La mayoría de avances alcanzados relacionados con los métodos estandarizados para cuantificar la sostenibilidad de la construcción, están fundamentalmente enfocados a la edificación más que a las infraestructuras, especialmente en su variante residencial. El impacto global de la edificación residencial es el mayor de todos, pues implica a los tres ejes de la sostenibilidad: medioambiental (emisiones de gases de efecto invernadero, derivados de los consumos de calefacción y/o refrigeración para lograr unas condiciones interiores confortables), social (la vivienda es una primera necesidad para las personas) y económico (suele representar el mayor gasto que afronta una persona a lo largo de su vida). Mientras tanto, la obra civil no ha evolucionado igualmente en esta materia. Aunque generalmente se trata de construcciones de mayor envergadura, los impactos sobre la sostenibilidad son mucho más difusos y no tienen una repercusión tan directa sobre la vida diaria de los ciudadanos. Por estas razones, puede explicarse que los métodos de evaluación de la sostenibilidad para la obra civil no estén tan desarrollados como los existentes en la edificación, incluso con cierta dificultad para encontrar referencias sobre este campo. Esto puede implicar de alguna forma un obstáculo para la promoción técnica de los elementos prefabricados de hormigón, en un área que suele estar dominado por ingenieros que, en general, saben apreciar mejor las ventajas funcionales que esta metodología constructiva ofrece con respecto a otras. Este artículo pretende describir las fortalezas que la construcción con prefabricados de hormigón tendrá en el inminente marco reglamentario sobre la sostenibilidad en la obra civil, como vía para mejorar sus posibilidades y lograr una mayor cuota de mercado. También se analizarán algunos de los indicadores de la sostenibilidad que ya aparecen en los borradores de normas actuales.
Referencia:
López-Vidal, A.; Yepes, V. (2015). Hacia la sostenibilidad en la obra civil con soluciones prefabricadas de hormigón. Una primera aproximación.PHi Planta de Hormigón Internacional, 5:18-24.
El contratista instalará, antes del comienzo de las obras y mantendrá durante la ejecución de las mismas, una oficina de obra. Normalmente, consta de una o varias casetas prefabricadas provisionales. Estas instalaciones contarán con una sala de reuniones suficientemente amplia y una sala de trabajo para la dirección facultativa. En estas instalaciones se conserva una copia autorizada de los documentos contractuales del proyecto y el libro de órdenes.
Además, en estas instalaciones se encuentran los despachos y las dependencias del jefe de obra y de los departamentos de producción, oficina técnica y administración. Deben contar con medios tecnológicos modernos, como teléfonos, ordenadores, impresoras, línea de fax, correo electrónico, etc. A ello hay que sumar las dependencias necesarias por motivos de seguridad y salud de los trabajadores: comedores, cantinas, aseos, vestuarios, servicios médicos o de primeros auxilios, botiquines, almacenes y otros. Estas dependencias se dimensionarán en función del número previsto de trabajadores y contarán con las comodidades mínimas exigibles en cuanto a habitabilidad, seguridad, salubridad, confort térmico, etc. También se deben considerar las necesidades del personal y el propio entorno: aparcamientos, vallado perimetral, drenajes, evacuación de aguas residuales y pluviales, acometidas de agua, energía eléctrica, comunicaciones, etc.
Puede ser conveniente que la ubicación de las oficinas no esté demasiado cerca de las obras para evitar los problemas derivados del ruido, la circulación de máquinas, etc. No obstante, sí que debe situarse lo suficientemente cerca para evitar recorridos excesivos e innecesarios del personal. Además, resulta favorable que desde estas instalaciones pueda verse y controlarse la mayor parte de los lugares de trabajo y los accesos a la obra.
Como oficina de obra, también puede utilizarse algún edificio existente en las inmediaciones, como almacenes, oficinas de alquiler o incluso casas particulares. En estos casos, hay que tener en cuenta los costes de adaptación de dichas infraestructuras al uso de oficinas. La otra opción es emplear oficinas modulares prefabricadas e, incluso, tráileres, lo cual permite una gran flexibilidad de montaje y retirada, con la posibilidad de reutilizarlos en otros lugares. Por último, si la construcción se va a alargar en el tiempo, se podrían construir unos edificios que posteriormente deberán o no desmantelarse en función de un posible uso posterior.
