Se puede definir una obra de zanja en zona urbana como el conjunto de operaciones de obra civil necesarias para albergar y disponer canalizaciones de servicios públicos en suelo de dominio público.
La apertura de zanjas en medio urbano es, sin duda, una de las operaciones más habituales en este tipo de obras. Son obras de corta duración, de ámbito reducido y con frecuentes interferencias de todo tipo: otras canalizaciones, tráfico, etc. La sociedad urbana es cada vez más sensible a las molestias que suponen las zanjas en las ciudades, que generan colapsos circulatorios, ruido y suciedad. Estas zanjas sirven para todo tipo de canalizaciones: alcantarillado, agua potable, telecomunicaciones, electricidad y gas, entre otras muchas.
Se consideran zanjas superficiales las que presentan una profundidad inferior a 0,50 m respecto a la rasante del firme, y se consideran profundas las que superan los 1,00 m de profundidad. Aunque lo más habitual es la ejecución de zanjas intermedias.
Una buena alternativa al procedimiento convencional de apertura de zanjas es la tecnología sin zanjas o trenchless, pero cuya descripción se escapa al objeto de este post.
Aconsejo la lectura del artículo de Vicente Belenguer “Recomendaciones técnicas sobre ejecución de zanjas en ámbito urbano”, cuya lectura la podemos ver directamente del número 387 de la revista Cimbra. Os recomiendo encarecidamente su lectura.
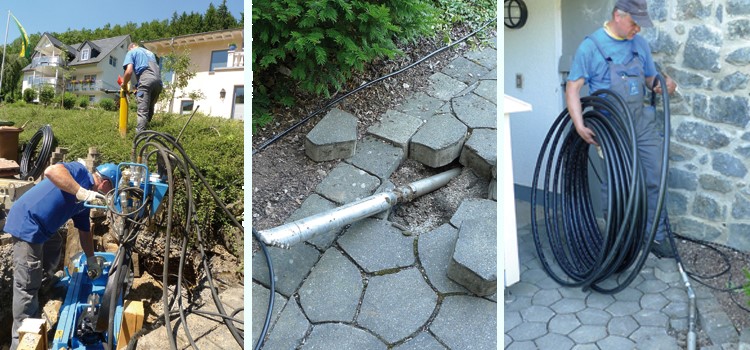
Os paso a continuación algunos vídeos sobre este tipo de obras urbanas y sus molestias. En el primer vídeo podéis ver una zanjadora de disco con picas. En el segundo, una noticia sobre obras molestas.
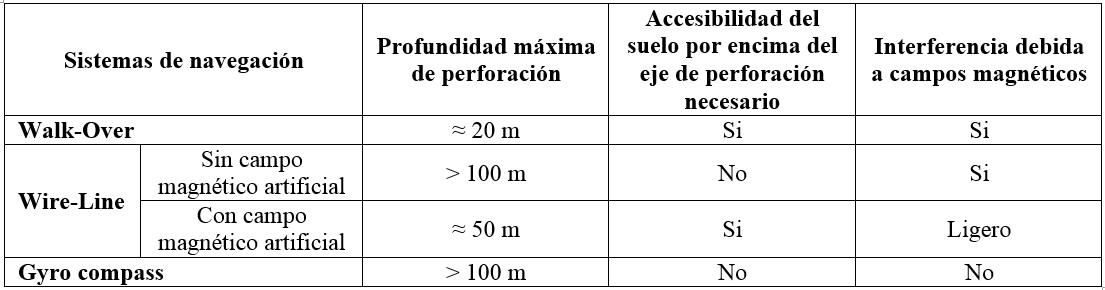
El desarrollo de la tecnología PHD se ha basado fundamentalmente en las innovaciones realizadas en los sistemas de navegación y seguimiento de la perforación. La navegación permite conocer con precisión la localización de la punta de perforación. Para controlar la dirección y profundidad de la cabeza, se le coloca en su interior o junto a ella una sonda que emite señales que se recogen en superficie. Este sistema vía radio se denomina “Walk-over”, que incluso es capaz de capturar las señales sin acceso directo sobre el transmisor; es un sistema muy utilizado en la PHD, sobre todo en trabajos pequeños y medianos.
Sin embargo, a veces resulta complicado seguir en superficie al transmisor, como por ejemplo en un río; en estos casos se puede utilizar un cable conectado a la cabeza para el guiado, sería el sistema de cable “Wire-line”, utilizado también cuando se requiere una mayor precisión. Existe asimismo la posibilidad de anular el efecto de campos magnéticos y eléctricos cuando se atraviesan elementos que interfieren las señales. Otros sistemas, denominados “Gyro compass”, utilizan la magnetometría para la localización; estos giroscopios trabajan independientemente del campo magnético terrestre y por tanto determinan de forma precisa la dirección del eje de perforación. Li (2013) explica la monitorización de una tubería de gas durante su ejecución.
