Un hormigón se considera homogéneo cuando su composición es uniforme en todos sus puntos. Esto implica que el principio, la parte media y el final de la amasada mantienen la misma calidad. De esta manera, las amasadas sucesivas pueden considerarse idénticas. La homogeneidad se consigue a través de un buen amasado, de un transporte cuidadoso y de una colocación adecuada.
Un hormigón homogéneo implica que debe ser uniformemente heterogéneo, es decir, que sus componentes deben estar perfectamente mezclados y en la proporción prevista en la dosificación de la mezcla en cualquier parte de su masa. Las mezclas bien diseñadas y adecuadamente amasadas proporcionan una manejabilidad uniforme y óptima, independientemente de la ubicación de la muestra tomada en la mezcla, lo que permite obtener hormigones con resultados consistentes y poco dispersos.
Para garantizar la homogeneidad, es crucial mantener una proporción adecuada entre agua y cemento, así como asegurar una mezcla completa de los componentes para lograr la consistencia deseada. Tal y como indica el Código Estructural en su Artículo 51.3.3, los componentes se amasarán de forma que se consiga su mezcla íntima y homogénea, debiendo resultar el árido bien recubierto de pasta de cemento. La mejor forma de conseguirlo es introduciendo los componentes en una hormigonera o máquina amasadora, que se encarga de mezclarlos, lista para su aplicación en la obra.

La calidad uniforme de los componentes y la precisión de los dosificadores son aspectos críticos para lograr esta homogeneidad en el hormigón. Si los componentes iniciales son uniformes y los dosificadores proporcionan las cantidades precisas, entonces la variabilidad en los hormigones la determina la calidad del proceso de mezclado. Es esencial elegir adecuadamente el equipo de mezclado, pues este garantiza la homogeneidad de los productos finales. El Código Estructural, en su artículo 51.3.2.1, indica que la dosificación de cemento, de los áridos, y en su caso, de las adiciones, se realizará en peso. Además, se deberá vigilar el mantenimiento de la dosificación para garantizar una adecuada homogeneidad entre amasadas.
La gravedad y las fuerzas de rozamiento obstaculizan el movimiento de los materiales durante la fase inicial del amasado. Se producen rozamientos superficiales entre la masa y las paredes, rozamientos internos debido a la rugosidad de los áridos, y rozamientos complejos causados por la variabilidad de la viscosidad en diferentes partes de la mezcla. Por tanto, para obtener un hormigón homogéneo, es esencial no solo reducir la influencia de estas fuerzas, sino también romper las fuerzas de unión que mantienen los granos unidos por el agua de la mezcla. Esto requiere un aporte significativo de energía, distribuida de manera óptima por los componentes de mezclado. En este sentido, los fabricantes investigan qué tipo de perfiles son los más adecuados para las paletas, su número y disposición en el equipo de amasado. Para lograr mezclas de calidad, es fundamental que los medios mecánicos empleados sean lo suficientemente potentes para permitir el desplazamiento de los componentes entre sí, sin favorecer a ciertos elementos según su tamaño o densidad.
