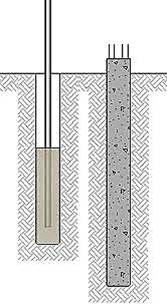
Los pilotes empujados por hélices «helical piles«, o pilotes helicoidales, son pilotes prefabricados que se introducen en el terreno como si fuera un tornillo, debido a la forma en hélice del elemento, mediante equipos de perforación hidráulicos o eléctricos que se manejan manualmente o se montan sobre maquinaria. Estos pilotes se empezaron a utilizar en 1838 por parte del ingeniero norirlandés Alexander Mitchell en la construcción del faro Maplin Sands, en la desembocadura del Támesis. Fue el primero de una serie de faros cimentados sobre pilotes de rosca.
Se trata de un eje central de acero galvanizado al que se le sueldan unas chapas de acero circulares que forman pequeñas hélices. El pilote queda incluido en el suelo, compactándolo durante la instalación. Una de las ventajas es que no es necesario extraer el material, lo cual lo hace muy interesante en algunos casos, como cuando no queremos producir residuos en un terreno contaminado. Otras ventajas son la rapidez de ejecución, la economía en su rango de uso de cargas, la mínima perturbación del terreno circundante, el impacto reducido en el medio ambiente y la gran durabilidad en ambientes corrosivos al usar acero galvanizado. En España su uso es muy poco habitual, pero es utilizado en otros países, sobre todo en el ámbito anglosajón.
Las características de la rosca dependen del tipo del terreno. El diámetro del tubo se encuentra entre 15 y 30 cm, mientras que la hélice puede variar entre 45 y 150 cm. Así, en terrenos blandos, como arcillas blandas o arenas sueltas, se usan hélices muy salientes; mientras en suelos más resistentes como arcillas o gravas, las hélices lo son menos. Las hélices de gran tamaño presentan una gran resistencia al levantamiento; además, su diámetro le dota de una gran resistencia a fuerzas laterales, lo cual los hace muy eficaces en muelles o embarcaderos.
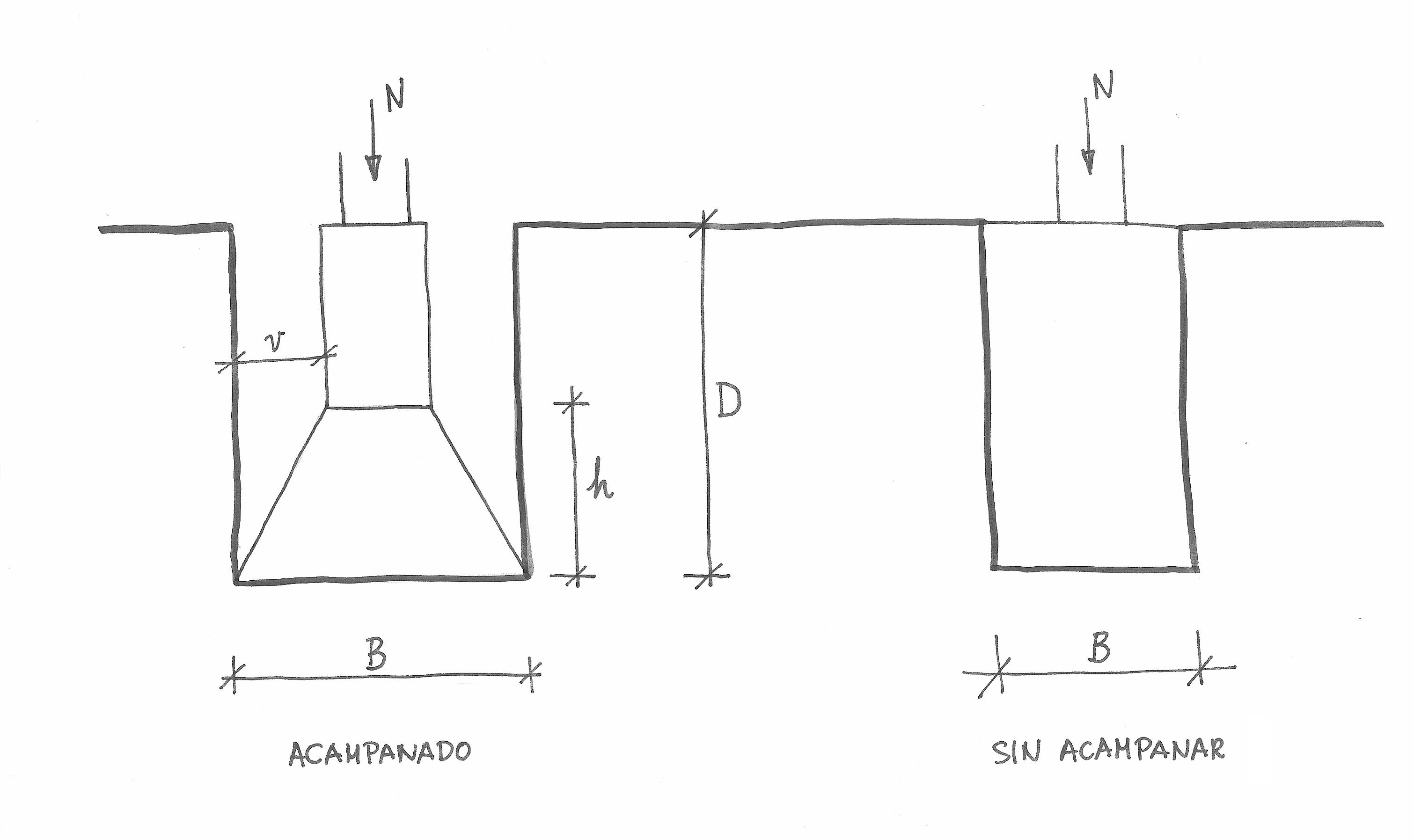
Pozo de cimentación acampanado (zapilote) o sin acampanar
Los pozos acampanados reciben el nombre de zapilote. Se trata de un pilote de gran diámetro excavado “in situ” y ensanchado en su base hasta tres veces su diámetro. Normalmente este tipo de cimiento es de hormigón en masa. Para conseguir el ensanchamiento de la base, se sustituye la hélice o cuchara que ha realizado la perforación por un ensanchador con brazos extensibles y dientes convenientemente dispuestos. Una vez se llega a la profundidad adecuada, los brazos se extienden y se realiza la ampliación hasta el diámetro previsto. Con este procedimiento se han llegado a perforaciones a 30 m de profundidad. Para que se pueda realizar el ensanchamiento de la base, el terreno debe ser algo cohesivo, lo cual se puede conseguir excepto si nos encontramos con arenas limpias.