Todos estos sistemas de navegación se encuentran asistidos por ordenador para el correcto control de la dirección. La tabla resume los diferentes procedimientos de navegación con detalles de los campos de utilización (IbSTT, 2013).
Tabla. Diferentes procedimientos de navegación de PHD (IbSTT, 2013).
Os dejo un vídeo explicativo que espero os sea de interés.
Referencias:
IbSTT Asociación Ibérica de Tecnología SIN Zanja (2013). Manual de Tecnologías Sin Zanja.
Li, S. (2013). Construction monitoring of a municipal gas pipeline during horizontal directional drilling. Journal of Pipeline Systems Engineering and Practice, Volume 4, No. 4, 04013005.
Yepes, V. (2014). Maquinaria para sondeos y perforaciones. Apuntes de la Universitat Politècnica de València, Ref. 209. Valencia, 89 pp.
Yepes, V. (2015). Aspectos generales de la perforación horizontal dirigida. Curso de Postgrado Especialista en Tecnologías Sin Zanja, Ref. M7-2, 10 pp.
Fluido de perforación. Imagen de Catalana de Perforacions
El procedimiento habitual es la perforación asistida con fluidos. En este caso, la cabeza se empuja por una sarta de perforación a través del terreno. El fluido se bombea por el interior de la tubería que forma la sarta de perforación y retorna por el espacio que existe entre la sarta y las paredes de la perforación, con el detritus correspondiente, por lo que debe reciclarse para volver a utilizarse. Hay máquinas autónomas que llevan consigo los tanques de mezcla y las bombas del fluido, aunque en otras son sistemas independientes.
El uso de la perforación con lodos es frecuente, pues además de contener las paredes, permite el transporte del detritus en suspensión al exterior, además de la lubricación y refrigeración de la cabeza de corte. Asimismo, estabilizan la perforación piloto hasta que se inicia su ensanche. Los fluidos de perforación suelen ser mezclas de bentonita y agua, aunque hoy existe una tendencia creciente en el uso de polímeros. Hay que prever en suelos porosos o fracturados una pérdida de fluidos significativa. Cuando se trata de perforar terrenos duros y roca, se pueden utilizar conjuntos de fondo, BHA (bottom hole assembly), que es la parte inferior de la sarta de perforación que se extiende desde un tricono de perforación al varillaje. El BHA se acciona mediante un motor de lodos, que utiliza la potencia hidráulica del fluido de perforación.
Central de tratamiento de lodos. Imagen de Catalana de Perforacions
En el vídeo que os dejo a continuación se profundiza en el uso de los lodos como fluido de perforación. Espero que os sea de utilidad.
Referencias:
IbSTT Asociación Ibérica de Tecnología SIN Zanja (2013). Manual de Tecnologías Sin Zanja.
Yepes, V. (2014). Maquinaria para sondeos y perforaciones. Apuntes de la Universitat Politècnica de València, Ref. 209. Valencia, 89 pp.
Yepes, V. (2015). Aspectos generales de la perforación horizontal dirigida. Curso de Postgrado Especialista en Tecnologías Sin Zanja, Ref. M7-2, 10 pp.
Figura 1. Perforación Horizontal Dirigida. http://www.construtec.es/
Actualmente existe una gran variedad de máquinas empleadas en la PHD. En la Tabla 1 se recoge una clasificación en función de la fuerza máxima de tiro, el par máximo y el peso (IbSTT, 2013). Más del 90% de las máquinas se pueden clasificar como pequeñas o medianas, con una fuerza máxima de tiro de 250 kN. Con estas características, se pueden colocar diámetros que oscilan entre los 50 mm y los 2200 mm, e incluso llegar a 3 km de conducción si se dan las circunstancias favorables. Aunque las máquinas estándar y más versátiles del mercado suelen tener 500 kN de tracción, las mayores tiran unos 2000 kN. Resulta interesante en este sentido el trabajo de Gierczak (2014) donde se realiza una valoración cualitativa de los riesgos inherentes a los proyectos PHD. Además, estas máquinas presentan una gran variedad de sistemas de guiado, cabezas de perforación, de ensanchamiento y otros accesorios (Figura 2).
Tabla 1. Clasificación de máquinas para la perforación horizontal dirigida (IbSTT, 2013)Figura 2. Mandriles de cabeza de tiro. Imagen de Terra Trenchless Technologies
Las pequeñas acometidas utilizan sistemas Mini-PHD (Figura 3) en las que la dirección de la cabeza de perforación se logra gracias al corte en bisel que presenta la propia broca. En los sistemas Maxi-PHD se utiliza una camisa doblada para desviar el eje del cabezal de corte, además de un tubo de lavado (“washover”) o una camisa con un gran diámetro interno, dentro de la que se desliza la sarta de perforación. A pesar de la gran variedad de máquinas y fabricantes, los equipos están montados sobre tráiler, sobre orugas o por módulos. El sistema modular suele ser la mejor opción para los equipos de mayor potencia, por su facilidad y rapidez de acoplamiento. Para obras de fácil acceso y para facilitar el transporte, lo mejor sería montar el equipo sobre un tráiler, pero si tenemos problemas de movilidad, mejor sería montarlo sobre orugas.