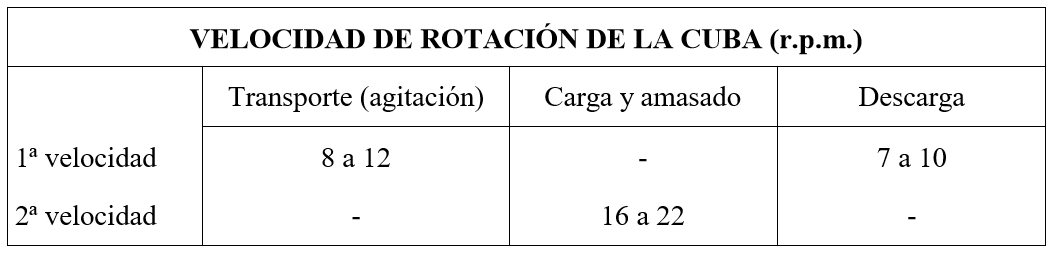
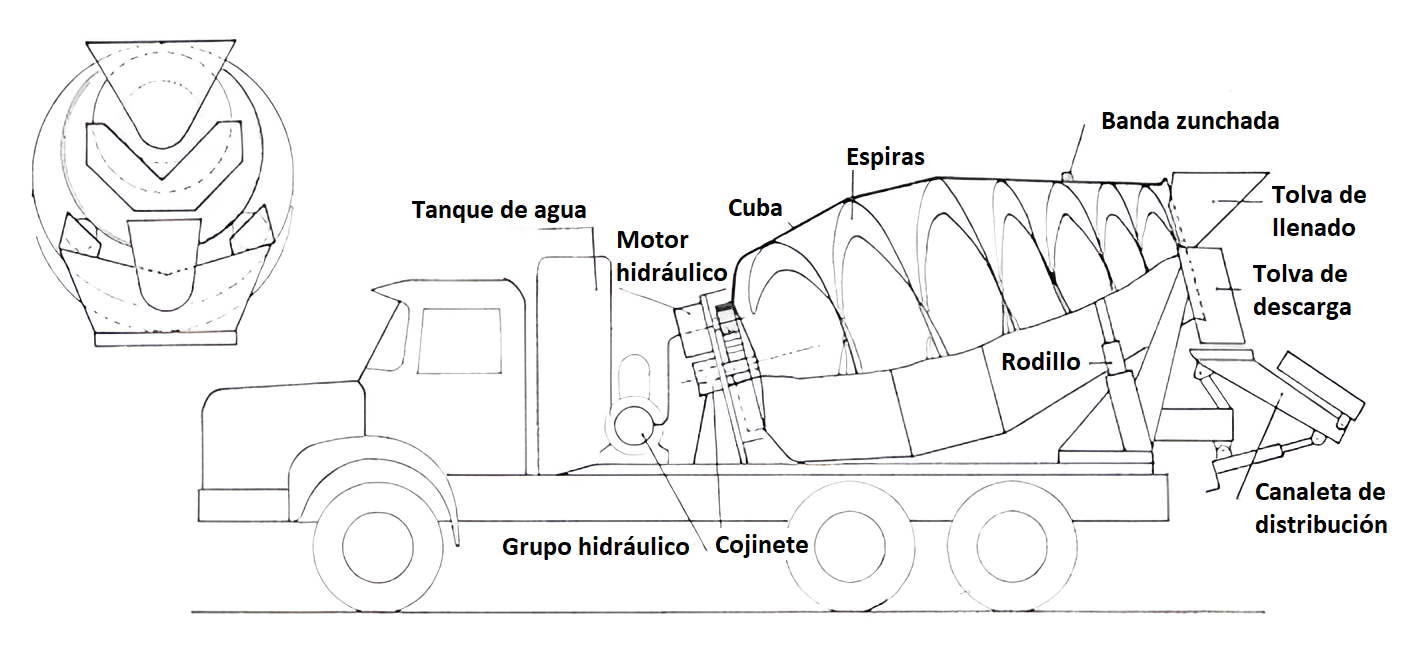
El Código Estructural, en su Artículo 51.4.1 relativo al transporte del hormigón, indica que no deberán presentar desperfectos o desgastes en las paletas o en su superficie interior que puedan afectar a la homogeneidad del hormigón. Asimismo, el transporte podrá realizarse en amasadoras móviles, a la velocidad de agitación, o en equipos con o sin agitadores, siempre que tales equipos tengan superficies lisas y redondeadas y sean capaces de mantener la homogeneidad del hormigón durante el transporte y la descarga.
En la prefabricación de piezas de hormigón, se debe desmoldar lo antes posible, por lo que es importante contar con equipos de mezclado que garanticen una perfecta cohesión y una plasticidad constante en los hormigones producidos.
En ciertos tipos de equipos, como las hormigoneras, la densidad desempeña un papel fundamental, pues los componentes del hormigón son elevados y luego caen de nuevo en la mezcla. En el caso de las amasadoras, un exceso de energía contribuye a mejorar las propiedades de la mezcla.