Referencias:
GARCÍA VALCARCE, A. et al (2003). Manual de edificación. Mecánica de los terrenos y cimientos. Editorial CIE INVERSIONES EDITORIALES DOSSAT 2000., Universidad de Navarra.
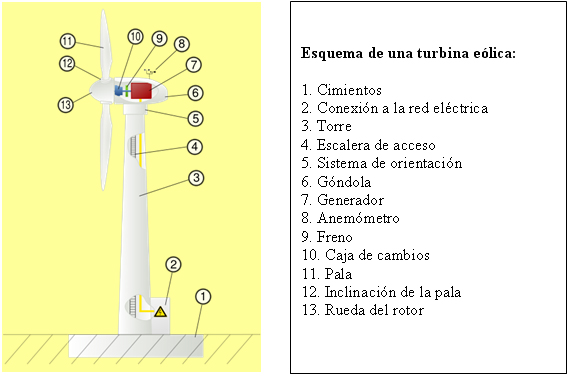
Aerogenerador de Unión Fenosa en la provincia de León (España). Wikipedia
La demanda de energía renovable a nivel mundial se incrementa con la conciencia medioambiental. La energía eólica es una energía renovable que se está implantando fuertemente a nivel mundial. Se estima que la energía contenida en los vientos es aproximadamente el 2% del total de la energía solar que alcanza la tierra, lo que supone casi dos billones de toneladas equivalentes de petróleo al año (200 veces mayor de la que consumen todos los países del planeta), aunque en la práctica solamente podría ser utilizada una parte muy pequeña de esa cifra, por su aleatoriedad y dispersión, del orden del 5%. Según “The World Wind Energy Association”, la capacidad mundial eólica instalada alcanzó un nivel sin precedentes de más de 318 GW a finales de 2013, de los cuales aproximadamente 35 GW se añadieron en 2013, el nivel más alto registrado hasta la fecha. La energía eólica contribuye en cerca de un 4% en satisfacer la demanda de energía eléctrica mundial. Un total de 103 países están utilizando este tipo de energía desde el punto de vista comercial y se espera que la capacidad de generación de energía eólica pueda aumentar hasta 700 GW en el horizonte del año 2020. En España, la contribución de la eólica a la demanda eléctrica en el año 2010 representó el 16% del total y su objetivo es aumentar ese porcentaje en un futuro. Una sola turbina puede abastecer de electricidad a 500 hogares. Recientemente Huang y McElroy (2015) han realizado una revisión de las perspectivas de este tipo de energía en relación al cambio climático.
El aerogenerador se compone de tres partes: torre, rotor y álabes. En el generador eléctrico es donde se transforma el movimiento mecánico del rotor en energía eléctrica. Suele ser un generador asíncrono o de inducción, con una potencia máxima entre 500 y 1500 kW. Están diseñados generalmente para rendir al máximo a velocidades alrededor de 15 m/s. En el caso de vientos más fuertes es necesario gastar parte del exceso de la energía del viento para evitar daños en el aerogenerador. En consecuencia todos los aerogeneradores están diseñados con algún tipo de control de potencia. Los componentes de un aerogenerador están diseñados para durar 20 años. Esto significa que tendrán que resistir más de 120.000 horas de funcionamiento, a menudo bajo condiciones climáticas adversas (Gálvez, 2005). Respecto a las torres eólicas, se distinguen las “onshore”, instaladas en tierra, normalmente en grandes llanos o zonas elevadas y las “offshore”, cuya localización es dentro del mar, en zonas próximas a la costa.
http://e-ducativa.catedu.es
Los aerogeneradores operan bajo regímenes de carga muy exigentes (Burton et al., 2001), cuyos efectos podrían reducir la integridad estructural y provocar costes de mantenimiento y reparación inaceptables. Rebelo et al (2014) abordan el estudio comparativo de la influencia del aumento de altura en el diseño estructural y los resultados de diferentes soluciones estructurales de un aerogenerador. Sus conclusiones indican que el uso de secciones tubulares de acero y conexiones de brida son adecuadas para torres de hasta 80 m, mientras que las conexiones de fricción son mejores para torres más altas. En cuanto a las torres de hormigón, dejan de ser competitivas por encima de los 100 m de altura, especialmente debido a las dimensiones necesarias de la cimentación ante el riesgo sísmico, que pueden incrementar el volumen de hormigón en los cimientos hasta un 75 %. Sin embargo, según refiere Lofty (2012), la prefabricación de la torre con hormigón es muy interesante a partir de los 75 m de altura. La fuerza vertical que actúa sobre la cimentación se debe fundamentalmente al peso propio de la torre, la góndola y las palas del rotor, así como a la fuerza vertical provocada por el viento. Sin embargo, las fuerzas horizontales provocadas por el viento son preponderantes y generan un gran momento flector en la base debido a la gran altura de la torre. La torre suele ser prefabricada, con forma troncocónica, y se conecta a la cimentación a través de una interfaz que suele ser un tubo de acero de grandes dimensiones insertado en el hormigón de la cimentación, aunque existen múltiples variantes en estos conectores.