Figura 3. Mini-PHD para acometidas modelo GRUNDOPIT. Imágenes de Sistemas de Perforación S.L.U.
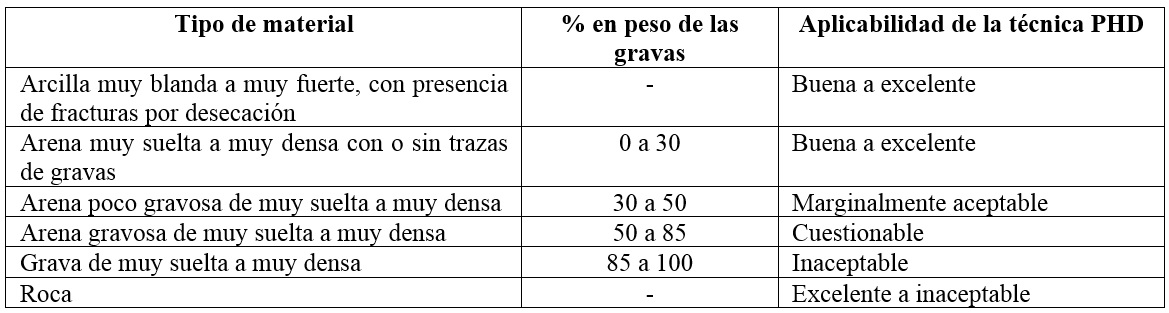
Los rendimientos de las máquinas PHD dependen del tipo de terreno (ver Tabla 2), pero también de aspectos gerenciales, medioambientales o de las condiciones de la tubería. Zayed y Mahmoud (2013) analizan todos los factores que influyen en la productividad. Predecir la producción y los costes que va a tener un equipo de estas características puede ser complejo (Yepes, 2015); en este sentido Zayed y Mahmoud (2014) proponen técnicas basadas en la lógica difusa para su predicción.
Tabla 2. Valoración de la aplicabilidad de la técnica PHD en función del material (Hair, 1994).
Así, lo más favorable son arcillas homogéneas, mientras que los materiales granulares presentan problemas de estabilidad, sobre todo bajo nivel freático. Además, las gravas pueden acelerar el desgaste de la cabeza de perforación. Wang y Sterling (2007) han estudiado el comportamiento de la PHD en arenas flojas o mezclas de arenas y gravas, que son los terrenos más problemáticos. En el caso de roca, las máquinas deben contar con motores de lodos que accionen las cabezas cortadoras. Existen incluso máquinas con doble varilla en el que el tubo interior hacer rotar la cabeza cortadora de roca y el exterior proporciona la dirección de perforación; sin embargo, estas máquinas son de pequeño diámetro y longitud de perforación. Otra opción es combinar la percusión con el empuje y la rotación.
En cuanto al emplazamiento de las máquinas, éstas se instalan en superficie, aunque en ocasiones se implantan en un foso. Las de superficie se desplazan mediante orugas, aunque si son muy grandes a veces se requieren medios de transporte. Con todo, son necesarios pequeñas excavaciones para conectar los extremos de los tramos de tubería. Las máquinas emplazadas en fosos se usan normalmente para tramos cortos y rectos, con ligeras desviaciones. Esta circunstancia también restringe la longitud de la sarta de perforación.
Las máquinas PHD presentan dos características comunes, un soporte que empuja la sarta de perforación para la perforación piloto y luego tira de ella y del tubo durante el ensanchamiento (Figura 4), y un motor que hace girar la sarta de perforación, junto con la cabeza de perforación o de ensanche. El empuje suele ser hidráulico, y la inclinación del soporte está inclinada entre 10º y 20º respecto a la horizontal. Si la máquina se emplaza en un foso, la reacción necesaria la proporcionan las caras de la excavación. Las máquinas de superficie se anclan al suelo para su estabilización.
Figura 4. Conexión del escariador a la tubería. Imagen de Apollo Trenchless, Inc.
La sarta de perforación está formada por tubos que están sometidos a grandes esfuerzos, tanto de tracción como de compresión por el empuje y tiro de la máquina, así como de torsión por el par de rotación. Además deben ser flexibles para adaptarse a los cambios de dirección de la perforación y ligeros para facilitar su transporte. Y por supuesto, resistentes a la abrasión y al desgaste. Cheng y Polak (2007) presentan un modelo teórico para el dimensionamiento de las tuberías y Yang et al. (2014) proporcionan un modelo dinámico determinar los esfuerzos de tiro. Las máquinas emplazadas en superficie usan tubos de entre 3 y 9,6 m de longitud, mientras que las situadas en un foso requieren tramos más cortos, entre 0,3 y 1, 5 m. Estos tramos suelen roscarse entre sí, aunque también hay conexiones tipo bayoneta. La tubería se incorpora a la perforación por tramos cargándose por un sistema automático de la máquina (Figura 5). Los tramos se pueden roscar o desenroscar de forma automática para acelerar la producción y seguridad de las operaciones.