Os paso a continuación un vídeo de la firma INCOLTECHOS sobre este tipo de estructuras prefabricadas modulares.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp.
¿Se puede construir rápidamente un túnel usando un camión como apoyo y usando piezas prefabricadas? Os voy a dejar este vídeo donde se puede ver la originalidad del proceso constructivo. Además, no hay mejor forma de ver cómo funcionan las piezas que conforman un arco. Espero que os guste.
En este otro vídeo se muestra cómo se puede construir un arco también con piezas prefabricadas a modo de dovelas.
La mayoría de avances alcanzados relacionados con los métodos estandarizados para cuantificar la sostenibilidad de la construcción, están fundamentalmente enfocados a la edificación más que a las infraestructuras, especialmente en su variante residencial. El impacto global de la edificación residencial es el mayor de todos, pues implica a los tres ejes de la sostenibilidad: medioambiental (emisiones de gases de efecto invernadero, derivados de los consumos de calefacción y/o refrigeración para lograr unas condiciones interiores confortables), social (la vivienda es una primera necesidad para las personas) y económico (suele representar el mayor gasto que afronta una persona a lo largo de su vida). Mientras tanto, la obra civil no ha evolucionado igualmente en esta materia. Aunque generalmente se trata de construcciones de mayor envergadura, los impactos sobre la sostenibilidad son mucho más difusos y no tienen una repercusión tan directa sobre la vida diaria de los ciudadanos. Por estas razones, puede explicarse que los métodos de evaluación de la sostenibilidad para la obra civil no estén tan desarrollados como los existentes en la edificación, incluso con cierta dificultad para encontrar referencias sobre este campo. Esto puede implicar de alguna forma un obstáculo para la promoción técnica de los elementos prefabricados de hormigón, en un área que suele estar dominado por ingenieros que, en general, saben apreciar mejor las ventajas funcionales que esta metodología constructiva ofrece con respecto a otras. Este artículo pretende describir las fortalezas que la construcción con prefabricados de hormigón tendrá en el inminente marco reglamentario sobre la sostenibilidad en la obra civil, como vía para mejorar sus posibilidades y lograr una mayor cuota de mercado. También se analizarán algunos de los indicadores de la sostenibilidad que ya aparecen en los borradores de normas actuales.
Referencia:
López-Vidal, A.; Yepes, V. (2015). Hacia la sostenibilidad en la obra civil con soluciones prefabricadas de hormigón. Una primera aproximación.PHi Planta de Hormigón Internacional, 5:18-24.
Most of the achieved advances related to define standardized methodologies to quantify the contribution to “sustainabilize” the construction are linked to buildings rather than infrastructures, and much more in particular to housing. Global impact on housing is the widest and highest one, gathering the three sustainable axis: environmental (greenhouse gas emissions derived from heating or cooling to reach indoor comfort conditions), social (home is a basic need for families) and economic (it usually represents the main expense over the life of people). Meanwhile civil engineering work has not evolved as long on this topic. Although we generally refer to greater constructions, sustainable impacts are more diffused and don´t have such a direct repercussion into the citizens and daily life. For this reasons, there are not as many assessment methods for civil engineering works as there are for buildings, or even any literature regarding this field. Therefore it may implies a technical and promotional handicap to promote a higher use of precast concrete elements in a sort of constructions governed by engineers that usually appreciate better their performance advantages. This article pretends to describe the strengths that precast concrete construction will have into the upcoming standards for civil engineering works, in order to enhance their possibilities to reach a greater market share. Sustainable indicators on current draft standards will be assessed.