http://www.inproin.com
Una de las partes fundamentales de un aerogenerador es la forma en que la torre se sujeta al terreno. La selección del tipo de cimiento dependerá fundamentalmente de la ubicación del aerogenerador y las condiciones del terreno. Según la European Wind Energy Association (2013), la cimentación supone aproximadamente el 6,5% del coste total para proyectos onshore y el 34% para proyectos offshore, lo que justifica una optimización de este tipo de estructuras (Horgan, 2013). Hoy en día, construimos la mayoría de las turbinas eólicas en tierra en suelos firmes y rígidos, pero probablemente las futuras torres eólicas se construirán sobre suelos con propiedades menos favorables. El cálculo de la cimentación depende de las cargas producidas por el rotor eólico en diferentes condiciones de operación, por esto la tecnología del aerogenerador juega un papel fundamental. La forma más habitual de cimentar un aerogenerador es una zapata de hormigón (Hassanzadeh, 2012). Tal y como indica Svensson (2010), las cimentaciones sobre losas de hormigón podrían dejar de ser adecuadas, pues grandes dimensiones provocan asientos diferenciales inaceptables. La altura de las torres puede variar mucho, entre 40 y 130 m. Cuanta más alta sea la torre, mayor velocidad de viento, y por tanto, mayor generación de energía.
Las torres de aerogeneradores se localizan en áreas con buenas condiciones de viento, pero que en numerosas ocasiones se encuentran en terrenos inhóspitos o con malas condiciones de acceso, lo que dificulta la ejecución de las cimentaciones de estas estructuras. Para anclar estas torres normalmente se utilizan los métodos: cimentaciones o zapatas que sujetan la estructura al terreno mediante gravedad, o bien mediante anclajes realizados sobre terrenos competentes. El objetivo es garantizar la estabilidad de la estructura y asegurar una transmisión de cargas al terreno con la intensidad adecuada para que este no colapse. En ocasiones, los terrenos no permiten dicho anclaje, por lo que es habitual el uso de zapatas masivas de hormigón armado. No obstante, las geometrías empleadas en planta son muy diversas. Se utilizan soluciones con planta poligonal, circular e incluso cruciforme, siendo esta última un caso muy aislado. Herrando (2012) ha comprobado que, para un aerogenerador de 100 m de altura y 3,5 MW de potencia, la cimentación superficial con geometría en planta circular es la que mejores resultados ofrece a nivel estructural y económico.
Cimentación prefabricada para torre eólica de la empresa Artepref. Fuente: Diario de Burgos
Las ventajas de la prefabricación son evidentes, ya que incluso se reduce la cantidad de material necesario respecto a cimentaciones ejecutadas in situ. La prefabricación reduce los problemas derivados del hormigonado in situ de grandes volúmenes, que no solo generan problemas importantes cuando los accesos se encuentran alejados de las plantas de fabricación de hormigón, sino que también incrementan considerablemente el calor de hidratación en el fraguado del hormigón y pueden reducir el número de días de trabajo efectivo si se producen temperaturas extremas. Además, teniendo en cuenta que la vida útil de un aerogenerador puede ser de entre 20 y 25 años, la prefabricación facilita la fase de desmantelamiento de las instalaciones. En el mercado se han generado cimentaciones alternativas en las que una parte o la totalidad de la cimentación se realiza con piezas prefabricadas. Así, algunas patentes europeas y americanas, como, por ejemplo, DK200100030 (2001) y WO2004101898A2 (2004), han desarrollado soluciones de cimentación prefabricadas para pequeñas instalaciones, aunque no está claro que se hayan construido realmente (Nilsson, 2012). Empresas como Gestamp Hybrid Towers ofrecen diseños de cimentaciones prefabricadas para torres en forma de T invertida que pretenden combinar eficiencia y ductilidad. La empresa burgalesa ARTEPREF patentó también una cimentación prefabricada para este tipo de torres. Además, estas soluciones suelen unir las piezas prefabricadas con hormigón fresco. Por tanto, el elemento clave en el diseño de este tipo de cimentaciones es la forma en que se resuelven las juntas para convertir las piezas en un conjunto monolítico y también la conexión o «brida» de la torre con la cimentación (Hassanzadeh, 2012). Bellmer (2010) advierte que gran parte de los problemas de durabilidad de los aerogeneradores se deben a un mal diseño de la cimentación. Currie et al (2013) presentan una solución para monitorizar las cimentaciones de estas torres. Eneland y Mallberg (2013) advierten de la gran dificultad que existe a la hora de diseñar un método de cálculo para las juntas de las piezas prefabricadas de este tipo de cimentaciones. Asimismo, una de las claves es poder justificar la viabilidad económica de los elementos frente a las cimentaciones ejecutadas in situ.
Referencias:
BURTON, T.; SHARPE, S.; JENKINS, N.; BOSSANYI, E. (2001). Wind Energy Handbook. Wiley, Chichester, UK, pp. 211–219.
BELLMER, H. (2010). Probleme im Bereich Stahlturm – Fundament, 3rd Technical Conference – Towers and Foundations for Wind Energy Converters, HAUS DER TECHNIK, Essen, Germany.
CURRIE, M.; SAAFI, M.; TACHTATZIS, C.; QUALI, F. (2013). Structural health monitoring for wind turbine foundations. Proceedings of the Institution of Civil Engineers, Paper 1200008.
DK200100030 (2001). Stjernefundament med elementer til foundering af tårne. Patent
ENELAND, E.; MALLBERG, L. (2013). Prefabricated foundation for wind power plants. A conceptual design study. Thesis in the Master’s Programme Structural Engineering and Building Technology, Chalmers University of Technology, Sweden.
