Figura 1. Neumático de dúmper. https://www.casajgomez.com.py/consejos-utiles/precauciones-al-cambiar-neumaticos-para-maquinaria-pesada/
Supuesta una correcta selección del neumático para las condiciones en las que va a trabajar y dejando aparte factores externos como pinchazos, cortes profundos y fuertes impactos, la vida del neumático viene limitada fundamentalmente por la generación de calor que se produce en la cubierta, que a su vez depende de diferentes factores:
Temperatura exterior ambiente, que permite una mayor o menor refrigeración del neumático. Si la temperatura se sitúa entre 40 y 45ºC, se neutraliza con un aumento de la presión del 10%.
Sobrecargas constantes del equipo.
Velocidad y longitud del ciclo de trabajo.
Continuidad o discontinuidad de la operación.
Diseño (pendientes, curvas) y conservación de pistas.
Presión de inflado del neumático.
Como precaución adicional, los fabricantes han introducido un procedimiento para relacionar el calentamiento y la seguridad del neumático: el índice TKPH (toneladas-kilómetro por hora). Se define el índice como el producto de las toneladas medias transportadas por la velocidad media y por los kilómetros recorridos. Si las exigencias del trabajo son superiores, habrá que reducir la velocidad, la carga o usar neumáticos con mayor TKPH.
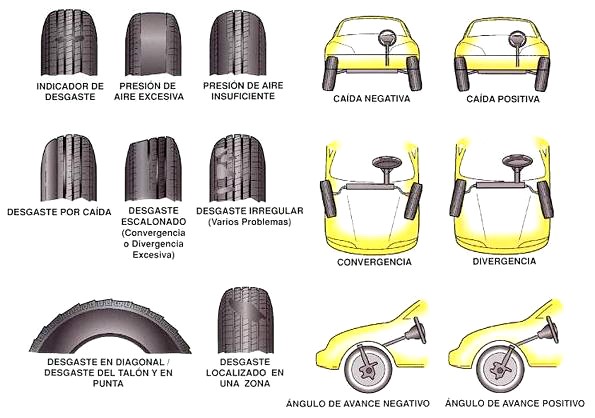
Figura 2. Alineación de las ruedas y tipos de desgaste
Excepto la temperatura ambiente, el resto de factores pueden minorarse con una adecuada planificación y mantenimiento. En la Figura 2 se muestran diversos tipos de desgaste en los neumáticos de un automóvil. En caso contrario, la vida real del neumático puede disminuir en un 80% respecto a la teórica.
Para hacer los neumáticos más duraderos y evitar un desgaste prematuro (canteras de roca fuertemente abrasiva), se utilizan protecciones de cadenas, para trabajos en malos terrenos, constituidas por un mallazo metálico de anillos y eslabones de acero al manganeso.
Los consejos de buen mantenimiento y conservación de los neumáticos se hacen evidentes cuando para máquinas de movimiento de tierras, como las mototraíllas, el coste de los mismos puede alcanzar el 30% del total de los costes de inversión y operación de la máquina.
Os dejo a continuación algunos vídeos respecto al mantenimiento de los neumáticos.
Referencias:
DAY, D.A. (1978). Maquinaria para construcción. Editorial Limusa. 1ª Edición. México. 616 pp.
YEPES, V.; MARTÍ, J.V. (2017). Máquinas, cables y grúas empleados en la construcción. Editorial de la Universitat Politècnica de València. Ref. 814. Valencia, 210 pp.
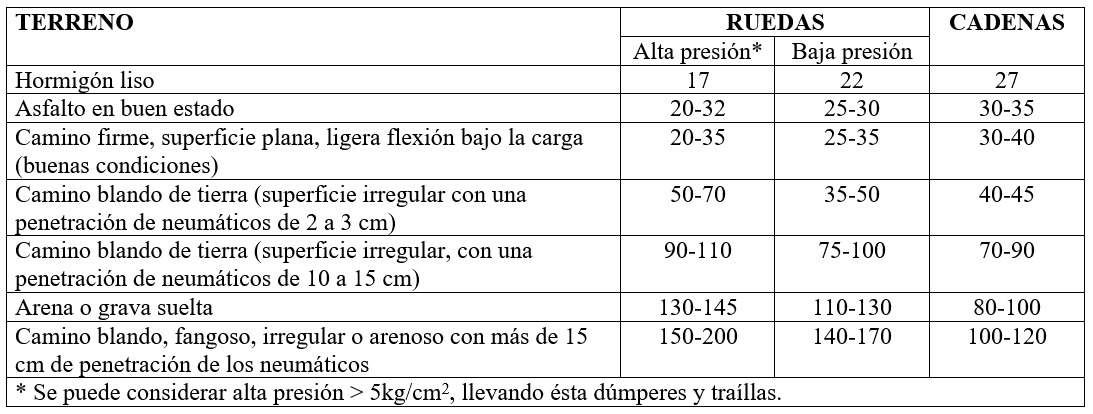
La resistencia a la rodadura se define como el esfuerzo que hay que vencer para mantener una velocidad constante sobre un tipo de terreno. Depende de la fricción interna del vehículo, de la resistencia que ofrece el terreno (a su vez dependiente de la consistencia del suelo y la presión del neumático) y del peso sobre la rueda. Queda expresado por la fuerza necesaria por unidad de peso del vehículo. Se puede estimar como resistencias internas de la máquina 20 kg/t y 15 kg adicionales por cada tonelada de peso y por cada 2,5 cm de penetración de los neumáticos. En la Tabla 1 se recogen los valores más utilizados de resistencia a la rodadura.
