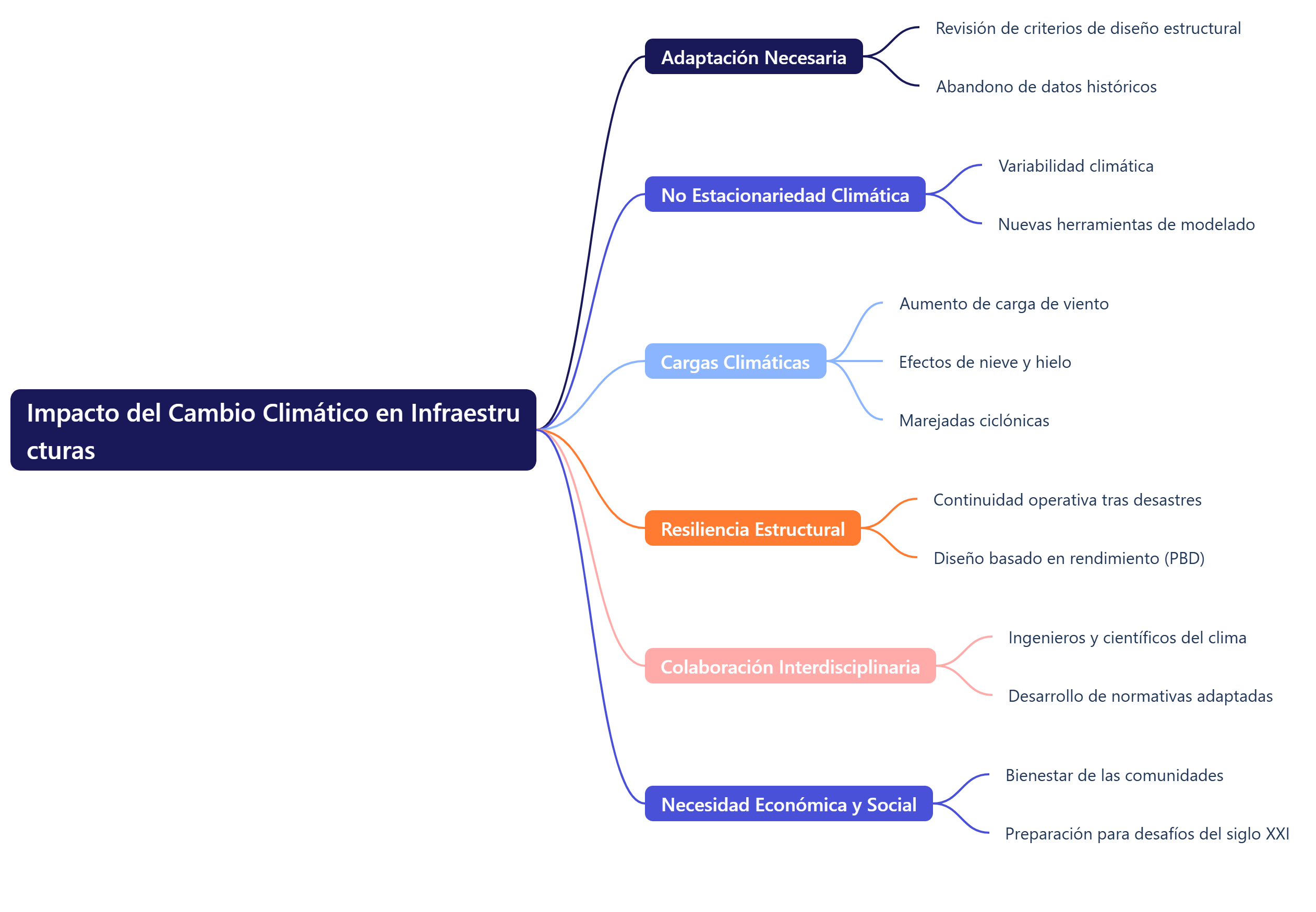
El diseño y la planificación de infraestructuras se han basado históricamente en el análisis de datos climáticos pasados para definir criterios estructurales de seguridad. Sin embargo, la aceleración del cambio climático ha puesto en cuestión la validez de esta metodología y ha obligado a reconsiderar los fundamentos sobre los que se establecen los códigos de construcción y las normativas de diseño. El carácter no estacionario del clima, la creciente magnitud de los eventos meteorológicos extremos y la necesidad de infraestructuras más resilientes han convertido la adaptación al cambio climático en un imperativo técnico y social.