Reference:
López-Vidal, A.; Yepes, V. (2015). Towards sustainable civil engineering works using precast concrete solutions. Concrete Plant International, 5: 18-24. (link)
MARTÍ, J.V.; YEPES, V. (2015). A postgraduate course on precast-prestressed concrete road bridges optimization. 3rd International Conference on Mechanical Models in Structural Engineering CMMoST 2015, 24-26 de june, Seville (Spain), pp. 27-40. ISBN: 978-84-606-9356-7
Aerogenerador de Unión Fenosa en la provincia de León (España). Wikipedia
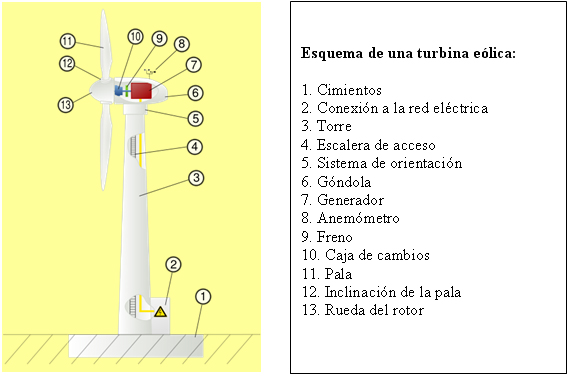
La demanda de energía renovable a nivel mundial se incrementa con la conciencia medioambiental. La energía eólica es una energía renovable que se está implantando fuertemente a nivel mundial. Se estima que la energía contenida en los vientos es aproximadamente el 2% del total de la energía solar que alcanza la tierra, lo que supone casi dos billones de toneladas equivalentes de petróleo al año (200 veces mayor de la que consumen todos los países del planeta), aunque en la práctica solamente podría ser utilizada una parte muy pequeña de esa cifra, por su aleatoriedad y dispersión, del orden del 5%. Según “The World Wind Energy Association”, la capacidad mundial eólica instalada alcanzó un nivel sin precedentes de más de 318 GW a finales de 2013, de los cuales aproximadamente 35 GW se añadieron en 2013, el nivel más alto registrado hasta la fecha. La energía eólica contribuye en cerca de un 4% en satisfacer la demanda de energía eléctrica mundial. Un total de 103 países están utilizando este tipo de energía desde el punto de vista comercial y se espera que la capacidad de generación de energía eólica pueda aumentar hasta 700 GW en el horizonte del año 2020. En España, la contribución de la eólica a la demanda eléctrica en el año 2010 representó el 16% del total y su objetivo es aumentar ese porcentaje en un futuro. Una sola turbina puede abastecer de electricidad a 500 hogares. Recientemente Huang y McElroy (2015) han realizado una revisión de las perspectivas de este tipo de energía en relación al cambio climático.
El aerogenerador se compone de tres partes: torre, rotor y álabes. En el generador eléctrico es donde se transforma el movimiento mecánico del rotor en energía eléctrica. Suele ser un generador asíncrono o de inducción, con una potencia máxima entre 500 y 1500 kW. Están diseñados generalmente para rendir al máximo a velocidades alrededor de 15 m/s. En el caso de vientos más fuertes es necesario gastar parte del exceso de la energía del viento para evitar daños en el aerogenerador. En consecuencia todos los aerogeneradores están diseñados con algún tipo de control de potencia. Los componentes de un aerogenerador están diseñados para durar 20 años. Esto significa que tendrán que resistir más de 120.000 horas de funcionamiento, a menudo bajo condiciones climáticas adversas (Gálvez, 2005). Respecto a las torres eólicas, se distinguen las “onshore”, instaladas en tierra, normalmente en grandes llanos o zonas elevadas y las “offshore”, cuya localización es dentro del mar, en zonas próximas a la costa.
http://e-ducativa.catedu.es
Los aerogeneradores operan bajo regímenes de carga muy exigentes (Burton et al., 2001), cuyos efectos podrían reducir la integridad estructural y provocar costes de mantenimiento y reparación inaceptables. Rebelo et al (2014) abordan el estudio comparativo de la influencia del aumento de altura en el diseño estructural y los resultados de diferentes soluciones estructurales de un aerogenerador. Sus conclusiones indican que el uso de secciones tubulares de acero y conexiones de brida son adecuadas para torres de hasta 80 m, mientras que las conexiones de fricción son mejores para torres más altas. En cuanto a las torres de hormigón, dejan de ser competitivas por encima de los 100 m de altura, especialmente debido a las dimensiones necesarias de la cimentación ante el riesgo sísmico, que pueden incrementar el volumen de hormigón en los cimientos hasta un 75 %. Sin embargo, según refiere Lofty (2012), la prefabricación de la torre con hormigón es muy interesante a partir de los 75 m de altura. La fuerza vertical que actúa sobre la cimentación se debe fundamentalmente al peso propio de la torre, la góndola y las palas del rotor, así como a la fuerza vertical provocada por el viento. Sin embargo, las fuerzas horizontales provocadas por el viento son preponderantes y generan un gran momento flector en la base debido a la gran altura de la torre. La torre suele ser prefabricada, con forma troncocónica, y se conecta a la cimentación a través de una interfaz que suele ser un tubo de acero de grandes dimensiones insertado en el hormigón de la cimentación, aunque existen múltiples variantes en estos conectores.