Tabla 1. Factores de resistencia a la rodadura (kg/t) (Day, 1978)
Os dejo algunos vídeos para ampliar la información.
Referencias:
DAY, D.A. (1978). Maquinaria para construcción. Editorial Limusa. 1ª Edición. México. 616 pp.
YEPES, V.; MARTÍ, J.V. (2017). Máquinas, cables y grúas empleados en la construcción. Editorial de la Universitat Politècnica de València. Ref. 814. Valencia, 210 pp.
Figura. Cabria abandonada en El Centenillo, Jaén. https://es.wikipedia.org/wiki/Cabria_(construcci%C3%B3n)
La cabria es una estructura consistente en dos vigas ensambladas en ángulo agudo, mantenidas por otra que forma trípode con ellas, o bien por una o varias amarras. Un torno colocado entre las dos vigas y una polea suspendida del vértice reciben la cuerda con que se maniobra el peso.
La mayoría de estos aparatos son de brazo fijo construyéndose en algunos casos también con brazo inclinable. Es un procedimiento sencillo y económico de elevación de cargas pesadas de hasta 150-200 toneladas.
Al no permitirse el movimiento de giro horizontal, las cargas sólo pueden subir o bajar. Se utilizan preferentemente para trabajos portuarios, montados sobre barcazas o pontones.
Referencia:
YEPES, V.; MARTÍ, J.V. (2017). Máquinas, cables y grúas empleados en la construcción. Editorial de la Universitat Politècnica de València. Ref. 814. Valencia, 210 pp.
Figura 1. Retroexcavadora Cat 663 EH. https://www.diariomotor.com/tecmovia/2012/10/18/caterpillar-anade-un-sistema-hibrido-hidraulico-para-reducir-el-consumo-de-sus-excavadoras/
La adquisición de maquinaria en una empresa constructora es un aspecto de vital importancia para su rentabilidad económica actual y futura. Por tanto, la selección de los equipos deberá basarse en un estudio económico en profundidad. A continuación, se describen los elementos condicionantes y los criterios de selección.
La situación económica y financiera de la empresa, el tipo de trabajos que realiza, la situación del parque de maquinaria, la política y estrategia empresarial, el escenario económico y las perspectivas de nuevas obras son factores que influyen en la selección de la maquinaria y su posible adquisición. Sin embargo, la tipología de los trabajos, la capacidad de producción necesaria, la flexibilidad ante cambios en las condiciones, la fiabilidad y el servicio posventa son las condiciones que rodean el problema de la elección de la máquina más conveniente.
Para la selección, se procurará la unificación de los equipos (mayor simplicidad para el manejo, la conservación y la reparación, menor inventario de repuestos, simplificación en la formación y en la documentación), se considerará la adecuación de máquinas que han de trabajar en equipo, se analizarán los costes de mantenimiento (consumos de combustibles, materiales de conservación y piezas de desgaste) y se estimarán las producciones previsibles. Además, deben valorarse los costes de los transportes de ida y vuelta, los montajes y los desmontajes, la matriculación y los seguros. La elección de la máquina idónea para una obra determinada depende de factores tales como la situación geográfica de la obra y la facilidad de sus accesos, la climatología, la tipología del terreno, el tipo de energía disponible, el plazo de ejecución, la forma y extensión de las obras, etc.