GÁLVEZ, R. (2005). Diseño y cálculo preliminar de la torre de un aerogenerador. Proyecto Fin de Carrera, Universidad Carlos III de Madrid, Departamento de Mecánica de Medios Continuos y Teoría de Estructuras.
HASSANZADEH, M. (2012). Cracks in onshore wind power foundations. Causes and consequences. Stockholm: Elforsk (Elforsk Rapport, 11.56).
HERRANDO, V. (2012). Optimización del diseño de la cimentación para un aerogenerador de gran altura. Trabajo Fin de Carrera, Universitat Politècnica de Calalunya.
HORGAN, C. (2013). Using energy payback time to optimise onshore and offshore wind turbine foundations. Renewable Energy, 53:287-298.
HUANG, J.; McELROY, M.B. (2015). A 32-year perspective on the origin of wind energy in a warming climate. Renewable Energy, 77:482-492.
LOFTY, I. (2012). Prestressed concrete wind turbine supporting system. Master’s Dissertation, University of Nebraska, USA.
NILSON, M. (2012). Prefabricated foundations with cell reinforcement for land-based wind turbines. . Stockholm: Elforsk (Elforsk Rapport, 13:06).
REBELO, C.; MOURA, A.; GERVÁSIO, H.; VELJKOVIC, M.; SIMOES DA SILVA, L. (2014). Comparative life cycle assessment of tubular wind towers and foundations – Part 1: Structural design. Engineering Structures, 74:283-291.
SVENSSON, H. (2010). Design of foundations for wind turbines. Master’s Dissertation, Department of Construction Sciences, Lund University, Sweden.
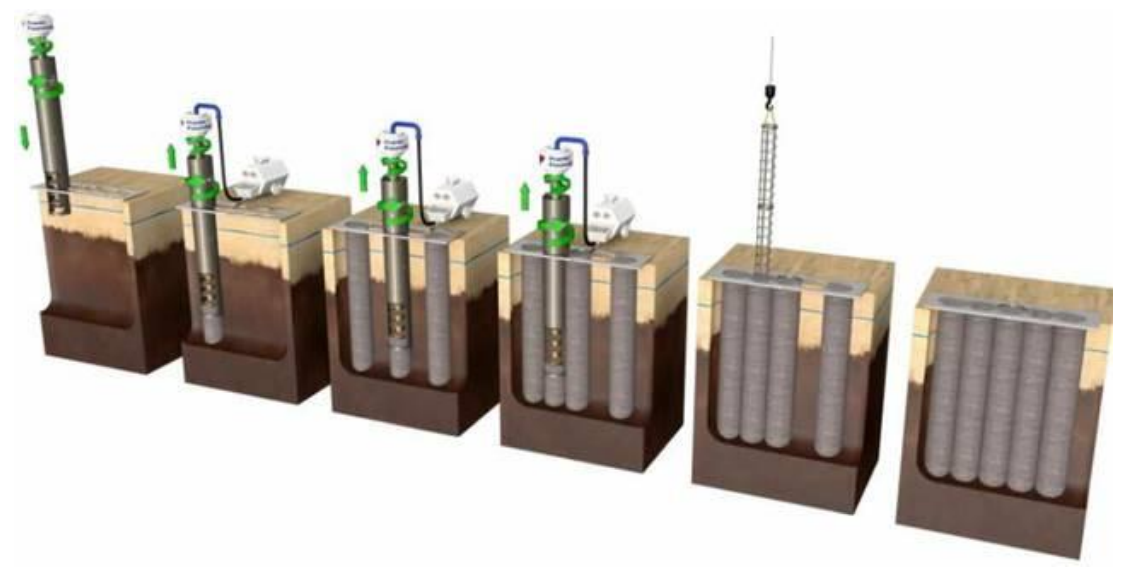
Los pilotes perforados sin entubación con fluidos estabilizadores, denominados CPI-6 en la nomenclatura de las NTE-1977, permiten excavar en terrenos inestables o con nivel freático alto, debido a las propiedades expansivas y tixotrópicas de los fluidos empleados, que ayudan a contener las paredes. Estos fluidos presentan propiedades tixotrópicas en la bentonita y propiedades iónicas en los polímeros.
Los fluidos estabilizadores pueden ser utilizados para estabilizar la excavación en toda su altura o bien una parte. Durante la construcción del pilote, el nivel de lodos debe mantenerse en un nivel apropiado, siempre por encima del nivel freático al menos de 1,0 a 1,5 m. Este procedimiento es aplicable de preferencia en terrenos finos sin estratos granulares gruesos libres de matriz fina o grandes bloques.
Una vez acabada la perforación, se introduce la armadura y se hormigona utilizando la tubería tremie hasta el fondo de la perforación. La tubería se va subiendo a medida que se hormigona, procurando que su boca inferior esté embebida un mínimo de 4 m dentro de la columna ya hormigonada para evitar posibles cortes durante el hormigonado. La consistencia del hormigón debe ser fluida. Durante el hormigonado deben controlarse nuevamente las características de los lodos de bentonita para evitar contaminaciones en el hormigón. Los diámetros empleados en este tipo son, según la NTE, de 45 a 125 cm, aunque la maquinaria actual permite pilotes de diámetros mayores.
Se pueden alcanzar profundidades superiores a 50 m, en función de las características del Kelly telescópico que sostiene la herramienta de perforación. Sin embargo, hay que tener en cuenta la complicación que supone el uso de lodos bentoníticos a medida que aumenta la profundidad.
Su uso es habitual como pilotaje trabajando por punta, apoyado en roca o capas duras de terreno. Cuando se atreviesen capas blandas que se mantengan sin desprendimientos por efecto de los lodos.
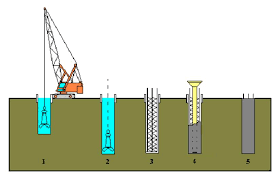
Fases de ejecución:
Excavación con cuchara y vertido de lodo en la excavación para extracción de la tierra.