http://www.inproin.com
Una de las partes fundamentales de un aerogenerador es la forma en que la torre se sujeta al terreno. La selección del tipo de cimiento dependerá fundamentalmente de la ubicación del aerogenerador y las condiciones del terreno. Según la European Wind Energy Association (2013), la cimentación supone aproximadamente el 6,5% del coste total para proyectos onshore y el 34% para proyectos offshore, lo que justifica una optimización de este tipo de estructuras (Horgan, 2013). Hoy en día, construimos la mayoría de las turbinas eólicas en tierra en suelos firmes y rígidos, pero probablemente las futuras torres eólicas se construirán sobre suelos con propiedades menos favorables. El cálculo de la cimentación depende de las cargas producidas por el rotor eólico en diferentes condiciones de operación, por esto la tecnología del aerogenerador juega un papel fundamental. La forma más habitual de cimentar un aerogenerador es una zapata de hormigón (Hassanzadeh, 2012). Tal y como indica Svensson (2010), las cimentaciones sobre losas de hormigón podrían dejar de ser adecuadas, pues grandes dimensiones provocan asientos diferenciales inaceptables. La altura de las torres puede variar mucho, entre 40 y 130 m. Cuanta más alta sea la torre, mayor velocidad de viento, y por tanto, mayor generación de energía.
Las torres de aerogeneradores se localizan en áreas con buenas condiciones de viento, pero que en numerosas ocasiones se encuentran en terrenos inhóspitos o con malas condiciones de acceso, lo que dificulta la ejecución de las cimentaciones de estas estructuras. Para anclar estas torres normalmente se utilizan los métodos: cimentaciones o zapatas que sujetan la estructura al terreno mediante gravedad, o bien mediante anclajes realizados sobre terrenos competentes. El objetivo es garantizar la estabilidad de la estructura y asegurar una transmisión de cargas al terreno con la intensidad adecuada para que este no colapse. En ocasiones, los terrenos no permiten dicho anclaje, por lo que es habitual el uso de zapatas masivas de hormigón armado. No obstante, las geometrías empleadas en planta son muy diversas. Se utilizan soluciones con planta poligonal, circular e incluso cruciforme, siendo esta última un caso muy aislado. Herrando (2012) ha comprobado que, para un aerogenerador de 100 m de altura y 3,5 MW de potencia, la cimentación superficial con geometría en planta circular es la que mejores resultados ofrece a nivel estructural y económico.
