejorar la calidad superficial del producto final.
En el caso de vibradores externos para encofrados verticales con hormigón de consistencia seca, se prefiere una frecuencia inferior a 6000 r. p. m., una amplitud mayor de 0,13 mm y una aceleración transmitida a los encofrados verticales de 1 a 2 g. En el caso de consistencia plástica, la frecuencia será mayor a 6000 rpm, la amplitud menor a 0,13 mm y la aceleración de 3 a 5 g.
Consideraciones en el uso de vibradores externos de encofrado
Se destacan los siguientes puntos:
Se debe verificar que todas las juntas, tanto dentro como entre los tableros, estén bien ajustadas y selladas. Al moverse menos que cuando se utilizan atizadores, existe el riesgo de que la lechada se filtre por las aberturas más pequeñas.
Es importante asegurarse de que los vibradores estén firmemente sujetos o atornillados a los soportes y de supervisarlos constantemente durante su uso. De lo contrario, las vibraciones no se transmitirán por completo al encofrado y al hormigón.
El hormigón deberá verterse en pequeñas cantidades dentro de las secciones para lograr capas uniformes de aproximadamente 150 mm de espesor. Esto ayuda a evitar la incorporación de aire a medida que aumenta la carga.
Todos los accesorios deben estar bajo observación constante, preferiblemente atornillados en lugar de clavados, especialmente las tuercas de los pernos, que pueden aflojarse fácilmente debido a la vibración intensa. También se debe monitorear cualquier pérdida de lechada de hormigón y sellar las fugas siempre que sea posible.
Cuando sea posible, los 600 mm superiores del hormigón en un muro o una columna se compactarán con un atizador; si esto no es factible, se compactarán manualmente o mediante paleo hacia abajo sobre la cara del encofrado. Los vibradores externos pueden crear espacios entre el encofrado y el hormigón, que no se cierran gracias al peso de las capas superiores de hormigón en las capas inferiores, por lo que pueden permanecer abiertos en la última capa y deformar la superficie.
A continuación, os dejo un artículo sobre la prevención de daños causados por el uso de vibradores externos en piezas prefabricadas.
Figura 1. Hormigón al vacío. https://www.solitec.eu/2021/11/11/il-vacuum-concrete-una-tecnica-ancora-valida/
El hormigón al vacío (vacuum concrete, en inglés) es una técnica ideada por Billner en Estados Unidos en 1935, aunque no se empezó a utilizar en Europa hasta los años cincuenta del siglo pasado. Esta técnica busca mejorar la resistencia y durabilidad del material, y consiste en eliminar el exceso de agua de hidratación del cemento mediante presión de vacío antes de que comience el fraguado del hormigón. Esta acción conlleva una notable disminución de la relación agua/cemento (a/c) efectiva, lo que se traduce en una mejora significativa del rendimiento del hormigón. Aunque la reacción química entre el cemento y el agua requiere una relación a/c inferior a 0,38 para alcanzar una resistencia óptima, la relación empleada suele ser mayor para mejorar la manejabilidad, y esa agua adicional sirve para lubricar los componentes del hormigón fresco. Este exceso de agua crea poros capilares en el hormigón, lo que aumenta su permeabilidad y reduce su resistencia.
La tecnología del hormigón al vacío resuelve este dilema al permitir conservar la trabajabilidad y alcanzar una alta resistencia. Utiliza una bomba de vacío para aspirar el exceso de agua después de colocar y compactar el hormigón, lo cual puede suponer extraer entre el 10 % y el 25 % del agua y aumentar la resistencia a compresión entre un 20 % y un 40 %. Las resistencias a los 7 días bajo vacío son aproximadamente las mismas que las obtenidas a los 21 días. Esta técnica es efectiva para diversas aplicaciones, como suelos industriales, aparcamientos y losas de puentes. Tras aplicar el vacío, es posible caminar sobre la losa sin dejar rastro alguno, lo que elimina la necesidad de esperar. Los componentes clave incluyen una bomba aspiradora, un separador de agua, una almohadilla de filtración y un vibrador de placa de solera, que trabajan en conjunto para controlar la cantidad de agua eliminada y garantizar la calidad del hormigón resultante.
El efecto del vacío no se limita a la eliminación del exceso de agua, sino que también contribuye a llenar posibles vacíos mediante la presión atmosférica. El vacío se logra mediante una bomba capaz de generar una depresión de entre 0,7 y 0,8 atmósferas. La duración de la aplicación del vacío varía en función de la consistencia inicial y el espesor del hormigón empleado. En la práctica, para elementos delgados como losas, muros o tuberías, el tiempo de aplicación del vacío suele ser de 10 a 20 minutos, mientras que para elementos de mayor grosor puede extenderse hasta 40 minutos. La temperatura mínima requerida para este proceso con hormigón es de 10 °C. Sin embargo, no todos los tipos de hormigón son adecuados para su uso en vacío. Existe el riesgo de bloqueo superficial, que se refiere a la congestión de finos en la superficie, lo cual puede impedir el desarrollo del proceso. Por esta razón, el contenido máximo de cemento se limita a 350 kg/m³.