Cambio de lodo contaminado y limpieza del fondo del pilote
Introducción de las armaduras.
Hormigonado desde el fondo mediante tubo Tremie y recuperación del lodo.
Pilote terminado.
Para garantizar la estabilidad de la perforación, el nivel del lodo debe estar siempre próximo al nivel de coronación del murete-guía, debiéndose mantener constante, por lo que es preciso aportar lodos a medida que se excava el terreno. Además, se precisa una central de tratamiento de lodos que permita el control de la calidad de los lodos (mediante su viscosidad y contenido en finos) y la regeneración de los lodos contaminados.
Para la perforación y extracción de tierras se utilizan cucharas, barrenas cortas o buckets. Los restos de la excavación se van depositando en el fondo de la misma, por lo que es fundamental la limpieza de la punta del pilote. Para su limpieza se emplean bombas de fondo que permiten la extracción del lodo contaminado y la incorporación de lodo regenerado. Pueden utilizarse para ello sistemas de circulación directa que introducen lodos frescos por la punta que desplazan al lodo contaminado, que sale por la cabeza, o sistemas de circulación inversa que lo hacen aspirando el fango contaminado del fondo y alimentan con fango fresco por la cabeza.
A continuación os dejo un vídeo explicativo de la construcción de este tipo de pilotes.
Figura. Pilote CPI-4 en el puente sobre el río Yeaguas, Casariche (Sevilla). http://www.pilotessondepoz.com
El pilote CPI-4 de la NTE es un tipo de pilote perforado y hormigonado “in situ” de entubación recuperable con extracción de tierras. Se recomiendan en terrenos que por su consistencia sufren desprendimientos y se desmoronan durante la excavación, ya sea por la baja consistencia del terreno o por la presencia del nivel freático. Son habituales diámetros de 450 mm a 2.000 mm.
La excavación en terrenos blandos y medios se realiza mediante el uso de barrenas de hélice cortas. En caso de terrenos más duros se hace necesaria la inclusión en la barrena de dientes con puntas de widia. En terrenos muy competentes y roca se utiliza una corona circular con puntas de widia.
Pilote CPI-4. http://www.pilotesyobras.comCamisa de enchufe rápido
La principal particularidad de los pilotes CPI-4 consiste en que mientras se perfora se va introduciendo en el terreno una tubería de sostenimiento, también denominada camisa. Estas camisas son muy robustas, sirviendo no solo para contener el terreno, sino también como útil de perforación. Los primeros metros de la perforación se efectúan por hinca con tapón de grava. Una vez alcanza la profundidad objetivo se procede a la limpieza del fondo de la excavación mediante el uso de un cazo (“bucket”).
Posteriormente, al limpiado del fondo, se procede a introducir la armadura de acero con la ayuda de un equipo auxiliar (grúa). Para garantizar el recubrimiento mínimo necesario de la misma, se levanta 20 cm sobre el fondo de la excavación y se colocan separadores para su correcto centrado.
Colocada la armadura, comienza el hormigonado y se extraerá la entubación, de manera que siempre quede un mínimo de dos diámetros de hormigón dentro de ella. Para verter el hormigón dentro de la perforación correctamente evitando segregaciones y exudaciones, se utiliza un tubo “Tremie”. Este tubo se introduce por dentro de la armadura hasta alcanzar el fondo de la perforación. A continuación, se comienza a bombear el hormigón que debe ser de consistencia fluida.
A la vez que avanza la fase de hormigonado se va subiendo simultáneamente el tubo tremie, pero teniendo la precaución de mantenerlo siempre unos dos metros introducido en el hormigón fresco. A la vez, se va extrayendo la tubería de sostenimiento, manteniéndola siempre por debajo del nivel del hormigón fresco. Así, se consigue evitar cortes en el hormigonado por el desprendimiento de las paredes de la perforación. Cuando el hormigón alcanza la cota de la rasante del terreno se concluye con el hormigonado.
Este tipo de pilote muy recomendable para empotramientos en roca, pilotes a perforar en zonas con bolos, estratos cementados, en incluso en zonas con rellenos muy heterogéneos como escolleras. También se utiliza para la ejecución de pilotes bajo el nivel del agua, tal y como se aprecia en la siguiente fotografía de la construcción del puente en el sur de Guayaquil (Ecuador).
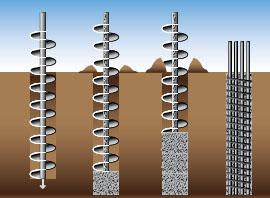
El Pilote CPI-8 es un pilote perforado con barrena continua tipo hélice hasta la profundidad solicitada (“Continuous Flight Auger”, CFA). Se trata de un pilote muy usado en España, siempre que tratemos con terrenos flojos, como arenas o arcillas. Se hormigona a través del núcleo de la barrena, mientras esta se va extrayendo, para posteriormente colocar la armadura en hormigón fresco con el apoyo de un vibrador hidráulico (lo cual implica una consistencia blanda del hormigón). La punta de la barrena queda introducida varios diámetros dentro del hormigón durante su puesta en obra. Este procedimiento resulta muy interesante respecto a otras tipologías en cuanto al tiempo de ejecución. Los diámetros habituales son de 350 a 1200 mm.
Se recomienda una dosificación mínima de cemento de 380 kg/m³ y un cono de 18 a 20 cm, con un árido máximo de 12 mm si es de cantera y 20 mm si es de gravera. Es muy importante garantizar una correcta bombealibidad del hormigón para introducirlo a través de la barrena.
El pilote CPI-8 presenta numerosas ventajas que hacen que sea una tipología muy empleada en cimentaciones profundas. Entre otras se pueden destacar las siguientes:
• No es necesario el uso de una entubación o de lodos tixotrópicos en terrenos inestables, pues la propia barrena permite la contención del terreno.