Figura 5. Sistema de carga de tramos de tubería. Imagen de Zemin Arastrima Merkezi, Corp.
A continuación os dejo un vídeo explicativo que espero sea de vuestro interés.
Referencias:
Cheng, E., and Polak, M. A. (2007). Theoretical model for calculating pulling loads for pipes in horizontal directional drilling. Tunnelling and Underground Space Technology, Volume 22, No. 5-6, pp. 633-643.
Gierczak, M. (2014). The qualitative risk assessment of mini, midi and maxi horizontal directional drilling projects. Tunnelling and Underground Space Technology, Volume 44, pp. 148-156.
IbSTT Asociación Ibérica de Tecnología SIN Zanja (2013). Manual de Tecnologías Sin Zanja.
Wang, X., and Sterling, R. L. (2007). Stability analysis of a borehole wall during horizontal directional drilling. Tunnelling and Underground Space Technology, Volume 22, No. 5-6, pp. 620-632.
Yang, C. J., Zhu, W. D., Zhang, W. H., Zhu, X. H., and Ren, G. X. (2014). Determination of pipe pullback loads in horizontal directional drilling using an advanced computational dynamic model. Journal of engineering mechanics, Volume 140, No. 8, 04014060.
Yepes, V. (2014). Maquinaria para sondeos y perforaciones. Apuntes de la Universitat Politècnica de València, Ref. 209. Valencia, 89 pp.
Yepes, V. (2015). Coste, producción y mantenimiento de maquinaria para construcción. Editorial Universitat Politècnica de València, 155 pp.
Yepes, V. (2015). Aspectos generales de la perforación horizontal dirigida. Curso de Postgrado Especialista en Tecnologías Sin Zanja, Ref. M7-2, 10 pp.
Zayed, T., and Mahmoud, M. (2013). Data acquisition and factors impacting productivity of horizontal directional drilling (HDD). Tunnelling and Underground Space Technology, Volume 33, pp. 63-72.
Zayed, T., and Mahmoud, M. (2014). Neurofuzzy-based productivity prediction model for horizontal directional drilling. Journal of Pipeline Systems Engineering and Practice, Volume 5, No. 3, 04014004.
Figura. Fases en la ejecución de una PHD. Fuente: http://tracksonhorizontaldrilling.com.au/directional-drilling-presents-top-solution/
La instalación propiamente dicha de las tuberías o los conductos se realiza en varias fases. Primero se perfora un taladro piloto; a continuación se ensancha dicha perforación de forma concéntrica en sentido contrario al de la perforación piloto. En ese momento la máquina tira y la tubería se engancha al escariador para alojarla en su posición definitiva.
La perforación piloto constituye la siguiente fase del proceso tras los estudios previos y el emplazamiento de la maquinaria. Se trata de perforar con un cabezal direccionable con un varillaje especial que admite cambios de orientación. Su diámetro dependerá de la maquinaria utilizada y está relacionada con el tamaño de las barras de perforación y de las brocas de perforación. Los aspectos más relevantes a considerar son las posibles obstrucciones y los radios de curvaturas. Un sistema de navegación guía la cabeza de perforación. Lo habitual es que el varillaje permita la entrada de lodos, que pueden inyectarse a presión para mejorar la perforación. Los lodos arrastran el detritus hacia el exterior. En el caso de terrenos duros se puede utilizar un motor de lodos (mud-motor) que acciona el cabezal de perforación.
Tras la perforación piloto se realiza la operación de ensanche, normalmente en sentido inverso, tirando de un escariador. El agrandamiento puede hacerse de una vez o en fases sucesivas hasta alcanzar el diámetro necesario. Es habitual que el diámetro final sea el doble del de la tubería a instalar. Un aspecto clave es el terreno y su estabilidad, pues va a condicionar el uso del ensanchador. Así, en terrenos blandos se emplean ensanchadores tipo flycutter o barriles, mientras que en terrenos duros o roca se necesitan ensanchadores especiales con protecciones de carburo de tunsgteno. Existen escariadores cortadores, que corta trozos pequeños de material que se mezclan con el fluido de perforación; el escariador compactador, donde los recortes se compactan; y los mixtos, donde los recortes se compactan y se mueven.
Figura. Cabeza de perforación. Imágen de Catalana de PerforacionsFigura. Escariador. Imagen de Catalana de Perforacions
Por último, la tubería se alinea y se fija justo detrás del ensanchador y se introduce, de una sola vez, en el interior de la perforación tirando de ella. Para facilitar la operación los lodos lubrican las paredes de la perforación para reducir el rozamiento. Cuando se recoge el varillaje, la instalación ya está terminada.