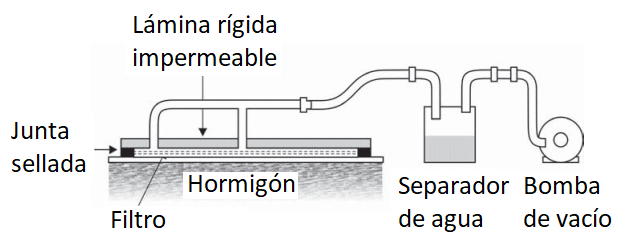
En este procedimiento, el hormigón se vierte en encofrados con una cara perforada y el exceso de agua se extrae por succión a través de dichas perforaciones mediante una bomba de vacío. Los encofrados especiales empleados en este proceso consisten en una cámara delgada de baja altura cuya superficie en contacto con el hormigón es permeable, ya sea mediante una rejilla metálica o un tejido de caucho perforado. Las otras caras de la cámara son impermeables, salvo unas aberturas estratégicamente ubicadas a través de las cuales se genera el vacío en su interior. Estas aberturas, por lo general, se ubican en la cara inferior del encofrado. Este método proporciona al hormigón una notable cohesión, lo que facilita un desencofrado rápido.
Figura 2. Deshidratación al vacío del hormigón. https://industrysurfer.com/blog-industrial/construccion/hormigon-al-vacio-tecnologia-equipamiento-ventajas/
En una masa de hormigón recién vertida en un encofrado, existe cierto nivel de presión, derivado de la carga del hormigón fresco por encima del nivel considerado y de la presión atmosférica. Esta presión se divide en dos componentes: una presión intergranular, sostenida por el armazón o esqueleto formado por los áridos, y una presión intersticial, sostenida por el líquido que ocupa los espacios vacíos, es decir, el agua en la que están suspendidas las partículas de cemento.
El principio del tratamiento consiste en eliminar o, al menos, reducir significativamente la presión intersticial al comunicar la matriz fluida del hormigón fresco, a través de un filtro, con una fuente de vacío. Sin embargo, es importante destacar que la presión total en el hormigón no se ve alterada, dado que la aplicación del vacío no afecta ni a la masa de hormigón sobre el nivel considerado ni a la presión atmosférica externa.
En estas circunstancias, la primera componente, es decir, la presión intergranular, experimenta un aumento repentino, lo que provoca que el armazón rígido se vea obligado a soportar lo que previamente sostenía el líquido. Como resultado, el esqueleto se compacta en busca de un nuevo equilibrio, reduciendo sus espacios intersticiales y expulsando el exceso de agua, que se desplaza entre los granos hacia el filtro. Esta contracción persiste hasta que los áridos alcanzan la máxima compacidad compatible con su granulometría, momento en el que cesa la compactación. En el caso de un recipiente, se observa que la superficie libre del hormigón desciende unos centímetros durante la contracción.
El hormigón al vacío ofrece una serie de ventajas significativas, como un aumento de su resistencia final, la posibilidad de retirar los encofrados de los muros más temprano y la combinación de trabajabilidad y resistencia gracias a la deshidratación por vacío. Además, presenta alta durabilidad y densidad, junto con una reducción notable de la permeabilidad y del tiempo requerido para el acabado final. También se observa un aumento del 20 % en la resistencia de adherencia, lo que facilita su aplicación en trabajos de repavimentación y reparación. Asimismo, al reducirse el agua, se reduce notablemente la retracción, lo que permite separar las juntas hasta 20 m en los pavimentos. Sin embargo, estas ventajas van acompañadas de algunos inconvenientes, como el consumo de energía y la necesidad de equipos específicos, lo que conlleva un coste inicial elevado y la necesidad de contar con mano de obra especializada. Además, la porosidad del hormigón puede permitir la filtración de agua, aceite y grasa, lo que podría debilitar la estructura con el tiempo.
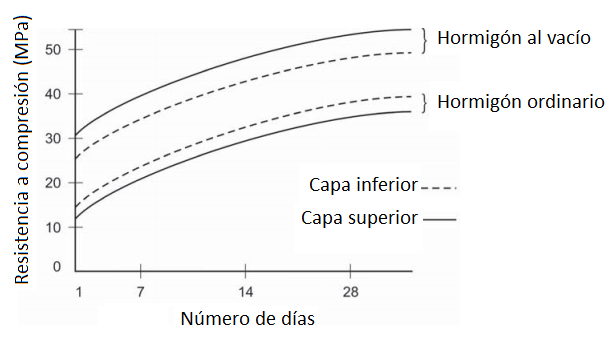
Como se observa en la Figura 3, el beneficio de la deshidratación del hormigón es más acusado en la capa superior que en la inferior. Por encima de 150 mm de profundidad, el efecto de este procedimiento es poco significativo. Por tanto, en lo que respecta a la mejora de la resistencia, la reducción de poros y el aumento de la durabilidad, esta mejora es particularmente evidente en las áreas donde más se necesita. De hecho, este procedimiento permite aumentar la capa superficial de las soleras de hormigón, que puede, en algunos casos, competir con capas de rodadura.
Figura 3. Efecto de la deshidratación por vacío en el hormigón. https://theconstructor.org/concrete/vacuum-concrete-techniques-equipments-advantages/6867/
El siguiente vídeo os puede resultar de interés.
A continuación, os dejo un artículo interesante sobre los primeros años de esta técnica en Colombia.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Tradicionalmente, se ha considerado el curado un proceso que tiene lugar después de colocar el hormigón y de haberlo acabado. Sin embargo, es esencial comprender que el curado debe iniciarse en el momento en que la superficie del hormigón empieza a secarse. Esto sucede cuando el agua de exudación se evapora más rápido de lo que puede ascender a la superficie. Estas condiciones pueden presentarse incluso antes de completar el acabado del hormigón, lo que permite distinguir diversas fases del proceso de curado. La norma ACI 308 R señala que, debido a las distintas etapas que atraviesa el hormigón desde su elaboración hasta que la estructura adquiere las propiedades de diseño, es necesario distinguir tres fases de curado a lo largo del tiempo: curado inicial, curado intermedio y curado final.