Tabla 1. Factores que influyen en la elección del tipo de maquinaria
Ubicación de la obra
Zona industrial
Zona urbana
Zona periurbana
Altitud
Forma y extensión de la obra
Reducida
Extensa
Lineal
Puntual
Tipología del terreno
Arenoso
Arcilloso
Rocoso
Anegado
Accesos
Facilidad de transporte
Viales
Carreteras
Caminos
Puentes
Túneles
Personal
Disponibilidad
Calificación
Topografía
Plana
Pendiente
Irregular
Abrupta
Climatología y microclima
Temperaturas extremas
Vientos dominantes
Precipitación máxima
Nieve
Consumos
Combustibles
Lubricantes
Calidad de ejecución
Trabajos de precisión
Trabajos de volumen
Otros
Energías a emplear
Nivel freático
Agua potable
Mantenimiento
Plazo de ejecución
Existen diversas marcas y modelos de máquinas capaces de satisfacer los condicionantes del trabajo requerido. La mejor opción depende del precio de la máquina, del rendimiento previsible y de otros factores como la calidad del servicio posventa, el precio de los repuestos y la rapidez en su suministro, entre otros. El precio de lista de los catálogos de venta puede variar considerablemente en función de los descuentos, la entrega de la máquina usada, las condiciones de pago y los intereses. El rendimiento previsible es el factor más importante a la hora de elegir la máquina, pero es difícil de estimar a menos que se tenga experiencia previa o se realicen demostraciones reales con el nuevo modelo. Por último, la adquisición de una máquina nueva es una opción tan válida como la compra de maquinaria usada, el alquiler u otros sistemas de financiación como el leasing.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
Figura 1. ¿Qué factores influyen en la producción de un equipo?
En un artículo anterior se describió cómo se puede determinar la producción de los equipos. A continuación, vamos a profundizar en los factores que determinan la producción de un equipo. En efecto, para el responsable de una obra es imprescindible conocer los factores que influyen en los rendimientos de sus máquinas. Este conocimiento puede corregir y elevar los valores de la productividad. Dichos factores son los siguientes:
Factor de disponibilidad Fd: Relación entre el tiempo disponible y el tiempo laborable real. Si su valor es bajo, se deben investigar las causas: mala conservación, lentitud en las reparaciones, falta de repuestos, mal estado de la máquina o poca fiabilidad.
Factor de utilización Fu: Relaciona el tiempo de utilización con el de disposición. Nos indica la calidad de la organización y planificación de la obra. Un valor bajo de este factor puede deberse a una mala programación, a la falta de comunicación entre los mandos, a la falta de previsión de tajos alternativos, etc.
Eficiencia horaria, factor de eficacia o factor operacional Fe: Es el cociente entre la producción media por hora de utilización y la producción tipo de una máquina. Considera las horas de trabajo no productivo dedicado a tareas varias como traslados, preparación de tajo o tareas auxiliares. Depende fundamentalmente de la selección del personal y del método de trabajo. Normalmente su valor oscila entre 1,2 y 0,8.