Las recomendaciones generales para la ejecución de PHD pasarían por normalizar los métodos de trabajos para aumentar rendimientos y reducir costes, establecer sistemas de control que garanticen la seguridad y la calidad de los trabajos y establecer un sistema capaz de rechazar, corregir o aceptar las desviaciones que se puedan dar.
A continuación os dejo un vídeo explicativo al respecto del procedimiento constructivo del PHD.
Referencias:
IbSTT Asociación Ibérica de Tecnología SIN Zanja (2013). Manual de Tecnologías Sin Zanja.
Yepes, V. (2014). Maquinaria para sondeos y perforaciones. Apuntes de la Universitat Politècnica de València, Ref. 209. Valencia, 89 pp.
Yepes, V. (2015). Aspectos generales de la perforación horizontal dirigida. Curso de Postgrado Especialista en Tecnologías Sin Zanja, Ref. M7-2, 10 pp.
Al igual que ocurre con cualquier procedimiento constructivo, la PHD tiene sus etapas de planificación, ejecución y control (Pellicer et al., 2014). El proceso de instalación de una tubería o canalización mediante PHD comienza con un estudio previo con el objeto de elegir la mejor máquina y útiles para un caso concreto. Se incluye la topografía de la zona y un estudio geotécnico que determine el tipo de terreno. No menos importante es detectar con precisión los servicios existentes en el subsuelo mediante un georadar e incluso analizar rutas alternativas. A continuación se debe adecuar la zona de trabajo para el emplazamiento de los equipos, tanto en el inicio de la perforación como en la salida. No se debe subestimar la planificación. Por cada día de trabajo de campo debería dedicarse un mínimo de dos días de planificación.
La etapa de estudios previos debería centrarse en dos aspectos que se consideran fundamentales:
1. La naturaleza intrínseca del proceso de construcción que implica:
El corte de las formaciones del suelo y su incorporación a los fluidos de perforación
El mantenimiento continuo y estable de las paredes de la perforación
El transporte del detritus suspendido en la mezcla para permitir la instalación de la tubería
2. El trazado de la perforación, que deberá centrarse en el obstáculo a cruzar, considerando especialmente las condiciones geotécnicas e hidrológicas (ver Figura), así como identificar el radio de curvatura de las barras de perforación y los esfuerzos máximos admisibles.
Os dejo a continuación un vídeo explicativo que espero sea de vuestro interés.
Referencias:
IbSTT Asociación Ibérica de Tecnología SIN Zanja (2013). Manual de Tecnologías Sin Zanja.
Pellicer, E., Yepes, V., Teixeira, J.C., Moura, H.P., and Catalá, J. (2014). Construction Management. Wiley Blackwell, 316 pp.
Yepes, V. (2014). Maquinaria para sondeos y perforaciones. Apuntes de la Universitat Politècnica de València, Ref. 209. Valencia, 89 pp.
Yepes, V. (2015). Aspectos generales de la perforación horizontal dirigida. Curso de Postgrado Especialista en Tecnologías Sin Zanja, Ref. M7-2, 10 pp.
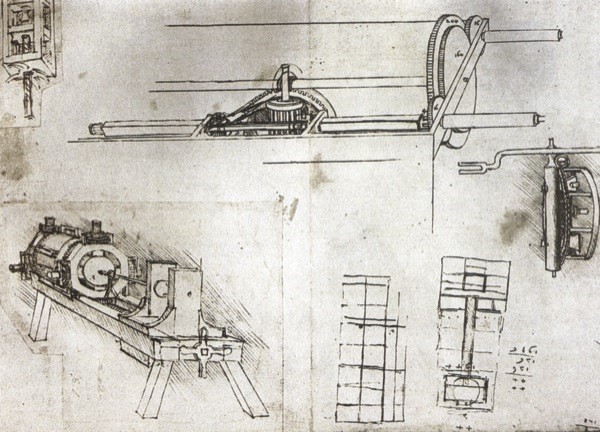
La Perforación Horizontal Dirigida PHD (HDD, de su acrónimo en inglés Horizontal Directional Drilling) para colocar nuevas tuberías sin zanja surgió de la fusión de las tecnologías empleadas en la captación de agua y del petróleo. Resulta sorprendente descubrir que Leonardo da Vinci inventó, en el siglo XV, la primera máquina de perforación horizontal que servía para introducir tuberías de madera. La primera instalación con PHD se realizó en 1971 con una tubería de acero de 180 mm para cruzar el río Pájaro cerca de Watsonville, California. Hoy es una técnica que se ha generalizado para franquear obstáculos como ríos, carreteras y zonas complicadas de atravesar mediante una excavación convencional. También se utiliza en las obras municipales para las conducciones de agua potable, gas natural, fibra óptica, cableados eléctricos, alcantarillado y similares cuando hay que cruzar edificios o calles.