Curado inicial
El curado inicial abarca el periodo desde la colocación hasta el acabado del hormigón y busca evitar la pérdida de humedad en la superficie. Si el acabado se realiza justo después de que desaparezca el agua de exudación, no es necesario aplicar medidas de curado iniciales. Sin embargo, suele ser imprescindible cuando el secado de la superficie comienza antes del fraguado, o incluso antes de que se complete el acabado. Hay que considerar que la velocidad de evaporación del agua es máxima justo antes del fraguado del cemento, pues posteriormente el agua se desplaza por difusión en el interior del hormigón, un proceso muy lento. Por lo tanto, resulta de suma importancia evitar el secado en las primeras horas posteriores a la colocación del hormigón.
El curado inicial previene la fisuración debida a la retracción plástica en hormigones con muy poca exudación o que no exuden. Un ejemplo son los hormigones que contienen cementos finos u otros materiales cementantes finos, como el humo de sílice, las cenizas volantes o la escoria. También se incluyen en esta categoría los hormigones con una baja relación agua-cemento, con alto contenido de aire o con aditivos reductores de agua. Además, se recomienda su aplicación en ambientes con alta evaporación de la superficie del hormigón, como en condiciones de calor intenso.
Se pueden emplear diversos métodos que no dañen ni deformen la superficie del hormigón fresco, como la nebulización, el uso de reductores de evaporación o la modificación del entorno mediante sombras, barreras de viento o cerramientos. En caso de que el proceso de acabado involucre varias operaciones que se extiendan en el tiempo, es fundamental mantener las medidas de curado iniciales o volver a aplicarlas hasta que el acabado esté completo.
El curado inicial debe realizarse justo después de que desaparezca el brillo del agua de exudación, lo cual puede ocurrir tras el nivelado y, en algunos casos, incluso antes del alisado. Es importante eliminar el exceso de agua procedente del rociado de neblina o de los reductores de evaporación, o bien permitir que se evapore antes de finalizar el acabado de la superficie.
Curado intermedio
El curado intermedio es necesario cuando la superficie del hormigón se ha acabado antes de que se complete el fraguado. Esto puede ocurrir cuando se alcanza rápidamente la textura superficial, cuando hay retraso en el fraguado o en ambos casos.
Si se ha realizado un curado inicial, el curado intermedio puede mantener la nebulización continua o aplicar retardadores de evaporación. En caso contrario, los métodos empleados no deben dañar la superficie del hormigón, ya que aún no ha alcanzado su fraguado final y no es capaz de resistir el daño mecánico. Por lo tanto, el agua debe aplicarse con suavidad.
Después de la última pasada de acabado, se pueden aplicar compuestos de curado mediante aspersores. Estos compuestos tienen la ventaja de poder aplicarse antes de que el hormigón haya completado su fraguado y, a menudo, se aceptan como método final de curado. Si, justo después del acabado, se cubre la superficie del hormigón con arpillera, por ejemplo, para reducir su resistencia a las sales fundentes; esto puede afectar a su calidad. Por ello, es preferible cubrir suavemente la superficie con láminas de plástico tras el acabado y reemplazarlas por arpillera una vez que el hormigón haya alcanzado su fraguado final.
Curado final
El curado final comprende los procedimientos aplicados después del acabado y una vez que el hormigón ha fraguado y ha comenzado a desarrollar resistencia. Es crucial no demorar las medidas de curado una vez completado el acabado, ya que puede ocasionar una pérdida significativa de agua por evaporación, especialmente cuando la textura del acabado da lugar a una amplia superficie expuesta, como ocurre con el cepillado o el ranurado. El curado final puede efectuarse mediante la extensión de los métodos utilizados en el curado inicial o intermedio, o mediante la aplicación de otros métodos, como la aspersión, el uso de arpilleras u otros materiales absorbentes humedecidos o el riego con manguera, entre otros.
Una vez examinadas las tres acciones que conforman el proceso de curado, se comprende la importancia de planificar meticulosamente el curado de una estructura significativa, así como la relatividad de la afirmación «el mejor curador es el agua». La elección del método de curado adecuado, entre las numerosas opciones disponibles, dependerá, como se ha señalado, de la rapidez con la que se esté secando la superficie del hormigón, de si ya se han producido los fraguados inicial y final, y de si las operaciones de acabado han concluido o no. Esto implica conocer aproximadamente el tiempo de curado del hormigón en cuestión, considerando las condiciones climáticas específicas de la obra.
Os dejo un documento de Sika sobre el curado del hormigón.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
La revibración del hormigón se emplea en ciertos casos para mejorar la adherencia entre el hormigón y el acero de refuerzo, liberar el agua atrapada bajo las barras horizontales y eliminar posibles bolsas de aire adicionales. Esta práctica no causa ningún daño si el hormigón aún está en estado plástico. Sin embargo, es esencial evitar el contacto entre la aguja del vibrador y el acero de refuerzo. La vibración transmitida a través de las armaduras al hormigón semiplástico puede provocar la pérdida de adherencia de las barras al hormigón y la aparición de fisuras en las armaduras.