Con estos tres factores se puede calcular la producción media por hora de utilización de una máquina Pl. En efecto:
Conviene destacar que, de los tres factores que corrigen la producción tipo solo el factor de disponibilidad depende directamente de la máquina y equipo de mantenimiento; los otros dependen de la organización de la obra, de la selección del personal y del método de trabajo. En las Tablas 1 y 2 se consideran los factores de producción en función de las condiciones de trabajo, la organización de la obra y los incentivos. Tienen carácter estimativo, por lo que sería aconsejable ajustar los coeficientes en cada caso.
Figura 2. Factor de disponibilidad en una obra (Rojo, 2010)
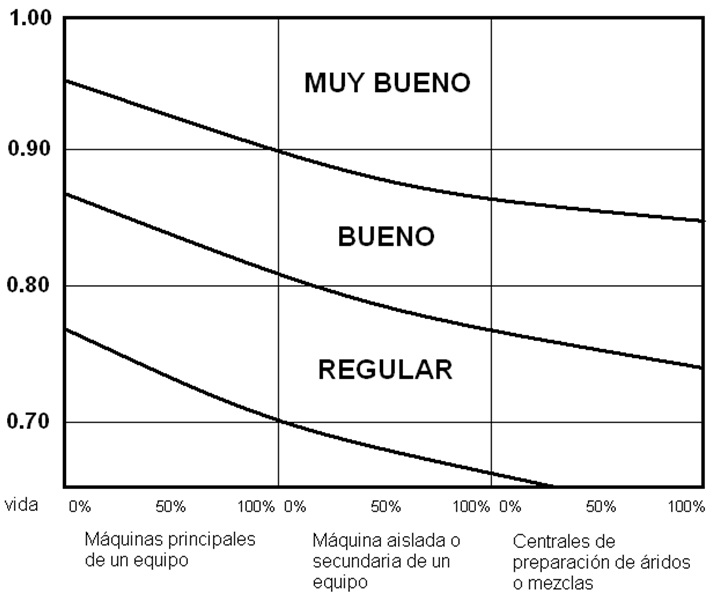
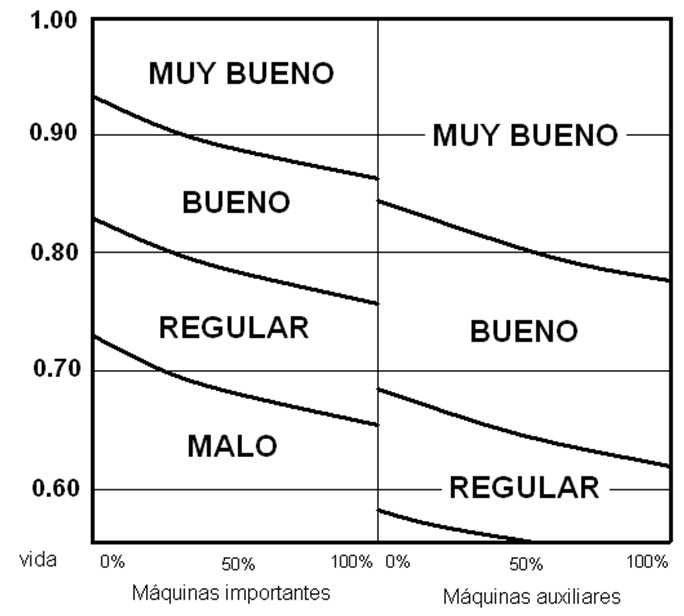
Figura 3. Factor de utilización según la importancia del equipo
Es posible definir un par de índices complementarios a los anteriores. Se denomina índice de paralizaciones p a la relación entre las interrupciones debidas a la organización de la obra, mal acoplamiento de máquinas, paradas por averías de otras máquinas, etc., y el laborable real.
Se llama factor de aprovechamiento Fa al cociente entre el tiempo de utilización de una máquina y el laborable real.
En las Tablas 1 y 2 se aportan algunas estimaciones groseras de los factores de producción, válidas a falta de mayores datos.
Tabla 1. Estimación del producto entre la eficiencia horaria y el factor de utilización
Tabla 2. Estimación de la eficiencia horaria según los incentivos y la organización
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
ROJO, J. (2010). Manual de movimiento de tierras a cielo abierto. Fueyo Editores, S.L., Madrid, 926 pp.
Figura 1. Aumentar la disponibilidad de un equipo en obra es un factor clave para la productividad. Imagen: V. Yepes
En un artículo anterior discutimos los distintos componentes del fondo horario de una máquina, o lo que es lo mismo, nos hacíamos la siguiente pregunta: ¿Por qué las máquinas pierden tanto tiempo en las obras? Ahora vamos a analizar el concepto de disponibilidad, muy relacionado con lo expuesto en aquel artículo.
Una máquina se encuentra disponible cuando se encuentra en estado operativo, es decir, en tiempo de disposición. La disponibilidad en obra o factor de disponibilidad Fdse define como el cociente entre el tiempo en que una máquina se encuentra en estado operativo y el tiempo laborable real.
La disponibilidad intrínsecad es el cociente entre el tiempo de utilización y el tiempo laborable real, sin tener en cuenta las paradas ajenas a la máquina debidas a tiempo disponible no utilizado (mala organización de obra, etc.). Valores bajos de estos factores se deben a causas tales como la mala conservación, la lentitud en las reparaciones, la falta de repuestos, el mal estado de la máquina, etc.
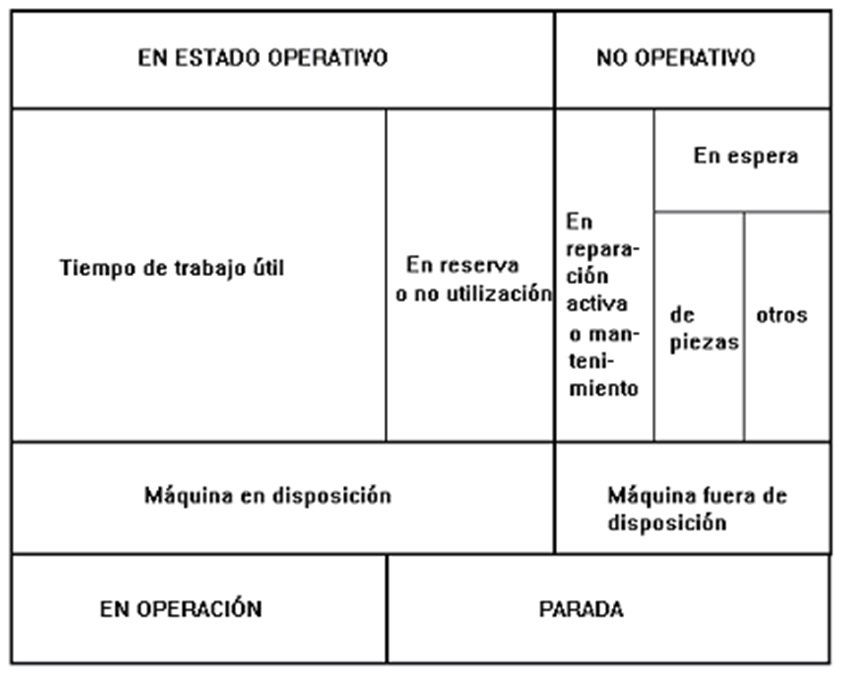
Los componentes de la disponibilidad se representan en la Figura 2.