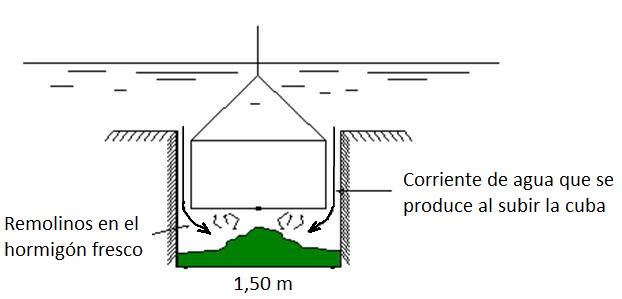
La dislocación de la mezcla del hormigón, que es un error que afecta la homogeneidad, puede ocurrir incluso cuando la mezcla inicial es adecuada. Durante el transporte, vertido o fraguado, los elementos del hormigón tienden a separarse y decantarse según su densidad y tamaño.
La segregación del hormigón supone que sus componentes se separan, lo que provoca una superficie mal acabada con grietas o fisuras, o un exceso de mortero que afecta su resistencia y durabilidad. Por otro lado, si la mezcla es demasiado líquida, los áridos gruesos tienden a caer al fondo del molde o encofrado, mientras que el mortero queda en la superficie, lo que implica una pérdida de homogeneidad por decantación. La probabilidad de que ocurran estos fenómenos aumenta con el contenido de agua, el tamaño máximo del árido, las vibraciones o sacudidas durante el transporte, y la colocación en obra en caída libre. Es importante señalar que un hormigón poco manejable tiende a segregar, lo que provoca resistencias mecánicas inferiores a las previstas y superficies poco estéticas cuando se retira el encofrado.
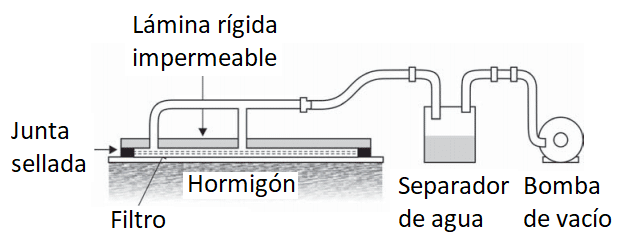
La exudación del hormigón es otro tipo de segregación en el cual el agua tiende a ascender hacia la superficie de la mezcla debido a la incapacidad de los áridos para retenerla durante la compactación. Esta agua forma una capa delgada, débil y porosa en la superficie del hormigón, careciendo de resistencia y durabilidad.
La homogeneidad del hormigón se ve comprometida cuando queda afectada la cohesión entre sus componentes. Esto puede ocurrir debido a una relación inadecuada entre los ingredientes, como en el caso de un hormigón demasiado seco o con demasiada agua. Un hormigón seco con poca agua y componentes finos tiende a separar los áridos más gruesos, mientras que un exceso de agua aumenta el riesgo de segregación, con el mortero separándose de los áridos. Por tanto, hay que cuidar la proporción de materiales y la humedad durante el mezclado para evitar la segregación y garantizar la homogeneidad.
La pérdida de homogeneidad en el hormigón está estrechamente ligada a su cohesividad: cuanto menor sea esta última, mayor será la pérdida de homogeneidad. Esto se refleja en la relación inadecuada entre arena y grava, el tamaño máximo del árido, el contenido de agua, entre otros factores. Un hormigón debe ser manejable sin mostrar signos de segregación, lo que implica una adecuada cohesión.
Las mezclas más propensas a la segregación son aquellas que son poco manejables o ásperas, extremadamente fluidas o secas, o aquellas que contienen una gran cantidad de arena. Además, incluso un hormigón muy manejable puede experimentar segregación si ha sido sometido a un tratamiento inadecuado o a operaciones mal ejecutadas.
Os dejo algún vídeo explicativo al respecto.
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
CORMON, P. (1979). Fabricación del hormigón. Editores Técnicos Asociados, Barcelona, 232 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València, 189 pp.
MONTERO, E. (2006). Puesta en obra del hormigón. Exigencias básicas. Consejo General de la Arquitectura Técnica de España, Madrid, 750 pp.
YEPES, V. (2020). Procedimientos de construcción de cimentaciones y estructuras de contención. Colección Manual de Referencia, 2ª edición. Editorial Universitat Politècnica de València, 480 pp. Ref. 328. ISBN: 978-84-9048-903-1.
YEPES, V. (2023). Maquinaria y procedimientos de construcción. Problemas resueltos. Colección Académica. Editorial Universitat Politècnica de València, 562 pp. Ref. 376. ISBN 978-84-1396-174-3

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.