La revibración ofrece una serie de beneficios significativos, como mejorar la resistencia a la compresión entre un 15 % y un 40 %, sobre todo a edades tempranas. También permite aumentar la impermeabilidad, potenciar la adherencia, reducir las bolsas de grava, eliminar el agua atrapada y expulsar el aire y las bolsas de agua. Sin embargo, es importante tener en cuenta que no se debe aplicar el revibrado en mezclas con consistencia seca y granulometría abierta. Por tanto, es más adecuado para consistencias blandas.
El proceso implica la introducción de un vibrador en la masa de hormigón precompactada pasados unos 30 minutos desde la primera compactación, pero dentro de las primeras 2 a 4 horas (antes del inicio del fraguado). Una regla práctica indica que se puede llevar a cabo el revibrado siempre que la aguja pueda penetrar en el hormigón por su propio peso y logre fluidificarlo. Además, es posible emplear un aditivo retardador del fraguado para facilitar este proceso.
En diferentes circunstancias, el revibrado puede ser igualmente conveniente:
Al colocar hormigón en capas y vibrar la inferior, se evita la formación de juntas entre ellas.
Para perfeccionar el acabado superficial de los pilares y muros superiores, eliminando el aire que suele acumularse en esas áreas.
Para cerrar las fisuras producidas por la retracción plástica.
Esta técnica es especialmente útil para hormigones con altos valores de relación agua-cemento, baja retención de agua o en situaciones en las que la colocación inicial ha sido compleja. Al rellenar los huecos generados durante el asentamiento inicial del hormigón fresco alrededor de la armadura horizontal, se garantiza una mejor calidad estructural.
Es crucial realizar el revibrado en el momento adecuado, cuando el hormigón aún está maleable. El proceso de fraguado generalmente comienza entre una hora y media y cuatro horas después de la vibración previa. Esta operación conlleva ciertos riesgos y es fundamental calcular con precisión la duración de la nueva vibración, ya que un error en este aspecto puede causar daños irreparables al hormigón.
Dada su complejidad y el riesgo asociado, el revibrado es una tarea que debe ser ejecutada por personal altamente especializado, con un control meticuloso del proceso. Por esta razón, y debido al riesgo inherente, no es una práctica comúnmente empleada. En cualquier caso, es necesario contar con la aprobación previa de la dirección facultativa antes de realizar el revibrado.
Os dejo a continuación un artículo que estudia la acción del revibrado en morteros, hormigones y prefabricados, que espero os resulte de interés.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Figura 1. Camión hormigonera. https://commons.wikimedia.org/wiki/File:Cami%C3%B3n-hormigonera_Mercedes-Benz_2224.jpg
El hormigón producido en una planta de hormigón se transporta a las obras de construcción donde se utilizará en camiones hormigonera (Figura 1). Estos vehículos, aunque están diseñados para agitar, se utilizan con mucha frecuencia como mezcladores. Consisten principalmente en una cuba cilindro-cónica construida con chapa de alta resistencia al desgaste y de gran capacidad (de 6 a 10 m³), cuyo eje está inclinado aproximadamente 15º respecto a la horizontal. Estos camiones tienen dos modos de rotación: uno para cargar y mezclar, y otro opuesto para descargar. La mayoría de las autohormigoneras se utilizan en centrales de venta de hormigón.
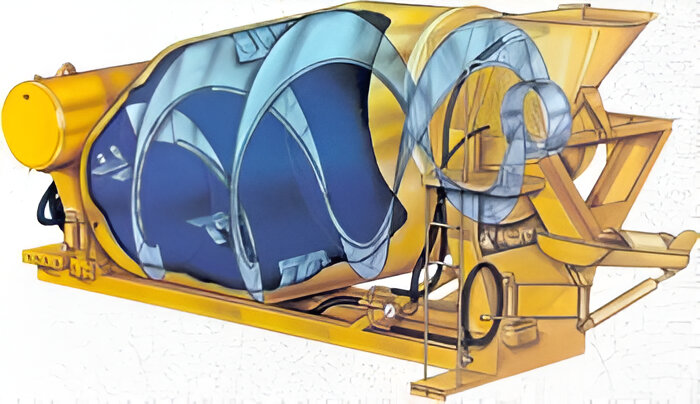
El principio de amasado es similar al de las mezcladoras de tambor horizontal con inversión de marcha. En el interior de la cuba hay dos hileras de espirales helicoidales de acero con piezas de desgaste fijadas a la pared. El material entra en la cuba a través de una tolva situada en la parte superior de la boca y sale por la parte inferior, cayendo primero en una tolva y luego en una canaleta de distribución plegable y orientable para el transporte.
La cuba está montada sobre un chasis general que se sitúa en la plataforma del camión. Los componentes giratorios incluyen una banda zunchada en la parte superior que se apoya en dos rodillos y un eje en la parte inferior de la cuba que gira en un cojinete montado en un contrafuerte del chasis.
Figura 2. Detalle de las espiras de un camión hormigonera
La cuba presenta dos capacidades operativas distintas (eje 8/6,6):
En su función de agitador, se utiliza para recibir el hormigón previamente mezclado en la central y agitarlo durante el transporte, con una capacidad mayor de 8 m³.
En su papel de mezcladora, recibe la mezcla seca de la central de dosificación y la amasa durante el transporte, con una capacidad menor de 6,6 m³.
El volumen del tambor o cuba debe ser mayor, con una relación aproximada de 10 m³/8 m³/6,6 m³.