• Se puede controlar en todo momento la presión y volumen de hormigonado.
• Permiten realizar el empotramiento del pilote en estratos consistentes.
• Elevado rendimiento, lo que permite plazos de obra muy razonables.
En cuanto a las fases de ejecución, son las propias del pilotaje con barrena continua:
• Posicionamiento y aplome de la máquina para garantizar la verticalidad en la perforación.
• Perforación hasta la profundidad especificada.
• Bombeo del hormigón por el interior de la barrena y extracción simultánea de la barrena helicoidal, que lleva alojada en sus álabes el terreno perforado. El hormigón se encuentra en todo momento en contacto con la barrena helicoidal. Debe combinarse la velocidad de ascensión de la barrena, el caudal y la presión del hormigón para evitar cortes en el fuste del pilote o sobre secciones y excesos de hormigón innecesarios.
• Colocación de la armadura en el hormigón.
A continuación tenéis un Polimedia donde se explica la construcción de este tipo de pilotes.
Os dejo una colección de vídeos, algunos seleccionados por Juan José Rosas en su blog, que espero que os gusten.
Las pantallas continuas de pilotes secantes se emplean cuando las filtraciones entre pilotes (tangentes o separados), pueden poner en riesgo la pantalla o los terrenos que sustenta. En este caso, primero se hacen unos pilotes sin armadura, a distancia inferior a su diámetro, y luego los pilotes intermedios cuando el hormigón de los laterales todavía está fresco. Estos últimos pilotes son los que deben ir convenientemente armados.
El proceso constructivo presenta las siguientes fases:
1. Construcción de muro guía.
2. Perforación de pilotes secundarios.
3. Hormigonado de pilotes secundarios.
4. Perforación de pilotes primarios.
5. Colocación de la armadura en pilotes primarios.
Ejecución de pantalla de pilotes secantes. Franki Foundations
Os dejo a continuación un vídeo de la empresa Keller donde se describe el procedimiento constructivo de un pozo de gran diámetro utilizando para ello una pantalla previa de pilotes secantes.
Figura 1. Secciones de pilotes prefabricados pretensados. http://www.ingeniero-de-caminos.com/
Los pilotes prefabricados pretensados se emplean en cimentaciones profundas y como anclajes en obras terrestres y en obras marítimas. Estos pilotes presentan una mayor resistencia a flexión y a tracción que los pilotes de hormigón armado, por lo que se usan en obras en las que es necesario resistir esfuerzos horizontales grandes (muelles, pantalanes, zonas sísmicas) o de tracción (macizos de anclaje, muros, etc.).
La resistencia a tracción es igual a la fuerza del pretensado. Por su menor presencia de fisuras, también están recomendados en suelos agresivos o contaminados, además de no verse afectados por el nivel freático. Otro caso de utilización se da en terrenos muy blandos, en los que durante el proceso de hinca se pueden generar en el pilote esfuerzos importantes a tracción que son absorbidos por la precompresión inicial debida al pretensado.
Figura 2. Planta de prefabricados de pilotes de hormigón pretensado. Fuente: http://www.sciaust.com.au/
Los pilotes prefabricados de hormigón pretensado pueden tener secciones huecas o macizas, siendo estos últimos, en general, de menor sección que los tubulares. Los pilotes de sección tubular suelen ser cilíndricos, aunque también se suministran con sección octogonal y cuadrada aligeradas mediante hueco circular para disminuir el peso. El hueco central suele ser utilizado para introducir los sistemas de instrumentación. Los diámetros usuales oscilan entre los 0,60 y 1,60 m, con espesores mínimos de pared de 10 cm, siendo, en general, más largos y de mayor sección que los pilotes de hormigón armado prefabricados.
Los pilotes pretensados de sección maciza suelen ser cuadrados u octogonales y en general de dimensiones similares a los prefabricados de hormigón armado. Su configuración es similar a la de los pilotes prefabricados de hormigón armado, solo que sustituyendo la armadura longitudinal por cables o alambres de pretensar. La armadura longitudinal es en general armadura de mínimos, normalmente del 2% de la sección de hormigón.
Tipos de pilotes pretensados
Pilotes prefabricados pretensados con alambres adherentes. Los pretensados (pre-tensión) se ejecutan de una sola pieza en las bancadas de las plantas de prefabricación. Las secciones más típicas son la cuadrada y la hexagonal. Estos pilotes están provistos de un azuche metálico en la punta para protegerla en el proceso de hinca. Para grandes longitudes de pilote se dispone una junta de empalme que permite unir diferentes tramos hasta alcanzar la profundidad deseada. Las juntas deben estar diseñadas para resistir mayores solicitaciones que el propio pilote. Los elementos de conexión se ajustan y se protegen de la corrosión. Una vez conectados se consigue una pretensión que asegura la transmisión de esfuerzos.
Pilotes prefabricados con armadura postesa. Los postesados se ejecutan en tramos que son ensamblados hasta obtener la longitud deseada y postesados mediante gatos en una planta o en la propia obra. La más común es la sección anular (pilote tipo Raymond). Estos pilotes se construyen mediante centrifugado y permiten un fácil acceso para su inspección. La sección anular presenta un menor peso propio, con un gran momento de inercia y radio de giro. La longitud de estos pilotes puede llegar a 60 m, con una sección de hasta 1,50 metros.
Figura 3. Pilotes pretensados. Fuente: http://www.pilingcontractors.com.au/
La armadura transversal está formada por armadura pasiva colocada en espiral con mucha mayor densidad en la cabeza y en la punta debida a las necesidades de zunchado del hormigón durante el proceso de hinca.