Figura 2. Componentes de la fiabilidad
Suponiendo que las averías ocurren dentro de la jornada laboral, pero el mantenimiento se realiza fuera de esta, la disponibilidad intrínseca se define, en términos estadísticos, como la probabilidad de que una máquina funcione satisfactoriamente en un momento dado o de que no presente averías que no puedan ser reparadas en un período de tiempo máximo permitido; es decir, sería el porcentaje del tiempo medio durante el cual el sistema está disponible para el servicio.
donde TMEF es el tiempo medio entre fallos y TMDR es el tiempo medio de reparación.
Desde la perspectiva de la disponibilidad, las máquinas se clasifican en dos grupos:
1.- Principales, cuyo fallo paraliza la producción de un equipo de máquinas: excavadoras, cargadoras, tractores empujadores de mototraíllas, etc. Precisan de una elevada disponibilidad.
2.- Máquinas de producción trabajando solas, y máquinas secundarias en equipo con otras: buldócer, excavando o ripando, retroexcavadoras en zanjeo, camiones y dúmperes, mototraíllas, compactadoras, etc.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
Figura 1. Maquinaria auxiliar, habitual en alquiler. Imagen: V. Yepes
Una opción interesante frente a la compra de maquinaria consiste en alquilar las máquinas más comunes y disponibles en el mercado. El alquiler permite reducir el tiempo de inactividad en las obras y evitar tener máquinas paradas en momentos de recesión. Por otro lado, la competencia existente entre las empresas dedicadas al alquiler permite encontrar buenos precios.
También hay otras motivaciones que aconsejan el alquiler frente a la compra: la falta de recursos financieros suficientes en la empresa, una cartera reducida o heterogénea de obras, la dispersión geográfica de las obras, el bajo uso de las máquinas o la falta de mano de obra cualificada. De forma similar al alquiler, existen pequeños subcontratistas que cuentan con máquinas y subcontratan parte de la obra (voladura, movimiento y compactación de tierras, extensión de firme, etc.).
El alquiler puede realizarse con conductor (maquinaria de movimiento de tierras, compactación, etc.) o sin conductor (generadores eléctricos, compresores, etc.). El periodo de alquiler puede ser por horas o por varios meses. También se puede facturar por horas de funcionamiento o de permanencia en obra.
En la Figura 2 se representa la influencia del coste de la maquinaria según su utilización. El alquiler resulta interesante siempre que los costes lo aconsejen, lo cual está relacionado con un bajo grado de utilización de la maquinaria. En empresas pequeñas o medianas, se puede considerar el alquiler de una máquina cuando no se superen las 1000 horas de trabajo anuales.
Figura 2. Conveniencia del alquiler frente a la compra de maquinaria
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
Figura 1. La maquinaria de obra pierde valor irremediablemente. Imagen: V. Yepes.
La maquinaria, como bien de equipo que constituye el patrimonio de una empresa, pierde valor al colaborar en el proceso productivo y con el paso del tiempo. A esta disminución de los activos de la empresa se le denomina depreciación y sus causas pueden ser las siguientes:
1.- Depreciación material: La maquinaria pierde valor a medida que presta los servicios que le son propios, es la denominada depreciación funcional. El mero transcurso del tiempo también devalúa los bienes de equipo, a veces incluso más que si estuvieran trabajando con normalidad, es la depreciación física. Una adecuada política de mantenimiento reducirá o retrasará la desvalorización de las máquinas, pero nunca la eliminará.
2.-Depreciación por obsolescencia: Es la merma que sufre una máquina cuando, incluso siendo nueva, queda anticuada por no ser competitiva frente a otras. Una de las principales causas es la competencia entre fabricantes. Esta pérdida puede deberse a:
Obsolescencia tecnológica: La innovación y los avances técnicos motivan la aparición continua de nuevas máquinas que cumplen la misma función de las existentes, pero con mayor eficiencia, produciendo con costes más bajos, ofreciendo mayor seguridad, siendo de más fácil manejo, etc. Si el ahorro de costes es suficiente, a la empresa le convendrá renovar o cambiar el equipo anticuado antes de terminar su vida técnica.
Obsolescencia por variaciones en la demanda: Una máquina excelente para un determinado nivel de producción, puede no ser rentable en otro nivel.