Figura. Máquina de perforación horizontal ideada por Leonardo da Vinci, antes de 1495. Fuente: http://trenchless-australasia.com/
Lubrecht (2012) analiza las ventajas medioambientales de las técnicas PHD usadas en la descontaminación de suelos. Sin embargo, Ariaratnam y Proszek (2006) recuerdan los desorbitantes costes legales por daños a terceros en los que están incurriendo contratistas negligentes, tanto de PHD como de excavación tradicional. Ello obliga a sistemas muy precisos para detectar obstáculos y otras conducciones para evitar accidentes y explosiones (Jaganathan et al., 2011).
El movimiento de perforación habitualmente se realiza en un plano horizontal que contiene longitudinalmente a la línea de perforación, formada por la cabeza y la sarta de perforación. Al principio, con la técnica PHD en desarrollo, sólo se instalaban tuberías a presión y conductos de cables, sin que la inclinación fuera un parámetro crítico. Hoy las perforadoras cuentan con sistemas de guiado de alta precisión que permiten colocar tuberías de gravedad.
Se podría decir que la PHD es una técnica a medio camino entre la perforación de topo de percusión (impact moling) y el microtunelado. PHD proporciona un creciente número de opciones de instalación, pues la trayectoria de la perforación se puede cambiar en cualquier momento para sortear obstáculos superficiales o subterráneos. Las instalaciones habituales utilizan diámetros de 50 a 1200 mm y longitudes de hasta 2000 m. Si bien Allouche et al. (2000) indican que el 72% de las tuberías instaladas con PHD son de diámetros menores o iguales a 100 mm. Los materiales de las tuberías suelen ser de polietileno de alta densidad (PEAD), cloruro de polivinilo (PVC), acero y hierro dúctil. La fuerza de tiro se emplea para clasificar los sistemas PHD, pues está relacionado con el tamaño de máquina necesario, el diámetro del conducto a instalar y la longitud de perforación. Ariaratnam y Allouche (2000) proporcionan un buen compendio de recomendaciones y buenas prácticas relacionadas con esta técnica.
Os dejo a continuación un vídeo explicativo que introduce la técnica de la Perforación Horizontal Dirigida.
Referencias:
Allouche, E., Ariaratnam, S., and Lueke, J. (2000). Horizontal Directional Drilling: Profile of an Emerging Industry. Journal of Construction Engineering and Management, Volume 126, No. 1, pp. 68–76.
Ariaratnam, S. T., and Allouche, E. N. (2000). Suggested practices for installations using horizontal directional drilling. Practice Periodical on Structural Design and Construction, Volume 5, No. 4, pp. 142-149.
Ariaratnam, S. T., and Proszek, J. (2006). Legal consequences of damages to underground facilities by horizontal directional drilling. Journal of Professional Issues in Engineering Education and Practice, Volume 132, No. 4, pp. 342-354.
IbSTT Asociación Ibérica de Tecnología SIN Zanja (2013). Manual de Tecnologías Sin Zanja.
Jaganathan, A. P., Shah, J. N., Allouche, E. N., Kieba, M., and Ziolkowski, C. J. (2011). Modeling of an obstacle detection sensor for horizontal directional drilling (HDD) operations. Automation in Construction, Volume 20, No. 8, pp. 1079-1086.
Lubrecht, M. D. (2012). Horizontal directional drilling: A green and sustainable technology for site remediation. Environmental Science & Technology, Volume 46, No. 5, pp. 2484-2489.
Yepes, V. (2014). Maquinaria para sondeos y perforaciones. Apuntes de la Universitat Politècnica de València, Ref. 209. Valencia, 89 pp.
Yepes, V. (2015). Aspectos generales de la perforación horizontal dirigida. Curso de Postgrado Especialista en Tecnologías Sin Zanja, Ref. M7-2, 10 pp.
Muchos servicios y canalizaciones se encuentran en zonas urbanas congestionadas. Su instalación, renovación o rehabilitación con métodos tradicionales de apertura de zanjas suponen grandes problemas e inconvenientes a la población. Las tecnologías sin zanja (trenchless) son a menudo económicamente más efectivas que las tecnologías de excavación con zanja (Yepes, 2014). Los plazos más cortos de ejecución, una mayor calidad en la construcción, un menor número de restricciones externas como el tráfico o el medio ambiente y la progresiva reducción de costes, está consolidando y extendiendo la tecnología de construcción sin zanja a nivel mundial. Por ejemplo, Tighe et al. (2002) afirman que la vida de un pavimento flexible se reduce aproximadamente el 30% de si se le abre una excavación. Además, los costes de mantenimiento y rehabilitación de dicho pavimento se incrementan notablemente. Por otra parte, son técnicas de bajo impacto ambiental pues evitan alteraciones en los biotopos naturales y en la afectación de la vida superficial. De hecho, Allouche et al. (2000) consideran que es el segmento de la industria de la construcción de las tecnologías sin zanja que más está creciendo. Cerca del 15% de las nuevas instalaciones subterráneas en Alemania se realizan con técnicas sin zanja (Bayer et al., 2005). Ma y Najafi (2007) explican el acelerado desarrollo de estas técnicas en China.