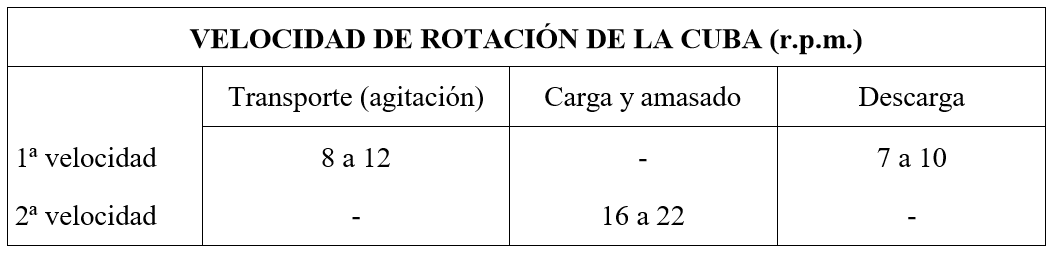
Para las operaciones de amasado o simplemente de agitación, la cuba gira en dirección que desplaza los productos hacia el fondo de la misma. La rotación en sentido contrario garantiza un vaciado total. Es habitual contar con dos velocidades para el proceso de amasado y una para el de descarga:
La primera velocidad, más lenta, se emplea para agitar el material durante el transporte, cuando ya está amasado, ya sea porque se ha cargado hormigón mezclado en la central o porque se ha amasado durante parte del trayecto un material previamente cargado sin amasar.
La segunda velocidad, más rápida, se utiliza durante la carga de la hormigonera, que debe realizarse lo más rápido posible. También se emplea para el amasado en el caso de que se haya cargado dosificación sin amasar.
Tabla. Velocidades de rotación de la cuba para distintas operaciones
Los sistemas utilizados para mover la cuba son los siguientes:
Motor auxiliar, generalmente diésel, independiente del camión, lo que conlleva las siguientes ventajas:
Mayor durabilidad del motor del camión.
En caso de que el camión se averíe, la hormigonera puede seguir funcionando sin que el hormigón fragüe.
Utiliza el mismo motor que el camión. La caja de cambios cuenta con una salida lateral a la que se acopla una transmisión hidráulica que acciona el tambor. El inconveniente es que requiere camiones con una potencia considerablemente mayor, pero las ventajas son las siguientes:
Se utiliza un solo motor diésel, lo que implica un menor consumo de combustible.
Se reducen los costes y es necesario realizar menos reparaciones y compras de repuestos.
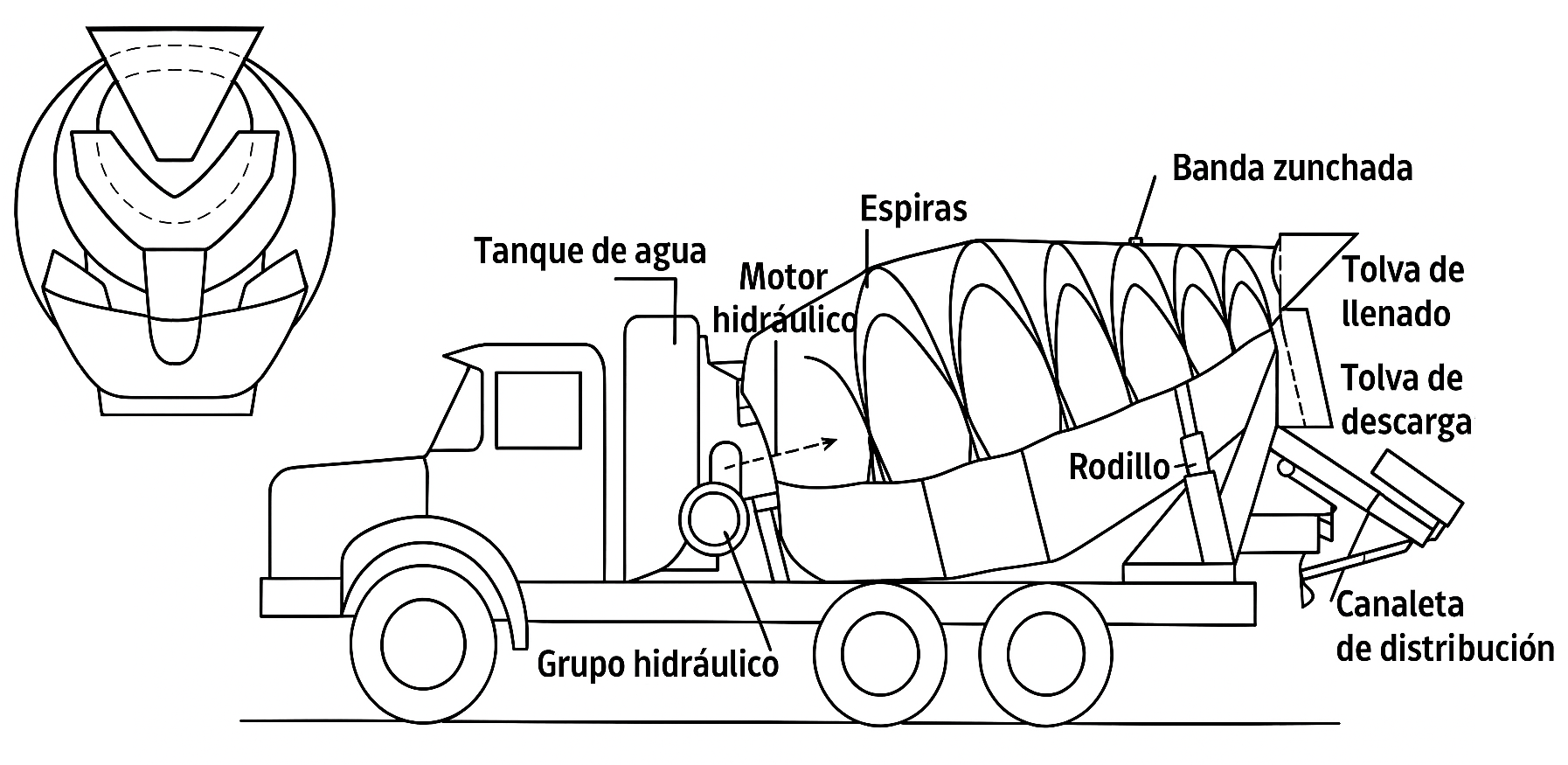
Figura 3. Partes de un camión hormigonera
El sistema de agua está compuesto por los siguientes elementos:
Depósito de agua con una capacidad de 500 a 700 litros, en función de la capacidad requerida. Cuando no se realiza el mezclado en la central, el agua de amasado se añade al final del trayecto, unos minutos antes del vaciado. Esta práctica optimiza las ventajas del conjunto formado por las centrales y las hormigoneras.