Cimentación prefabricada para torre eólica de la empresa Artepref. Fuente: Diario de Burgos
Las ventajas de la prefabricación son evidentes, ya que incluso se reduce la cantidad de material necesario respecto a cimentaciones ejecutadas in situ. La prefabricación reduce los problemas derivados del hormigonado in situ de grandes volúmenes, que no solo generan problemas importantes cuando los accesos se encuentran alejados de las plantas de fabricación de hormigón, sino que también incrementan considerablemente el calor de hidratación en el fraguado del hormigón y pueden reducir el número de días de trabajo efectivo si se producen temperaturas extremas. Además, teniendo en cuenta que la vida útil de un aerogenerador puede ser de entre 20 y 25 años, la prefabricación facilita la fase de desmantelamiento de las instalaciones. En el mercado se han generado cimentaciones alternativas en las que una parte o la totalidad de la cimentación se realiza con piezas prefabricadas. Así, algunas patentes europeas y americanas, como, por ejemplo, DK200100030 (2001) y WO2004101898A2 (2004), han desarrollado soluciones de cimentación prefabricadas para pequeñas instalaciones, aunque no está claro que se hayan construido realmente (Nilsson, 2012). Empresas como Gestamp Hybrid Towers ofrecen diseños de cimentaciones prefabricadas para torres en forma de T invertida que pretenden combinar eficiencia y ductilidad. La empresa burgalesa ARTEPREF patentó también una cimentación prefabricada para este tipo de torres. Además, estas soluciones suelen unir las piezas prefabricadas con hormigón fresco. Por tanto, el elemento clave en el diseño de este tipo de cimentaciones es la forma en que se resuelven las juntas para convertir las piezas en un conjunto monolítico y también la conexión o «brida» de la torre con la cimentación (Hassanzadeh, 2012). Bellmer (2010) advierte que gran parte de los problemas de durabilidad de los aerogeneradores se deben a un mal diseño de la cimentación. Currie et al (2013) presentan una solución para monitorizar las cimentaciones de estas torres. Eneland y Mallberg (2013) advierten de la gran dificultad que existe a la hora de diseñar un método de cálculo para las juntas de las piezas prefabricadas de este tipo de cimentaciones. Asimismo, una de las claves es poder justificar la viabilidad económica de los elementos frente a las cimentaciones ejecutadas in situ.
Referencias:
BURTON, T.; SHARPE, S.; JENKINS, N.; BOSSANYI, E. (2001). Wind Energy Handbook. Wiley, Chichester, UK, pp. 211–219.
BELLMER, H. (2010). Probleme im Bereich Stahlturm – Fundament, 3rd Technical Conference – Towers and Foundations for Wind Energy Converters, HAUS DER TECHNIK, Essen, Germany.
CURRIE, M.; SAAFI, M.; TACHTATZIS, C.; QUALI, F. (2013). Structural health monitoring for wind turbine foundations. Proceedings of the Institution of Civil Engineers, Paper 1200008.
DK200100030 (2001). Stjernefundament med elementer til foundering af tårne. Patent
ENELAND, E.; MALLBERG, L. (2013). Prefabricated foundation for wind power plants. A conceptual design study. Thesis in the Master’s Programme Structural Engineering and Building Technology, Chalmers University of Technology, Sweden.
GÁLVEZ, R. (2005). Diseño y cálculo preliminar de la torre de un aerogenerador. Proyecto Fin de Carrera, Universidad Carlos III de Madrid, Departamento de Mecánica de Medios Continuos y Teoría de Estructuras.
HASSANZADEH, M. (2012). Cracks in onshore wind power foundations. Causes and consequences. Stockholm: Elforsk (Elforsk Rapport, 11.56).
HERRANDO, V. (2012). Optimización del diseño de la cimentación para un aerogenerador de gran altura. Trabajo Fin de Carrera, Universitat Politècnica de Calalunya.
HORGAN, C. (2013). Using energy payback time to optimise onshore and offshore wind turbine foundations. Renewable Energy, 53:287-298.
HUANG, J.; McELROY, M.B. (2015). A 32-year perspective on the origin of wind energy in a warming climate. Renewable Energy, 77:482-492.
LOFTY, I. (2012). Prestressed concrete wind turbine supporting system. Master’s Dissertation, University of Nebraska, USA.
NILSON, M. (2012). Prefabricated foundations with cell reinforcement for land-based wind turbines. . Stockholm: Elforsk (Elforsk Rapport, 13:06).
REBELO, C.; MOURA, A.; GERVÁSIO, H.; VELJKOVIC, M.; SIMOES DA SILVA, L. (2014). Comparative life cycle assessment of tubular wind towers and foundations – Part 1: Structural design. Engineering Structures, 74:283-291.
SVENSSON, H. (2010). Design of foundations for wind turbines. Master’s Dissertation, Department of Construction Sciences, Lund University, Sweden.
Resumen–El artículo establece un criterio de parada para un algoritmo multiarranque basado en el recocido simulado aplicado a la optimización de losas de puentes de vigas prefabricadas de hormigón pretensado. Para ello se ha comprobado que los óptimos locales encontrados constituyen valores extremos que ajustan a una función Weibull de tres parámetros, siendo el de posición, γ, una estimación del óptimo global que puede alcanzar el algoritmo. Se puede estimar un intervalo de confianza para γ ajustando una distribución Weibull a muestras de óptimos locales extraídas mediante una técnica bootstrap de los óptimos disponibles. El algoritmo multiarranque se detendrá cuando se acote el intervalo de confianza y la diferencia entre el menor coste encontrado y el teórico ajustado a dicha función Weibull.