Figura 4. Empalme de pilote prefabricado pretensado (Terratest). Fuente: http://www.fontdarquitectura.com/productos/cimentaciones/pilotes/588
Los pilotes pueden fabricarse de una pieza o en tramos empalmables según las necesidades de la obra. Las uniones entre tramos de pilotes pretensados son en general más complejas que las de hormigón armado. También es posible empalmar un mismo pilote tramos pretensados con armados, en función de las solicitaciones. El corte de los pilotes pretensados por pre-tensión tubulares es sencillo y se realiza mediante sierras circulares para hormigón armado.
Los importantes esfuerzos que se generan en la punta del pilote durante el proceso de hinca hacen necesario el refuerzo en la misma. La punta puede haber sido hormigonada con forma plana, cónica o piramidal o añadir azuches metálicos específicos para determinado tipo de terrenos.
La fabricación de los pilotes pretensados tubulares se ejecuta en planta de prefabricación mediante centrifugado. Utilizando el curado al vapor en cámaras, se pueden hincar pilotes a las 72 horas de su fabricación.
Los pilotes de hormigón pretensado poseen una mayor durabilidad que los de hormigón armado gracias a la limitación de aberturas de fisuras por el pretensado. No obstante, en ambientes muy agresivos (marinos, suelos orgánicos, zonas industriales, etc.) en los que se favorece la corrosión de las armaduras, el hormigón suele ser tratado con cementos especiales o incluso revestimientos protectores en general de origen bituminoso.(p. ej. brea-epoxi). Estos revestimientos se pueden aplicar a todo el fuste o solo en el tramo del pilote en el que se prevea ambiente agresivo.
Para completar la información sobre este tema, os dejo a continuación un enlace de Carlos Fernández Tadeo que indica cómo realizar un control de calidad completo de su construcción, http://fernandeztadeo.com/WordPress/?p=2647
A continuación podéis ver un vídeo Polimedia donde se explica este tipo de pilote.
También os dejo un vídeo donde se explica la fabricación de pilotes de sección circular.
[politube2]65098:450:358[/politube2]
Aquí podemos ver el proceso de fabricación.
Os dejo un vídeo interesante sobre el procedimiento constructivo, en este caso, en el nuevo aeropuerto de México.
A continuación os dejo el catálogo de pilotes prefabricados y pretensados TERRA de Terratest.
Al terminar la ejecución del pilote de hormigón, se debe proceder, en general, a la eliminación del tramo superior de hormigón o cabeza del pilote, en una operación denominada “descabezado”. Ello puede motivarse por alguna de las siguientes causas:
En pilotes prefabricados, la cabeza del pilote puede estar dañada debido al proceso de hinca, o bien la hinca ha finalizado con el pilote a una cota superior a la deseada.
En pilotes ejecutados “in situ”, debido a la técnica de hormigonado utilizada, el hormigón del tramo superior, el primero en introducirse en la perforación, suele estar contaminado debido a la mezcla del mismo con suelo desprendido de la excavación, fluidos estabilizadores o agua.
El descabezado de pilotes es una operación esencial en la ejecución del pilote, a la que no se presta en algunas ocasiones la debida importancia y puede generar afecciones económicas, de plazo y de riesgo laboral muy significativas en la obra.
En el caso de pilotes metálicos, la operación del descabezado se realiza con mayor facilidad, realizando el corte de la sección con soplete u oxicorte.
El descabezado de los pilotes de hormigón se ha efectuado tradicionalmente mediante picado con martillo neumático de mano o montado en el brazo de retroexcavadora. La elección del método de descabezado más apropiado no suele especificarse en la fase de proyecto del pilotaje. La decisión suele dejarse en manos del contratista especializado en función de las características de los pilotes, las técnicas utilizadas habitualmente en la zona, los riesgos laborales e incluso los efectos ambientales que produzca en el entorno.
Los pilotes prefabricados se descabezan en una longitud de 1 m aproximadamente, dejando unos 50 cm de armaduras y asegurando una entrega mínima en el encepado de 5 cm. La norma NTE-CPI Cimentaciones. Pilotes in situ, indica que el pilote, una vez terminado, deberá quedar hormigonado a una altura superior a la definitiva, exceso que será demolido una vez endurecido el hormigón. La altura de este exceso a sanear será como mínimo la mitad del diámetro cuando la cabeza quede por encima del diámetro, cuando la cabeza quede por encima del nivel freático, o de vez y media el diámetro cuando la cabeza quede debajo del nivel freático. De todos modos, la recomendación es que la Dirección Facultativa indique la profundidad a descabezar teniendo en cuenta estos factores y el grado de contaminación del hormigón de la parte superior del pilote.
En los últimos años, se han desarrollado diversas alternativas a este método y que a continuación se presentan con sus ventajas e inconvenientes.
Métodos mecánicos.
El método tradicional para efectuar el descabezado de un pilote consiste en la utilización de martillos rompedores, bien martillos neumáticos de mano o montados sobre brazo de retroexcavadora. Aunque este método utiliza medios económicos y disponibles en cualquier obra, no siempre es adecuado, sobre todo en pilotes de pequeño diámetro, pues puede provocar daños innecesarios si no se realiza con cuidado. Además, puede generar riesgos a los trabajadores por proyección de trozos de hormigón a alta velocidad.
El método es aplicable, en principio, a todos los tipos de pilote de hormigón, siendo los aspectos más relevantes de su ejecución los siguientes:
El descabezado se deberá efectuar al menos 5 días después del hormigonado. En pilotes con hormigones con alto contenido en cemento, este periodo de fraguado debe extenderse.
Los martillos hidráulicos no se deben emplear penetrando verticalmente en el pilote, sino desde el perímetro hacia el centro.
No se debe descabezar pilotes de pequeño diámetro, pilotes poco armados o pilotes en suelos muy blandos con martillos de gran capacidad.
Esta técnica de descabezado puede provocar fallos en los ensayos de integridad del pilote.
Métodos hidráulicos.