Bomba de agua de tipo centrífugo.
Contador de agua y tuberías de distribución.
En cuanto al fraguado del cemento, este depende de la temperatura ambiente y de su calidad. Sin embargo, suele comenzar aproximadamente a los 20 minutos en climas cálidos y a los 40 minutos en invierno.
La norma C94-71 de la American Society for Testing and Materials (ASTM) establece un tiempo máximo de transporte de hormigón de 90 minutos cuando se utiliza un camión con agitador, y de 45 minutos cuando se transporta en camiones basculantes sin agitador. Por otro lado, el Código Estructural recomienda que, en condiciones normales, el intervalo de tiempo entre la adición del agua de amasado al cemento y a los áridos, y la colocación del hormigón, no debe exceder de una hora y media.
En la práctica, cuando las distancias a recorrer superan los 90 minutos, se opta por transportar mezclas secas y añadir agua al final del trayecto. Sin embargo, esta solución compromete la correcta dosificación del agua en la central.
Os dejo algunos vídeos sobre esta máquina.
Os dejo también la NTP 93: Camión hormigonera, una guía de buenas prácticas para el manejo seguro de la máquina.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 434 pp. Ref. 441. ISBN: 978-84-1396-418-8
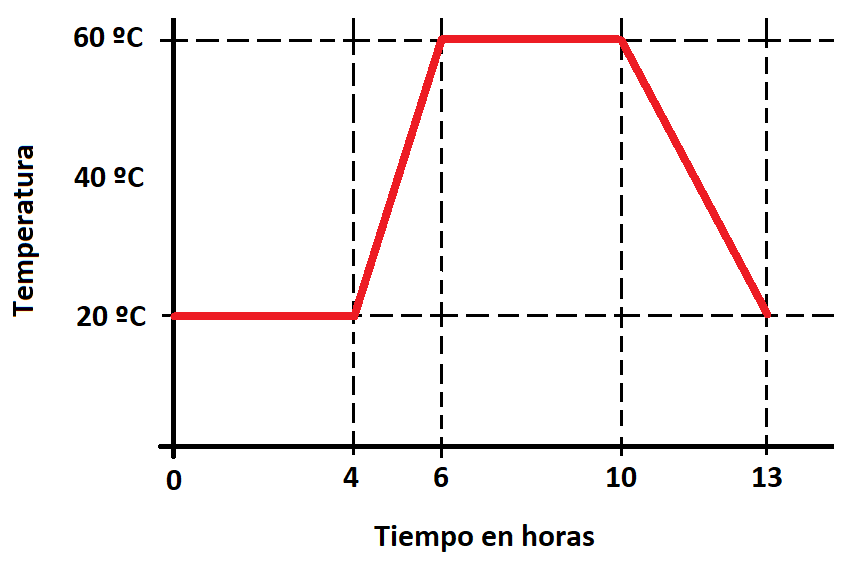
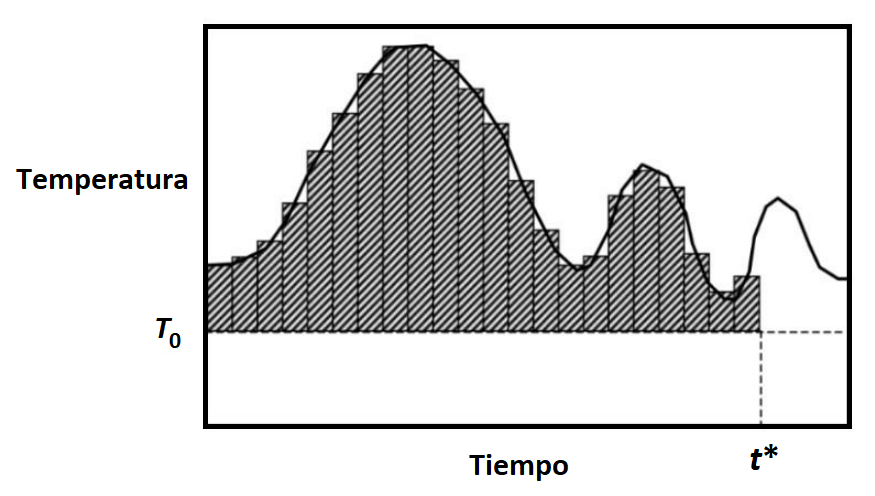
El uso de vapor es uno de los métodos más eficaces para el curado del hormigón, ya que acelera considerablemente su endurecimiento. Este tipo de curado se emplea casi exclusivamente en la prefabricación. En el proceso de curado al vapor y, en general, en cualquier método que involucre calor húmedo, se aplica el concepto de maduración del hormigón. La maduración es el resultado de la temperatura, en grados centígrados, a la que se expone la pieza, multiplicada por el tiempo de exposición, si este es constante. En el caso de una temperatura variable, se calcula la integral de la curva temperatura-tiempo (Figura 2). Se acepta que, para un mismo tipo de hormigón y dentro de ciertos límites, el curado es igualmente eficaz si la maduración también lo es. Es decir, diferentes combinaciones de temperaturas y tiempos producirán resultados similares siempre que el producto de estos, o la suma de sus productos, se mantenga constante.