Las estructuras deben garantizar la seguridad de sus ocupantes en condiciones tanto ordinarias como extremas, así como su funcionalidad a lo largo de su ciclo de vida. Es preciso tener en cuenta que la frecuencia y severidad de ciertos fenómenos, como tormentas, inundaciones y variaciones térmicas, ya no pueden preverse con precisión únicamente mediante datos históricos. La integración de modelos de análisis probabilístico y enfoques basados en la fiabilidad estructural representa una vía fundamental para mitigar los riesgos asociados al cambio climático y asegurar la estabilidad y operatividad de infraestructuras críticas en el futuro.
El fin de la estacionariedad climática y sus implicaciones en el diseño estructural
El diseño estructural se ha desarrollado bajo la premisa de que las condiciones climáticas permanecen relativamente estables a lo largo del tiempo, lo que ha permitido definir cargas normativas basadas en registros históricos. No obstante, el cambio climático ha invalidado esta hipótesis al introducir una variabilidad que altera tanto la frecuencia como la intensidad de los fenómenos atmosféricos y compromete la fiabilidad de los métodos de predicción empleados en el ámbito de la ingeniería.
Las estructuras diseñadas bajo códigos convencionales pueden experimentar cargas superiores a las previstas en su diseño original, lo que resulta en un aumento del riesgo estructural y la necesidad de reevaluaciones constantes para garantizar su seguridad. La acumulación de efectos derivados de condiciones climáticas extremas no solo afecta a la estabilidad estructural inmediata, sino que acelera los procesos de deterioro de los materiales y compromete la capacidad de servicio de la infraestructura a largo plazo.
El análisis de la no estacionariedad climática requiere el desarrollo de nuevas herramientas de modelado que permitan proyectar escenarios de carga climática futura con mayor precisión. La variabilidad espacial y temporal de las alteraciones climáticas obliga a establecer criterios de diseño diferenciados según la localización geográfica, la exposición a determinados fenómenos y la importancia funcional de cada infraestructura. En este contexto, la colaboración entre científicos del clima e ingenieros estructurales se erige como un componente esencial para la elaboración de mapas de cargas dinámicos que reflejen las condiciones cambiantes del entorno.
Aumento de cargas climáticas y su impacto en la estabilidad estructural
El cambio climático incide directamente en la magnitud y distribución de las cargas climáticas, lo que supone un desafío significativo para el diseño estructural. El incremento de la temperatura media global y la intensificación de eventos meteorológicos extremos tienen un impacto directo en la resistencia y durabilidad de los materiales de construcción, lo que requiere una revisión exhaustiva de los criterios de diseño para adaptarlos a condiciones más exigentes.
 El aumento de la carga de viento, debido a la mayor frecuencia de tormentas severas y huracanes, plantea desafíos particulares para estructuras expuestas a esfuerzos aerodinámicos, tales como rascacielos, puentes y torres de telecomunicaciones. La variabilidad en la dirección y velocidad de los vientos extremos introduce incertidumbre en el diseño convencional, lo que requiere la aplicación de metodologías de análisis probabilístico que permitan anticipar los efectos acumulativos de estas fuerzas sobre los elementos estructurales.
El aumento de la carga de viento, debido a la mayor frecuencia de tormentas severas y huracanes, plantea desafíos particulares para estructuras expuestas a esfuerzos aerodinámicos, tales como rascacielos, puentes y torres de telecomunicaciones. La variabilidad en la dirección y velocidad de los vientos extremos introduce incertidumbre en el diseño convencional, lo que requiere la aplicación de metodologías de análisis probabilístico que permitan anticipar los efectos acumulativos de estas fuerzas sobre los elementos estructurales.