Os dejo a continuación un vídeo explicativo sobre este tipo de tecnologías, que espero os sea útil.
Referencias:
Allouche, E., Ariaratnam, S., and Lueke, J. (2000). Horizontal Directional Drilling: Profile of an Emerging Industry. Journal of Construction Engineering and Management, Volume 126, No. 1, pp. 68–76.
Bayer, H.J. (Editor) (2005). HDD Practice Handbook. Vulkan-Verlag, Essen, Germany
IbSTT Asociación Ibérica de Tecnología SIN Zanja (2013). Manual de Tecnologías Sin Zanja.
Ma, B., and Najafi, M. (2008). Development and applications of trenchless technology in china. Tunnelling and Underground Space Technology, Volume 23, No. 4, pp. 476-480.
Tighe, S., Knight, M., Papoutsis, D., Rodriguez, V., and Walker, C. (2002). User cost savings in eliminating pavement excavations through employing trenchless technologies. Canadian Journal of Civil Engineering, Volume 29, No. 5, pp. 751–761.
Yepes, V. (2014). Maquinaria para sondeos y perforaciones. Apuntes de la Universitat Politècnica de València, Ref. 209. Valencia, 89 pp.
Yepes, V. (2015). Aspectos generales de la perforación horizontal dirigida. Curso de Postgrado Especialista en Tecnologías Sin Zanja, Ref. M7-2, 10 pp.
A continuación os paso información de interés sobre una jornada que se celebrará el próximo 10 de marzo de 2016. La IbSTT (Asociación Ibérica de Tecnología SIN Zanja) presenta su apuesta por «Una nueva forma de instalar infraestructuras en el subsuelo»
Las Tecnologías SIN Zanja como TECNOLOGÍAS INNOVADORAS en el sector del AGUA han encontrado, en esta edición, SMAGUA 2016 su hueco en el seno de las Jornadas Oficiales, Feria de Zaragoza el jueves 10 de marzo en la sala 3 de 15:00 a 18:00
Con stand propio, stand 6 en el pabellón 4, y Asamblea General Puertas Abiertas-Networking en la sala 2 el jueves 10 a las 12:00
Son sus inusuales ventajas – evitar ruido, polvo o roturas del pavimento, no perjudicar la vida del ciudadano de a pie, comercios, circulación, tráfico. Su empleo reduce hasta el 25% los costes frente a tecnologías tradicionales, disminuyen la duración de la obra, facilitan la elaboración de los proyectos, y una reducción en las emisiones de CO2 de entre el 78% y el 90% frente a las técnicas que implican apertura de zanja- las hacen aptas para ser de eje estratégico en el desarrollo sostenible de las Ciudades del futuro, de las Ciudades Inteligentes, de las Smart Cities. En este marco, AGUA Y DESARROLLO SOSTENIBLE encajan con las Tecnologías SIN Zanja? POR SUPUESTO.
.
Informe Brundtland
El informe Brundtland (1987) utilizó por primera vez el término desarrollo sostenible: Satisfacer las necesidades actuales sin comprometer las de las futuras generaciones. Las tecnologías SIN zanja son claves para afrontar los retos del desarrollo sostenible de las ciudades, al ser del todo necesario poner el desarrollo tecnológico al servicio de los ciudadanos. Las tecnologías SIN zanja son soluciones a medida e inteligentes, tecnologías limpias que minimizan los riesgos ambientales y garantizan el compromiso con la sociedad. Se trata de Soluciones innovadoras que los ciudadanos necesitan para un desarrollo sostenible de sus ciudades. Aportan soluciones tecnológicas de alto rendimiento que cuidan del medio ambiente y están aprobadas por la ONU (Programa 21, Capitulo 34) como unas tecnologías ecológicamente racionales y ambientalmente sostenibles, que ofrecen un rendimiento medioambientalmente mejorado en comparación con las técnicas que implican la tradicional apertura de zanja.
La Asociación Ibérica de tecnologías SIN zanjaIBSTT presenta su apuesta por «Una nueva forma de instalar infraestructuras en el subsuelo/ A new way to perform underground infraestructures» en SMAGUA de la mano de los de los MEJORES EXPERTOS NACIONALES E INTERNACIONALES, debatirán acerca de tecnologías y materiales que las Ciudades Inteligentes tienen que integrar en sus infraestructuras para cumplir con los Protocolos Ambientales y Sostenibles. LAS BARRERAS para hacerlo “no son tecnológicas –LA TECNOLOGÍA EXISTE–, si no POLÍTICAS Y SOCIALES; de COMPORTAMIENTO» de TOMA DE DECISIONES.
.