Sistema hidráulico de descabezado de pilotes. http://demolicionescordoba.es
Existen distintos aparatos hidráulicos diseñados específicamente para el descabezado de pilotes de hormigón de diferentes secciones y tamaños, tanto prefabricados como hormigonados “in situ”. Estos aparatos pueden ir montados sobre el brazo de una retroexcavadora hidráulica o bien suspendidos de cables.
Estos sistemas no suelen ser apropiados para pilotes de gran diámetro, pantallas continuas y pantallas de pilotes secantes, aunque algún fabricante proporciona equipos para estos dos últimos casos.
Sistemas integrados (pasivos).
Los sistemas integrados de descabezado de tipo pasivo se basan en la instalación dentro del pilote de un dispositivo que elimine la adherencia armaduras-hormigón en la zona superior del mismo. El sistema Coredeck consiste en la colocación de forros de espuma en el extremo superior de las armaduras principales y en algunos casos algún elemento transversal tipo anillo que genere una discontinuidad en el hormigón.
El sistema Elliot utiliza cuñas que, introducidas en un agujero en la cabeza del pilote a la altura del descabezado, actúan de forma opuesta rajándolo lateralmente. El agujero puede ser perforado mecánicamente o preparado empleando un inserto de en cuyo extremo inferior hay colocado un tubo que es introducido en el hormigón fresco. El sistema se completa incorporando en las armaduras principales unos casquillos de poliestireno que eliminan la adherencia.
Estos sistemas se suelen usar en pilotes de gran diámetro hormigonados in situ y en pantallas de pilotes secantes o tangentes y muros pantalla.
Sistemas integrados (activos).
Instalación de disipadores. Sistema recepieux. http://www.recepieux.com/es/como-funciona/
Las técnicas de descabezado más sofisticadas son los sistemas integrados activos. Consisten básicamente en la incorporación en el interior del pilote de un dispositivo de rotura del mismo a la altura deseada que una vez endurecido el hormigón se activa de forma remota. El sistema recepieux se basa en la inducción de la rotura horizontal, introduciendo productos químicos expansivos en el interior del pilote a través de conductos y cámaras de expansión debidamente posicionadas a la altura deseada.
El sistema FAST utiliza agua a presión para producir la rotura del pilote a través de un sistema de tuberías cuidadosamente diseñadas e integradas en la armadura.
Estos sistemas se suelen emplear en pilotes de gran diámetro hormigonados in situ y en pantallas de pilotes tangentes. No son de aplicación en el descabezado de pantallas de pilotes secantes de gran diámetro y muros pantalla.
Hidrodemolición.
El uso de las técnicas de hidrodemolición en pilotes es poco frecuente. Consiste en la aplicación, mediante inyectores, de agua a muy alta presión, capaz de eliminar el hormigón dejando las armaduras intactas.
Se pueden emplear lanzas de agua manuales o equipos específicos consistentes en unidades manejadas por control remoto que poseen un anillo de inyectores de agua que se colocan en el perímetro del pilote.
Este método puede ser aplicado en teoría en cualquier tipo de pilote, pantalla continua o pantalla de pilotes.
Os dejo un último vídeo donde se resumen todos los procedimientos descritos:
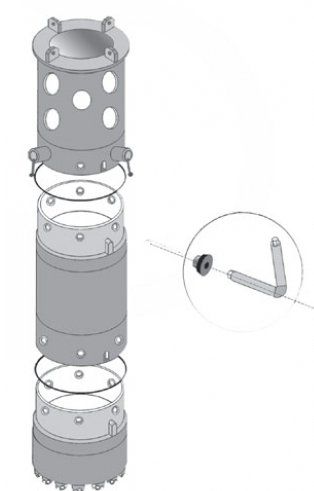
Sistema Omega de ejecución de pilotes. Imagen: W. Van Impe (http://scon.persianblog.ir/post/121/)
El sistema Omega de ejecución de pilotes permite, mediante la aplicación de rotación y empuje a la cabeza en la fase de perforación y rotación y tiro en la fase de extracción, la instalación de pilotes con total ausencia de vibraciones y produciendo un desplazamiento lateral del terreno que lo compacta y evita la extracción de detritus.
Por encima del diámetro máximo de la cabeza, unas hélices horizontales y la inclinación adecuada del ángulo superior producen un segundo desplazamiento del terreno durante la secuencia de extracción y la fase de hormigonado. En esta fase, la presión controlada de inyección de hormigón a través de la varilla del tubo central induce un tercer estado de desplazamiento, asegurando una perfecta adherencia del pilote al terreno.
Se utiliza una perforadora de vuelo parcial con una sección de desplazamiento que comprime y mejora la densidad de los flancos del agujero. Esto mejora la fricción perimetral y la capacidad de carga del pilote vaciado en el molde.
 Los pilotes empujados por hélices «helical piles«, o pilotes helicoidales, son pilotes prefabricados que se introducen en el terreno como si fuera un tornillo, debido a la forma en hélice del elemento, mediante equipos de perforación hidráulicos o eléctricos que se manejan manualmente o se montan sobre maquinaria. Estos pilotes se empezaron a utilizar en 1838 por parte del ingeniero norirlandés Alexander Mitchell en la construcción del faro Maplin Sands, en la desembocadura del Támesis. Fue el primero de una serie de faros cimentados sobre pilotes de rosca.
Los pilotes empujados por hélices «helical piles«, o pilotes helicoidales, son pilotes prefabricados que se introducen en el terreno como si fuera un tornillo, debido a la forma en hélice del elemento, mediante equipos de perforación hidráulicos o eléctricos que se manejan manualmente o se montan sobre maquinaria. Estos pilotes se empezaron a utilizar en 1838 por parte del ingeniero norirlandés Alexander Mitchell en la construcción del faro Maplin Sands, en la desembocadura del Támesis. Fue el primero de una serie de faros cimentados sobre pilotes de rosca.