Obsolescencia por alteración en la retribución de algún factor productivo: Ante subidas del precio de la mano de obra o de determinado tipo de combustible, puede ser rentable aumentar la automatización o cambiar el tipo de máquina.
3.- Depreciación por agotamiento, caducidad o siniestro: Determinadas empresas, como las mineras, pierden elementos de su activo al «agotarse» el recurso natural que están explotando. En otras puede extinguirse la autorización administrativa para la gestión de una infraestructura (autopista, túnel, etc.), con lo que ciertos bienes de producción se devaluarán. Otras máquinas construidas para un trabajo específico deben amortizarse al acabarlo. Asimismo, un siniestro deprecia de forma brusca el valor del equipo.
Si se conociera exactamente la depreciación de un equipo podríamos estimar en cada momento su cotización en el mercado o valor de reventa. Sin embargo, este valor fluctúa según las condiciones locales y circunstancias específicas de cada caso, de modo que el precio depende de lo que un comprador esté dispuesto a pagar. Un ciclo de recesión económica, por ejemplo, propicia el aumento del mercado de segunda mano de la maquinaria y equipos de obra.
La cotización del equipo depende del número de años de servicio, de las horas trabajadas hasta el momento, de las que le restan para llegar a su obsolescencia, de la naturaleza de las tareas realizadas y de las condiciones en que se ha usado. La antigüedad es, en numerosas ocasiones, el factor que más influye en la cotización del equipo, ya que es el dato más fiable. El abandono de la fabricación de determinados modelos hace bajar la cotización de los equipos. Si la máquina pertenece a una gran firma internacional, su valor de reventa inspira cierta confianza.
Bajo un punto de vista estadístico, y puesto que el valor de reventa es decreciente, entre otros, con los años de servicio n, y con las horas trabajadas H, cabe ajustar una curva por mínimos cuadrados a los valores de mercado Vn que relacionan dichos parámetros con el valor inicial del equipo V0 y su cotización en el año n. Una función que se ajusta razonablemente a dichas cifras es la exponencial, donde K, a y b son constantes que deben determinarse:
Esta expresión generaliza la deducida al suponer que la velocidad de desvalorización de un equipo por su uso es proporcional, en cada momento dado, a su coste real.
El valor de residual o de desecho es aquel que le queda a la máquina una vez se agota su vida útil o programada. Cuando la máquina está obsoleta, el valor de desecho es el de su chatarra. Puede alcanzar el 10-20 % del valor de adquisición. No obstante, no se aconseja excluir este valor de la amortización, pues es posible que ayude a sufragar el sobrecoste de las novedades incorporadas a la nueva máquina. Si se considera el valor de desecho, este se ajustará de forma descendente para anular el efecto de la inflación.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
Figura 1. ¿Cuál es la vida económica de un equipo? No confundirla con la vida útil. Imagen: V. Yepes
Resulta paradójico deshacerse de una máquina cuando el coste horario es el más bajo posible. Este concepto, que a veces cuesta entender, provoca que muchas empresas se resistan a sustituir su maquinaria, lo que alarga su vida útil más de lo que aconseja la economía. En no pocas ocasiones se confunde la vida económica con la vida útil de un equipo. Pero analicemos con cierto detalle esta presunta paradoja para aclarar el concepto.
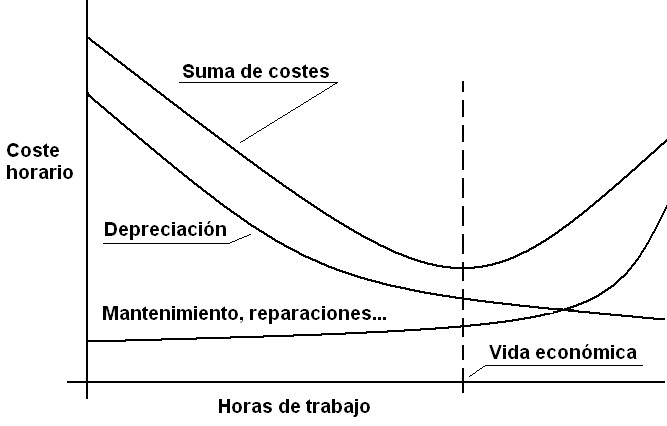
Al principio, poco después de su adquisición, el cociente entre los gastos acumulados a origen respecto a las horas trabajadas por una máquina es elevado. A medida que la máquina envejece, los costes de reparaciones y sustituciones de piezas son cada vez mayores. Por tanto, existe un punto intermedio en el que dicha relación es mínima. Dicho punto define la vida económica de un equipo, y es en ese momento cuando debería ser sustituido. La relación entre los costes horarios de una máquina a lo largo del tiempo se ha representado en la Figura 2.