Figura 2. Evolución de la temperatura con el tiempo (Carino y Lew, 2001)
En función del tipo de elemento, el curado al vapor puede realizarse a baja o alta presión. El método a baja presión se lleva a cabo típicamente a presión atmosférica y se emplea en estructuras encerradas construidas in situ o en grandes unidades prefabricadas de hormigón. Por otro lado, el curado con vapor a alta presión se realiza en autoclaves y se aplica a pequeñas unidades prefabricadas.
El proceso de curado al vapor comienza una vez transcurrida la etapa de prefraguado, elevando gradualmente la temperatura hasta alcanzar un límite establecido. Esta temperatura se mantiene durante un período determinado, tras el cual se reduce de forma continua hasta igualar la temperatura ambiente. Es importante evitar que el hormigón sufra cambios térmicos bruscos durante este proceso.
Cada tipo de cemento presenta una curva de curado ideal, que puede determinarse experimentalmente para conocer las velocidades óptimas de variación de la temperatura, el valor de la temperatura límite y el tiempo de permanencia en ella. En términos generales, la duración del prefraguado oscila entre 2 y 5 horas; la velocidad de calentamiento y de enfriamiento no debe exceder 20 °C por hora, y la temperatura límite óptima se sitúa entre 55 °C y 75 °C, sin superar los 80 °C. Se recomienda que el primer periodo del proceso de curado al vapor no sea inferior a 4 horas cuando la temperatura ambiente es de 20 °C, pudiendo reducirse conforme aumenta dicha temperatura (Figura 1).
Es importante mantener una presión de vapor uniforme a lo largo de la pieza, asegurándose de que el recinto de curado permanezca saturado de humedad. Además, el curado con vapor requiere un control meticuloso, ya que si se aplica de forma descuidada pueden producirse cambios de volumen excesivos que afecten a la resistencia inicial del hormigón.
El curado al vapor ofrece diversas ventajas frente a otros métodos convencionales. Entre las principales ventajas cabe destacar las siguientes:
Endurecimiento rápido en climas fríos: Es especialmente útil en climas fríos, ya que acelera el endurecimiento del hormigón y facilita la construcción en estas condiciones.
Alta resistencia inicial: Permite alcanzar una alta resistencia inicial en el hormigón, lo cual es fundamental para la fabricación de unidades prefabricadas y pretensadas.
Aumento de la velocidad de construcción: Al acelerar el endurecimiento del hormigón, el curado al vapor puede incrementar significativamente la velocidad de construcción, lo que se traduce en una mayor eficiencia y productividad.
Rapidez en comparación con otros métodos de curado: Es más rápido que los métodos convencionales, lo que acorta los plazos de construcción y permite una mayor rotación de proyectos.
A pesar de sus ventajas, el curado al vapor también presenta algunas desventajas que deben tenerse en cuenta:
Limitaciones en superficies grandes: Puede no ser eficiente en superficies extensas, lo que podría requerir recurrir a métodos de curado alternativos.
Se necesitan trabajadores cualificados: El proceso de curado al vapor exige la presencia de personal capacitado y experimentado para garantizar resultados óptimos y evitar problemas como cambios volumétricos excesivos.
Costo inicial más elevado: El equipo y los materiales necesarios para el curado al vapor suelen tener un coste inicial más alto que los métodos de curado convencionales, lo que puede ser una consideración importante en proyectos con limitaciones presupuestarias.
Os dejo algunos vídeos sobre el curado al vapor y el método de madurez del hormigón.
A continuación, os dejo un documento de Hilti en el que se explica el método de madurez del hormigón.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
CARINO, N.J.; LEW, H.S. (2001) El método de la madurez: From Theory to Application. Proceedings of the 2001 Structures Congress & Exposition, Washington, D.C., American Society of Civil Engineers, Reston, Virginia, Peter C. Chang, Editor, 2001, 19 p.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Figura 1. Aplicación de un producto desencofrante. https://www.libreriaingeniero.com/2019/06/desencofrantes-tipos-usos-y-ventajas.html
El desencofrante es un producto químico diseñado para evitar que el hormigón o el mortero se adhieran al retirar el encofrado, lo que permite mantener la superficie encofrante en óptimas condiciones. Su uso proporciona una serie de ventajas significativas: ofrece un desencofrado rápido y eficaz, sin ser tóxico ni dañar el medio ambiente. Además, no mancha el hormigón y contribuye a prolongar la vida útil del encofrado, reduciendo el desgaste de la madera. Un punto importante es que no ataca ni afecta a los moldes metálicos ni a las partes de goma que conforman cualquier tipo de encofrado. Al ser altamente eficiente, su rendimiento es notable y, por ende, resulta económico. Utilizar este desencofrante ahorra tiempo y mano de obra en la limpieza posterior de los encofrados, lo que lo convierte en una opción valiosa y conveniente para proyectos de construcción y obras de hormigón.