Palabras clave— Puentes pretensados, teoría del valor extremo, recocido simulado, optimización heurística, diseño de estructuras.
Referencia: YEPES, V.; MARTÍ, J.V. (2015). Teoría del valor extremo como criterio de parada en algoritmos estocásticos multiarranque. Aplicación a la optimización heurística de puentes. X Congreso Español de Metaheurísticas, Algoritmos Evolutivos y Bioinspirados – MAEB 2015, 4-6 de febrero, Mérida, 329-336. ISBN: 978-84-697-2150-6.
A continuación vamos a presentar brevemente los resúmenes que enviamos al Congreso Nacional sobre Metaheurísticas, Algoritmos Evolutivos y Bioinspirados (MAEB). Este Congreso pretende ser un foro de encuentro, discusión y transferencia de conocimiento entre investigadores en el campo de las metaheurísticas y los algoritmos bioinspirados, con el fin de presentar e intercambiar experiencias y resultados.
La X edición, MAEB’2015, se celebrará en Mérida-Almendralejo, durante los días 4 al 6 de Febrero de 2015, y está organizada por el Centro Universitario de Mérida perteneciente a la Universidad de Extremadura. Las áreas temáticas integradas en el congreso incluyen estudios teóricos, aplicaciones prácticas, experiencias docentes y desarrollos en el campo de investigación en optimización heurística (información detallada en el apartado de llamada a la participación). Los autores agradecen el aporte financiero realizado para este trabajo por el Ministerio de Ciencia e Innovación (Proyecto de Investigación BIA2011-23602) y por la Universitat Politècnica de València (Proyecto de Investigación SP20120341).
Anfiteatro de Mérida
GARCÍA-SEGURA, T.; YEPES, V.; MARTÍ, J.V.; ALCALÁ, J. (2015). Algoritmo híbrido de enjambre de luciérnagas y aceptación por umbrales para diseño de vigas. X Congreso Español de Metaheurísticas, Algoritmos Evolutivos y Bioinspirados – MAEB 2015, 4-6 de febrero, Mérida.
Este estudio convierte el diseño estructural en una optimización de variables discretas. Se propone un algoritmo híbrido de enjambre de luciérnagas para buscar soluciones con menores emisiones totales y anuales. El algoritmo combina la búsqueda colectiva de la optimización de enjambre luciérnagas “glowworm swarm optimization“(GSO) y la capacidad de búsqueda local del umbral de aceptación “threshold accepting” (TA). La estructura propuesta es una viga de hormigón en doble T biapoyada definida por 20 variables. Se estudia la resistencia del hormigón desde 30MPa hasta 100MPa. Esta comunicación propone un método para calibrar los parámetros del algoritmo con independencia de la función objetivo y del tamaño del enjambre. Los resultados muestran que TAGSO consigue diseños de vigas que emiten un 25% menos de CO2. La optimización de las emisiones anuales reduce la cantidad de CO2 al año en un 61% con un incremento total de las emisiones de CO2 del 9%.
Puente Romano
MARTÍ, J.V.; YEPES, V.; GARCÍA-SEGURA, T. (2015). Aplicación de metaheurísticas en la optimización de pasos superiores de carreteras. X Congreso Español de Metaheurísticas, Algoritmos Evolutivos y Bioinspirados – MAEB 2015, 4-6 de febrero, Mérida.