Figura 2. Variación de los costos horarios y vida económica de un equipo
Los contratistas que no registran los costes horarios pueden utilizar sus máquinas más allá de su vida económica, por lo que sus costes unitarios de producción serán más elevados que los de su competencia. El reconocimiento y el tratamiento sistemático de la renovación de los bienes de equipo proporciona a las empresas amplias ventajas, ya que reduce:
Los costos de conservación.
Los costos de producción, salvando la competencia.
Las pérdidas por chatarra o retoques.
Las demoras y tiempos perdidos.
La vida económica óptima varía en función de la máquina y su trabajo, y es independiente de su vida técnica o física. Así, un equipo puede superar su vida económica y seguir funcionando correctamente o, por el contrario, retirarse antes por obsolescencia. Ahora bien, es absurdo pretender que una máquina trabaje indefinidamente. Con el paso del tiempo, los gastos de mantenimiento y de recuperación aumentan considerablemente el coste. Un cuidado concienzudo y las revisiones generales sistemáticas retrasan la fecha de inutilización, pero llega un momento en que conviene desembarazarse de la máquina, sobre todo cuando el riesgo de fallo de alguna pieza esencial por fatiga excesiva se hace inadmisible. A los equipos de obras públicas se les exige una elevada fiabilidad y, si la empresa no quiere deshacerse de la máquina, esta se pondrá en reserva, tras haber sido revisada a fondo.
Los costos horarios de reparación siguen una curva ascendente con las horas acumuladas de trabajo. Si se disponen de datos históricos sobre los costes totales de reparaciones RH, para un número H de horas trabajadas, se pueden ajustar los coeficientes λ, μ y ρ de la siguiente parábola:
A los costes propios de la máquina deberían sumarse los de otros equipos que tienen que parar cuando la primera se detiene por una avería. Esta circunstancia evidencia un recorte de la vida útil de las máquinas de las que dependen. También sugiere la duplicidad de estos equipos y su trabajo en paralelo.
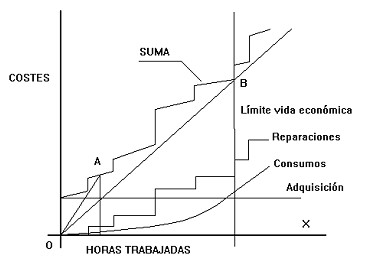
Al representar la acumulación de los costes según su origen en relación con el tiempo, aparece una línea quebrada, tal y como se muestra en la Figura 3. La recta que, desde el origen de coordenadas, es tangente a la curva de los costes acumulados, representa la pendiente mínima y, por tanto, el coste horario mínimo posible. En la Figura 3, el valor alcanza su mínimo para el ángulo BOX. El punto B señala el límite de la vida económica. Teniendo en cuenta que la mano de obra, los consumos y las reparaciones se pagan a precios muy diferentes en los distintos países, se comprueba que el óptimo económico varía de unos a otros.
Figura 3. Método gráfico para determinar el coste horario mínimo y la vida económica de un equipo
Cada máquina tiene su vida útil. Por ejemplo, 10 000 horas pueden ser adecuadas para un tractor sobre orugas, pero en una bomba de hormigón estacionaria dicha vida se reduce a la mitad. Algunos autores estiman una vida útil de entre 6000 y 16 000 horas de trabajo, en función de si el material es pesado o extraordinariamente pesado.
Figura 1. Pala sobre neumáticos cargando dúmper. Imagen: V. Yepes
Se denominará ciclo de trabajo, en su sentido más amplio, a la serie de elementos u operaciones elementales que se suceden para realizar completamente una tarea u operación.
Tiempo del ciclo será el invertido en realizar toda la serie de operaciones elementales hasta completar el ciclo, pudiéndose referir a un recurso o a un conjunto de ellos.
El tiempo del ciclo de una máquina se descompone en varios sumandos:
Tiempo fijo: es la duración de determinadas operaciones que requieren un tiempo determinado como la carga, descarga y maniobras en el caso de una pala cargadora de tierras.
Tiempo variable: es la duración de las operaciones elementales que dependen de determinadas condiciones del trabajo, por ejemplo la distancia en un ciclo de transporte.
Tiempo muerto de inactividad: son tiempos de espera que invierte una máquina en esperar a otra cuando realizan juntas una operación.