Ciertamente, la carga de nieve y hielo constituye un factor de riesgo cuya evolución en un clima cambiante requiere especial atención. En climas fríos, la combinación de precipitaciones extremas y ciclos de congelación y deshielo genera esfuerzos adicionales sobre cubiertas y soportes, lo que puede ocasionar la fatiga de los materiales y aumentar el riesgo de fallos estructurales. La acumulación de hielo en líneas de transmisión eléctrica y otros elementos de infraestructura crítica puede comprometer su funcionalidad, lo que resalta la necesidad imperante de implementar estrategias de adaptación en el diseño de dichos sistemas.
El aumento del nivel del mar y la intensificación de tormentas costeras representan amenazas crecientes para las infraestructuras situadas en zonas litorales. La erosión del suelo y la intrusión salina pueden afectar la estabilidad de las cimentaciones y las estructuras de contención, mientras que el aumento en la magnitud de las marejadas ciclónicas aumenta el riesgo de colapso en las edificaciones expuestas. Por lo tanto, es esencial adoptar enfoques probabilísticos para estimar las cargas de inundación y considerar criterios de adaptación costera en el diseño estructural, con el fin de mitigar estos efectos y garantizar la seguridad y estabilidad de las infraestructuras en zonas litorales.
Resiliencia estructural y continuidad operativa en escenarios de riesgo creciente
En lo que respecta a la resistencia inmediata de las infraestructuras a eventos climáticos extremos, su capacidad de recuperación y continuidad operativa tras un desastre constituye un aspecto de suma importancia en el contexto del cambio climático. La resiliencia estructural implica no solo garantizar que las edificaciones y redes de transporte soporten cargas excepcionales sin fallar, sino también que puedan volver a estar plenamente operativas en un tiempo razonable tras una interrupción.
La planificación de infraestructuras resilientes requiere un enfoque basado en la funcionalidad tras el desastre, estableciendo criterios de diseño que permitan minimizar los tiempos de inactividad y optimizar los procesos de reparación y reconstrucción. Este enfoque cobra especial relevancia en infraestructuras críticas, tales como hospitales, plantas de tratamiento de agua y redes de energía, cuya operatividad continua resulta esencial para la estabilidad de las comunidades.
El diseño basado en rendimiento (Performance-Based Design, PBD) surge como una herramienta clave para integrar la resiliencia en la ingeniería estructural. A diferencia de los enfoques convencionales basados en requisitos normativos predeterminados, el PBD permite establecer objetivos concretos de rendimiento para cada tipo de estructura, considerando tanto su resistencia ante cargas extremas como su capacidad de recuperación tras eventos disruptivos.
Conclusión: La adaptación de las infraestructuras al cambio climático como una necesidad inaplazable
La evidencia científica sobre el impacto del cambio climático en la infraestructura es concluyente y requiere una revisión exhaustiva de los criterios de diseño estructural. La dependencia exclusiva de datos históricos ya no constituye una estrategia viable en un contexto donde la frecuencia e intensidad de eventos extremos están en constante aumento. Por ello, es necesario implementar análisis probabilísticos, actualizar periódicamente los mapas de cargas climáticas y adoptar estrategias de resiliencia estructural. Estos cambios son fundamentales para garantizar la seguridad y funcionalidad de las infraestructuras en el futuro.
La ingeniería estructural debe evolucionar hacia un enfoque basado en la adaptación y la gestión del riesgo, integrando modelos de predicción climática en el diseño y planificación de nuevas construcciones. La colaboración entre ingenieros, científicos del clima y responsables de políticas públicas será esencial para desarrollar normativas que reflejen la realidad cambiante del entorno y permitan la creación de infraestructuras más seguras y sostenibles.