Detalles de la jornada
La Jornada se ha articulado en una selección de propuestas diferenciales con «algo nuevo que enseñar», en función de cinco ejes temáticos:
Introducción a las Tenologías SIN Zanja, Tecnologías No Dig, Trenchless Technology. Clasificación y Ventajas por Jorge Lamazares. Director SINZATEC
¿Cómo seleccionar tu Sistema de Rehabilitación de Redes? por Andrés Álvarez. Dirección de Redes SUEZ
¿Qué tenemos en el subsuelo? Localizando desde la superficie por Alberto Sastre. Director Técnico RADIOPOINT.
Últimas tecnologías disponibles para evitar accidentes al excavar. Sistemas de mapeado para cartografía digital: Georadar y Localizadores electromagnéticos por Alan Jones. Director Técnico PIPEHAWK. EUROPEAN GPR ASSOCIATION
La Perforación Horizontal Dirigida (PHD), Horizontal Directional Drilling o Técnicas HDD por Víctor Yepes. Profesor Titular Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. UPV. Ingeniería Construcción y Proyectos de Ingeniería Civil
Obras Especiales por Carlos Gómez. Gerente APLES
En la sociedad actual no tienen cabida obras que colapsen la circulación de las grandes capitales o dejen sin agua o electricidad zonas financieras y barrios residenciales. Las tecnologías SIN zanja permiten llevar a cabo, con menores costes económicos y en tiempo récord, todas las actividades relacionadas el mantenimiento e instalación de los servicios enterrados: agua, luz, gas y telecomunicaciones (fibra óptica) y todo ello sin generar trastorno a los ciudadanos. En el resto de ciudades europeas, así es. Y en España también es posible. Aunque aún se note mucho,…, estamos en la era del WATER MANAGEMENT. Dos son sus pilares básicos: EFICIENCIA y RECUPERACIÓN DE COSTES. España debe ADECUAR su política del agua para afrontar los retos del futuro. LAS TECNOLOGÍAS SIN ZANJA mejoran la eficiencia al menor coste posible.
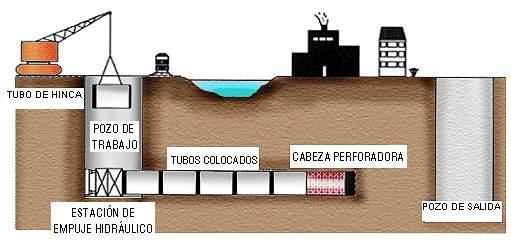
La excavación con microtuneladoras (microtunnelling) y la hinca de tuberías (pipe jacking) surgen de la necesidad de llevar a cabo el tendido de tuberías sin la excavación de zanja (trenchless) o ejecución «sin trinchera»). El método consiste en empujar la tubería desde un pozo e ir hincándola en el terreno a la vez que un elemento excavador por delante de ella va abriendo el hueco aprovechando el empuje transmitido por dicha tubería. Este método se emplea para diámetros superiores a 500 mm, aunque puede llegarse a diámetros de 1200 a 4000 mm. Se denominan microtúneles porque éstos se realizan sin la presencia de operarios dentro de la perforación, controlándose la perforadora de forma remota.
El hincado de tuberías de hormigón armado con microtuneladoras es el sistema más empleado. Consta de las siguientes partes principales:
Pozo de ataque: debe disponer espacio suficiente para alojar los componentes de la hinca y proteger la zona de trabajo. Su pared posterior ha de ser capaz de resistir los empujes previstos para colocar la tubería.
Cabeza perforadora o microtuneladora: formada básicamente por el cabezal de ataque donde van colocados los grupos eléctricos, oleohidráulico y compresor así como los depósitos de aire y combustible y las distintas coronas de corte dependiendo de los terrenos a perforar. La tuneladora avanza asistida por un láser de guiado y los cilindros de orientación, que garantizan la correcta alineación y dirección de la hinca. Los desechos de la excavación se sacan por medio de una banda transportadora hacia el pozo de ataque. Una bomba de inyección de bentonita permite la lubricación de los tubos y favorece el transporte del material de desecho.
Elemento de empuje: formado por un sistema de cilindros hidráulicos en número adecuado al diámetro de los tubos que, a través de una corona para repartir esfuerzos, empuja sobre los tubos para introducirlos en la perforación. Dado que los cilindros hidráulicos tienen un recorrido limitado, se colocan unos postizos a medida que el tubo va introduciéndose con el fin de no parar el avance. Cuando la tubería hincada es de una longitud superior a 100 m, se hace necesario la utilización de estaciones intermedias de empuje. Estas constan de un sistema de cilindros hidráulicos de carrera corta, cuyo empuje actúa alternándose con el de la estación principal. La longitud de una perforación viene condicionada por la máxima presión que pueden desarrollar los cilindros y, por otra parte, por la resistencia que ofrece la compresión longitudinal de la tubería.
En el primer vídeo que os muestro vamos a ver una hinca de tubería, y en los otros dos, microtúneles propiamente dichos. Espero que os gusten. Por cierto, en Youtube podéis activar en algunos casos subtítulos si queréis.
Os dejo a continuación documentación sobre microtúneles gentileza de la empresa Pedraplus Ingenería S.L. Espero que os sea de interés.