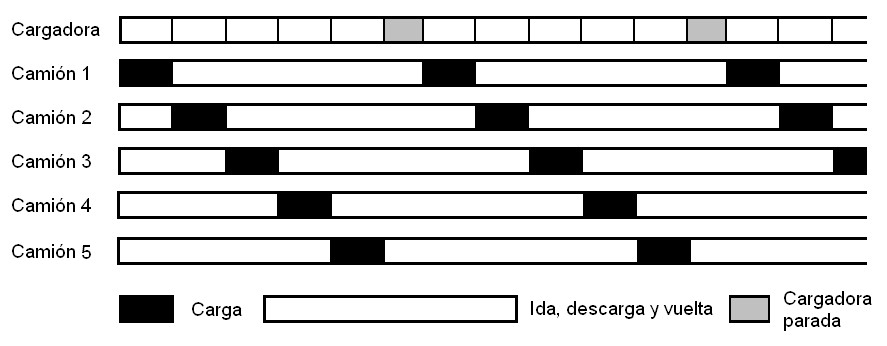
Un caso habitual consiste en utilizar varias máquinas cuyos ciclos individuales de trabajo tienen un intervalo común. Por ejemplo, una cargadora con varios camiones (Figura 1) o un equipo de mototraíllas convencionales ayudadas en su carga por un tractor. En estos casos, los ciclos individuales de las máquinas se pueden agrupar para formar un ciclo de equipo que se repite periódicamente.
En la Figura 2 se han representado los ciclos de la máquina principal (una cargadora) y los de las máquinas auxiliares a las que sirve (cinco camiones). Se puede observar que la máquina principal presenta un tiempo muerto debido a la falta de un sexto camión. Esto se debe a que el ciclo de la máquina auxiliar no es múltiplo del ciclo de la máquina principal.
Figura 2. Esquema de los ciclos acoplados de máquinas trabajando en equipo. Tiempo muerto en la máquina principal
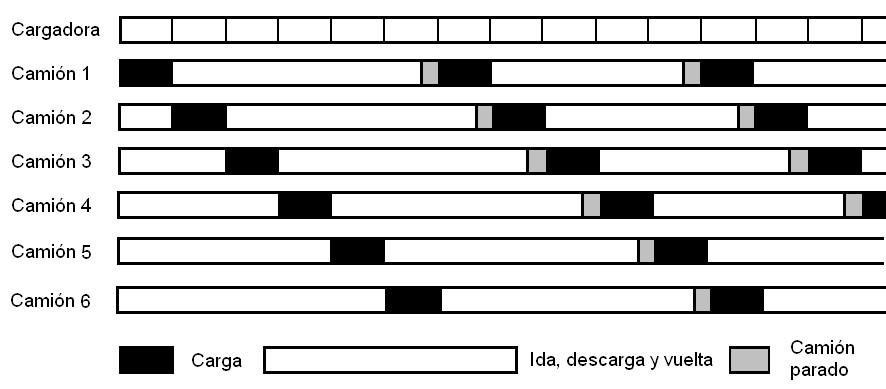
Siguiendo con este ejemplo, si existiese un sexto camión, la cargadora estaría siempre trabajando, mientras que los camiones deberían parar un tiempo en su ciclo para que este fuera múltiplo del de la cargadora (Figura 3). En este caso, la producción conjunta sería máxima, el plazo de ejecución mínimo y el coste por unidad de obra sería mayor.
Figura 3. Esquema de los ciclos acoplados de máquinas trabajando en equipo. Tiempos muertos en las máquinas auxiliares
Al recurso que limita la producción de un equipo se le denomina cuello de botella. Su identificación es esencial porque cualquier cambio introducido en el funcionamiento repercutirá en la capacidad de producción del equipo. En la Figura 2 se representa un equipo donde el cuello de botella son los camiones, mientras que en la Figura 3 lo es la cargadora. El recurso que causa el estrangulamiento es el que determina la producción del equipo. Se define como factor de acoplamiento o “match factor” a la relación entre la máxima producción posible de los equipos auxiliares respecto a la máxima producción posible de los equipos principales. El coste más bajo de producción se obtiene para factores de acoplamiento próximos a la unidad, pero por debajo de ella.
Conociendo los tiempos de los ciclos de las máquinas se puede estimar el número necesario de máquinas principales y auxiliares. En efecto, en una unidad de tiempo, por ejemplo, 1 hora, el número total de ciclos Nciclos, p que realizan np máquinas principales será:
donde tp es el tiempo del ciclo de la máquina principal.
Análogamente, en una unidad de tiempo, el número total de ciclos Nciclos,a que realizan na máquinas auxiliares será:
donde ta es el tiempo del ciclo de la máquina auxiliar.
Por tanto, como el número de ciclos que hacen las máquinas principales debe ser igual al número de ciclos que realizan las máquinas auxiliares, entonces
Si existen un total de P tipos distintos de máquinas principales y A de máquinas auxiliares, podemos generalizar a la siguiente expresión:
Os dejo el siguiente vídeo sobre el acoplamiento entre máquinas, que espero os sea de interés.