El artículo se ocupa de la optimización económica de los tableros de los pasos superiores de carreteras formados por una losa de hormigón ejecutada in situ y dos vigas artesa prefabricadas de hormigón pretensado autocompactable. Se comprueba la eficacia de las distintas metaheurísticas aplicadas en la optimización: “descent local search” (DLS), “simulated annealing” (SA), “threshold accepting” (TA), “genetic algoritms” (GA) y “memetic algorithms” (MA). Los cálculos de las tensiones y de sus envolventes, son programados en lenguaje fortran directamente por los autores. Los algoritmos de optimización heurística se aplican a un tablero de 35 m de luz y 12 m de ancho. Los parámetros que definen la forma de la sección de la viga se adaptan a los moldes de una instalación de prefabricados. El ejemplo que se analiza consta de 59 variables discretas. El módulo de la evaluación incluye los estados límite último y de servicio que se aplican comúnmente para estas estructuras: flexión, cortante, torsor, fisuración, flechas, etc. Los algoritmos SA y TA se han calibrado previamente a partir del DLS, y el MA a partir del GA y del SA. Cada heurística se procesa nueve veces, obteniéndose información estadística sobre el valor mínimo, el medio y las desviaciones. Se realiza un análisis del rendimiento de las distintas heurísticas, basado en un estudio de las soluciones Pareto-óptimas entre tiempo de ejecución y rendimiento. Los mejores resultados se obtienen para el SA y el TA, siendo el coste mínimo de 108008 €, correspondiente al SA. Finalmente, entre las principales conclusiones de este estudio, destaca que las soluciones y los tiempos de proceso computacional son tales, que estos métodos se pueden aplicar de un modo práctico a casos reales, y que el conocimiento derivado del uso de estos algoritmos permiten recomendar rangos de valores para emplearlos en el diseño optimizado de estas estructuras y en su aplicación para los predimensionados de las variables.
Acueducto de Los Milagros
YEPES, V.; MARTÍ, J.V. (2015). Teoría del valor extremo como criterio de parada en la optimización heurística de puentes. X Congreso Español de Metaheurísticas, Algoritmos Evolutivos y Bioinspirados – MAEB 2015, 4-6 de febrero, Mérida.
El artículo establece un criterio de parada para un algoritmo multiarranque basado en el recocido simulado aplicado a la optimización de losas de puentes de vigas prefabricadas de hormigón pretensado. Para ello se ha comprobado que los óptimos locales encontrados constituyen valores extremos que ajustan a una función Weibull de tres parámetros, siendo el de posición, γ, una estimación del óptimo global que puede alcanzar el algoritmo. Se puede estimar un intervalo de confianza para γ ajustando una distribución Weibull a muestras de óptimos locales extraídas mediante una técnica bootstrap de los óptimos disponibles. El algoritmo multiarranque se detendrá cuando se acote el intervalo de confianza y la diferencia entre el menor coste encontrado y el teórico ajustado a dicha función Weibull.
Figura 1. Secciones de pilotes prefabricados pretensados. http://www.ingeniero-de-caminos.com/
Los pilotes prefabricados pretensados se emplean en cimentaciones profundas y como anclajes en obras terrestres y en obras marítimas. Estos pilotes presentan una mayor resistencia a flexión y a tracción que los pilotes de hormigón armado, por lo que se usan en obras en las que es necesario resistir esfuerzos horizontales grandes (muelles, pantalanes, zonas sísmicas) o de tracción (macizos de anclaje, muros, etc.).
La resistencia a tracción es igual a la fuerza del pretensado. Por su menor presencia de fisuras, también están recomendados en suelos agresivos o contaminados, además de no verse afectados por el nivel freático. Otro caso de utilización se da en terrenos muy blandos, en los que durante el proceso de hinca se pueden generar en el pilote esfuerzos importantes a tracción que son absorbidos por la precompresión inicial debida al pretensado.
Figura 2. Planta de prefabricados de pilotes de hormigón pretensado. Fuente: http://www.sciaust.com.au/
Los pilotes prefabricados de hormigón pretensado pueden tener secciones huecas o macizas, siendo estos últimos, en general, de menor sección que los tubulares. Los pilotes de sección tubular suelen ser cilíndricos, aunque también se suministran con sección octogonal y cuadrada aligeradas mediante hueco circular para disminuir el peso. El hueco central suele ser utilizado para introducir los sistemas de instrumentación. Los diámetros usuales oscilan entre los 0,60 y 1,60 m, con espesores mínimos de pared de 10 cm, siendo, en general, más largos y de mayor sección que los pilotes de hormigón armado prefabricados.