Es fundamental emplear exclusivamente productos desencofrantes de fabricación industrial, proporcionando al director de ejecución información detallada sobre su marca, tipo y composición. Estos productos deben seleccionarse cuidadosamente para asegurar que no afecten la calidad ni el aspecto del hormigón, y su aplicación debe llevarse a cabo de forma meticulosa para evitar cualquier contacto con las armaduras activas o pasivas.
La razón principal para emplear estos productos radica en su capacidad para evitar la adherencia entre el hormigón y el encofrado, creando una película hidrófuga sobre la superficie del hormigón. No obstante, es crucial tener en cuenta que en ningún caso deben entrar en contacto con las armaduras, pues podría perjudicar la adherencia adecuada con el hormigón. Para mitigar cualquier riesgo asociado, se deben usar separadores que garanticen una correcta distancia y eviten cualquier posibilidad de contacto no deseado entre el producto desencofrante y las armaduras. Al seguir estas precauciones, se asegura un acabado óptimo y duradero en las estructuras de hormigón.
Los productos de este tipo deben cumplir con una serie de características fundamentales. En primer lugar, deben permitir una aplicación sencilla en capas continuas y uniformemente delgadas, sin provocar coqueras, variaciones de color u otros defectos en la superficie del hormigón. Es esencial que no se mezclen con el agua para evitar que penetren en el hormigón y alteren el fraguado. Asimismo, es importante que no reaccionen ni con el hormigón ni con el encofrado. Además, se espera que proporcionen una mayor durabilidad al encofrado, permitiendo un aumento en el número de usos. Durante su aplicación, no deben generar efectos nocivos como dermatitis o alergias en los operarios que los manipulan. Por último, deben facilitar la limpieza de los moldes, garantizando así un proceso más eficiente y efectivo en su utilización.
No obstante, la acción aislante de estos productos desmoldantes se ve limitada por la baja resistencia de la película a los efectos de temperatura y abrasión. Los desmoldantes basados en procesos químicos forman películas que ofrecen una mayor resistencia, pues la reacción entre la pasta de cemento y el producto crea una capa jabonosa que asegura una clara separación entre el hormigón y el encofrado. Para seleccionar el desmoldante adecuado, se realizan pruebas en un muro de muestra, teniendo en cuenta todos los factores que puedan influir en un proyecto específico.
Existen distintos tipos de desmoldantes, entre ellos:
Aceites: Los desmoldantes de aceites minerales puros tienden a dejar residuos en el hormigón y su efecto separador es pequeño, basándose principalmente en procesos físicos. Se recomiendan para tareas simples de desencofrado con poca exigencia en la calidad del acabado superficial del hormigón. Algunos productos de aceite mineral incorporan aditivos para mejorar su efecto separador mediante la combinación de procesos físicos y químicos para lograr un mejor rendimiento.
Emulsiones: Las emulsiones se dividen en dos tipos: agua en aceite y aceite en agua, siendo estas últimas más estables. Las emulsiones de aceite en agua se suministran como concentrados de aceite a los cuales se les agrega un determinado volumen de agua in situ. El efecto separador de estas emulsiones depende del índice de concentración. Al agregar agua a los desencofrantes más comunes del mercado, se observa que en ninguno de los casos es fácil removerlos con agua, pues el líquido resbala sobre la película formada.
La forma más sencilla de aplicar estos productos es mediante nebulización a presión, aunque en muchas ocasiones también se utilizan métodos convencionales como brocha o rodillo, siempre buscando obtener una capa delgada y uniforme. Es imprescindible que la superficie de los encofrados sobre los que se aplicará el producto esté completamente limpia y preparada. En el caso de encofrados de madera, es necesario saturarlos previamente con agua antes de aplicar el producto de desmoldeo. Si se trata de hormigones vistos, se recomienda realizar ensayos previos antes de seleccionar los productos adecuados. La elección cuidadosa y la correcta aplicación de estos productos son fundamentales para obtener un resultado óptimo y garantizar la calidad del acabado.
El artículo 48.4 del Código Estructural indica lo siguiente respecto a los productos desencofrantes:
«Salvo indicación expresa de la dirección facultativa, el constructor podrá seleccionar los productos empleados para facilitar el desencofrado y el fabricante de elementos prefabricados los correspondientes al desmoldeo. Los productos serán de la naturaleza adecuada y deberán elegirse y aplicarse de manera que no sean perjudiciales para las propiedades o el aspecto del hormigón, que no afecten a las armaduras o los encofrados, y que no produzcan efectos perjudiciales para el medioambiente. No se permitirá la aplicación de gasóleo, grasa corriente o cualquier otro producto análogo.
Además, no deberán impedir la posterior aplicación de revestimientos superficiales, ni la posible ejecución de juntas de hormigonado.
Previamente a su aplicación, el constructor facilitará a la dirección facultativa un certificado, firmado por persona física, que refleje las características del producto desencofrante que se pretende emplear, así como sus posibles efectos sobre el hormigón.
Se aplicarán en capas continuas y uniformes sobre la superficie interna del encofrado o molde, debiéndose verter el hormigón dentro del período de tiempo en el que el producto sea efectivo según el certificado al que se refiere el párrafo anterior».
A continuación os dejo un catálogo de la empresa Fuchs que incluye los desencofrantes.