La adaptación al cambio climático no es únicamente una cuestión técnica, sino una necesidad económica y social que determinará la capacidad de las comunidades para hacer frente a los desafíos del siglo XXI. El diseño estructural del futuro debe asumir este reto con un enfoque proactivo, asegurando que las infraestructuras no solo resistan el clima cambiante, sino que también contribuyan a la estabilidad y el bienestar de la sociedad en su conjunto.
Referencias:
- ASCE. (2015). Adapting infrastructure and civil engineering practice to a changing climate. Reston, VA: ASCE.
- ASCE. (2018). Climate-resilient infrastructure: Adaptive design and risk management, MOP 140. Reston, VA: ASCE.
- ASCE. (2021). Hazard-resilient infrastructures: Analysis and design, MOP 144. Reston, VA: ASCE.
- Bruneau, M., Barbato, M., Padgett, J. E., Zaghi, A. E., et al. (2017). State-of-the-art on multihazard design. Journal of Structural Engineering, 143(10), 03117002.
- Cooke, R. M. (2015). Messaging climate change uncertainty. Nature Climate Change, 5(1), 8–10.
- Ellingwood, B. R., van de Lindt, J. W., & McAllister, T. (2020). Community resilience: A new challenge to the practice of structural engineering. Structural Magazine, 27(11), 28–30.
- Ellingwood, B. R., Bocchini, P., Lounis, Z., Ghosn, M., Liu, M., Yang, D., Capacci, L., Diniz, S., Lin, N., Tsiatas, G., Biondini, F., de Lindt, J., Frangopol, D.M., Akiyama, M., Li, Y., Barbato, M., Hong, H., McAllister, T., Tsampras, G. & Vahedifard, F. (2024). Impact of Climate Change on Infrastructure Performance. In Effects of Climate Change on Life-Cycle Performance of Structures and Infrastructure Systems: Safety, Reliability, and Risk (pp. 115-206). Reston, VA: American Society of Civil Engineers.
- Eisenhauer, E., Henson, S., Matsler, A., Maxwell, K., Reilly, I., Shacklette, M., Julius, S., Kiessling, B., Fry, M., Nee, R., Bryant, J., Finley, J., & Kieber, B. (2024). Centering equity in community resilience planning: Lessons from case studies. Natural Hazards Forum, Washington, D.C.
- IPCC (1997). The regional impacts of climate change: an assessment of vulnerability. IPCC, Geneva.
- McAllister, T., Walker, R., & Baker, A. (2022). Assessment of resilience in codes, standards, regulations, and best practices for buildings and infrastructure systems. NIST Technical Note 2209. National Institute of Standards and Technology. https://doi.org/10.6028/NIST.TN.2209
- O’Neill, B., van Aalst, M., Zaiton Ibrahim, Z., Berrang Ford, L., Bhadwal, S., Buhaug, H., Diaz, D., Frieler, K., Garschagen, M., Magnan, A., Midgley, G., Mirzabaev, A., Thomas, A., & Warren, R. (2022). Key risks across sectors and regions. In H.-O. Pörtner, D. C. Roberts, M. Tignor, E. S. Poloczanska, K. Mintenbeck, A. Alegría, M. Craig, S. Langsdorf, S. Löschke, V. Möller, A. Okem, & B. Rama (Eds.), Climate change 2022: Impacts, adaptation and vulnerability. Contribution of Working Group II to the Sixth Assessment Report of the Intergovernmental Panel on Climate Change (pp. 2411–2538). Cambridge University Press. https://doi.org/10.1017/9781009325844.025
- Poland, C. D. (2009). The resilient city: Defining what San Francisco needs from its seismic mitigation policies. San Francisco Planning and Urban Research Association Report. Earthquake Engineering Research Institute.
- Vogel, J., Carney, K. M., Smith, J. B., Herrick, C., et al. (2016). Climate adaptation: The state of practice in US communities. The Kresge Foundation and Abt Associates.

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.