Los pilotes pretensados de sección maciza suelen ser cuadrados u octogonales y en general de dimensiones similares a los prefabricados de hormigón armado. Su configuración es similar a la de los pilotes prefabricados de hormigón armado, solo que sustituyendo la armadura longitudinal por cables o alambres de pretensar. La armadura longitudinal es en general armadura de mínimos, normalmente del 2% de la sección de hormigón.
Tipos de pilotes pretensados
Pilotes prefabricados pretensados con alambres adherentes. Los pretensados (pre-tensión) se ejecutan de una sola pieza en las bancadas de las plantas de prefabricación. Las secciones más típicas son la cuadrada y la hexagonal. Estos pilotes están provistos de un azuche metálico en la punta para protegerla en el proceso de hinca. Para grandes longitudes de pilote se dispone una junta de empalme que permite unir diferentes tramos hasta alcanzar la profundidad deseada. Las juntas deben estar diseñadas para resistir mayores solicitaciones que el propio pilote. Los elementos de conexión se ajustan y se protegen de la corrosión. Una vez conectados se consigue una pretensión que asegura la transmisión de esfuerzos.
Pilotes prefabricados con armadura postesa. Los postesados se ejecutan en tramos que son ensamblados hasta obtener la longitud deseada y postesados mediante gatos en una planta o en la propia obra. La más común es la sección anular (pilote tipo Raymond). Estos pilotes se construyen mediante centrifugado y permiten un fácil acceso para su inspección. La sección anular presenta un menor peso propio, con un gran momento de inercia y radio de giro. La longitud de estos pilotes puede llegar a 60 m, con una sección de hasta 1,50 metros.
Figura 3. Pilotes pretensados. Fuente: http://www.pilingcontractors.com.au/
La armadura transversal está formada por armadura pasiva colocada en espiral con mucha mayor densidad en la cabeza y en la punta debida a las necesidades de zunchado del hormigón durante el proceso de hinca.
Figura 4. Empalme de pilote prefabricado pretensado (Terratest). Fuente: http://www.fontdarquitectura.com/productos/cimentaciones/pilotes/588
Los pilotes pueden fabricarse de una pieza o en tramos empalmables según las necesidades de la obra. Las uniones entre tramos de pilotes pretensados son en general más complejas que las de hormigón armado. También es posible empalmar un mismo pilote tramos pretensados con armados, en función de las solicitaciones. El corte de los pilotes pretensados por pre-tensión tubulares es sencillo y se realiza mediante sierras circulares para hormigón armado.
Los importantes esfuerzos que se generan en la punta del pilote durante el proceso de hinca hacen necesario el refuerzo en la misma. La punta puede haber sido hormigonada con forma plana, cónica o piramidal o añadir azuches metálicos específicos para determinado tipo de terrenos.
La fabricación de los pilotes pretensados tubulares se ejecuta en planta de prefabricación mediante centrifugado. Utilizando el curado al vapor en cámaras, se pueden hincar pilotes a las 72 horas de su fabricación.
Los pilotes de hormigón pretensado poseen una mayor durabilidad que los de hormigón armado gracias a la limitación de aberturas de fisuras por el pretensado. No obstante, en ambientes muy agresivos (marinos, suelos orgánicos, zonas industriales, etc.) en los que se favorece la corrosión de las armaduras, el hormigón suele ser tratado con cementos especiales o incluso revestimientos protectores en general de origen bituminoso.(p. ej. brea-epoxi). Estos revestimientos se pueden aplicar a todo el fuste o solo en el tramo del pilote en el que se prevea ambiente agresivo.
Para completar la información sobre este tema, os dejo a continuación un enlace de Carlos Fernández Tadeo que indica cómo realizar un control de calidad completo de su construcción, http://fernandeztadeo.com/WordPress/?p=2647
A continuación podéis ver un vídeo Polimedia donde se explica este tipo de pilote.
También os dejo un vídeo donde se explica la fabricación de pilotes de sección circular.
[politube2]65098:450:358[/politube2]
Aquí podemos ver el proceso de fabricación.
Os dejo un vídeo interesante sobre el procedimiento constructivo, en este caso, en el nuevo aeropuerto de México.
A continuación os dejo el catálogo de pilotes prefabricados y pretensados TERRA de Terratest.