Tradicionalmente, se ha considerado el curado como un proceso que tiene lugar después de colocar y acabar el hormigón. Sin embargo, es esencial comprender que el curado debe iniciarse en el momento en que la superficie del hormigón empieza a secarse. Esto sucede cuando el agua de exudación se evapora más rápido de lo que puede ascender a la superficie. Estas condiciones pueden ocurrir incluso antes de completar el acabado del hormigón, lo que permite distinguir diversas fases del proceso de curado. La norma ACI 308 R señala que, debido a las distintas etapas que atraviesa el hormigón desde su elaboración hasta que la estructura adquiere las propiedades de diseño, es necesario distinguir tres fases de curado a lo largo del tiempo: curado inicial, curado intermedio y curado final.
Curado inicial
El curado inicial abarca el periodo desde la colocación hasta el acabado del hormigón y busca evitar la pérdida de humedad en la superficie. Si el acabado se realiza justo después de que desaparezca el agua de exudación, no es necesario implementar medidas de curado inicial. Sin embargo, suele ser imprescindible cuando el secado de la superficie comienza antes del fraguado, o incluso antes de que se complete el acabado. Hay que considerar que la velocidad de evaporación del agua es máxima justo antes del fraguado del cemento, pues posteriormente el agua se desplaza por difusión en el interior del hormigón, un proceso muy lento. Por lo tanto, resulta de suma importancia evitar el secado durante las primeras horas posteriores a la colocación del hormigón.
El curado inicial previene la fisuración debida a la retracción plástica en hormigones con muy poca exudación o que no exuden. Un ejemplo son los hormigones que contienen cementos finos u otros materiales cementantes finos, como el humo de sílice, las cenizas volantes o la escoria. También se incluyen en esta categoría los hormigones con una baja relación agua-cemento, con alto contenido de aire o con aditivos reductores de agua. Además, se recomienda su aplicación en ambientes con alta evaporación de la superficie del hormigón, como en condiciones de calor intenso.
Se pueden emplear diversos métodos que no dañen ni deformen la superficie del hormigón fresco, como la nebulización, el uso de reductores de evaporación o la modificación del entorno mediante sombras, barreras de viento o cerramientos. En caso de que el proceso de acabado involucre varias operaciones que se extiendan en el tiempo, es fundamental mantener las medidas de curado iniciales o volver a aplicarlas hasta que el acabado esté completo.
El curado inicial debe llevarse a cabo justo después de que desaparezca el brillo del agua de exudación, lo cual puede ocurrir tras el nivelado y, en algunos casos, incluso antes del alisado. Es importante eliminar el exceso de agua procedente del rociado de neblina o de los reductores de evaporación, o bien permitir que se evapore antes de finalizar el acabado de la superficie.
Curado intermedio
El curado intermedio es necesario cuando la superficie del hormigón se ha acabado antes de que se complete el proceso de fraguado. Esto puede ocurrir cuando se alcanza rápidamente la textura superficial, cuando hay retraso en el fraguado o en ambos casos.
Si se ha realizado un curado inicial, el curado intermedio puede mantener la nebulización continua o la aplicación de retardadores de evaporación. En caso contrario, los métodos empleados no deben dañar la superficie del hormigón, ya que aún no ha alcanzado su fraguado final y no es capaz de resistir el daño mecánico. Por lo tanto, el agua debe aplicarse con suavidad.
Después de la última pasada de acabado, se pueden aplicar compuestos de curado mediante aspersores. Estos compuestos tienen la ventaja de poder aplicarse antes de que el hormigón haya completado su fraguado y, a menudo, se aceptan como método final de curado. Si, justo después del acabado, se cubre la superficie del hormigón con arpillera, por ejemplo, para reducir su resistencia a las sales fundentes; esto puede afectar a su calidad. Por ello, es preferible cubrir suavemente la superficie con láminas de plástico tras el acabado y reemplazarlas por arpillera una vez que el hormigón haya alcanzado su fraguado final.
Curado final
El curado final comprende los procedimientos aplicados después del acabado y una vez que el hormigón ha fraguado y ha comenzado a desarrollar resistencia. Es crucial no demorar las medidas de curado una vez completado el acabado, ya que puede ocasionar una pérdida significativa de agua por evaporación, especialmente cuando la textura del acabado da lugar a una amplia superficie expuesta, como ocurre con el cepillado o el ranurado. El curado final puede efectuarse mediante la extensión de los métodos utilizados en el curado inicial o intermedio, o mediante la aplicación de otros métodos, como la aspersión, el uso de arpilleras u otros materiales absorbentes humedecidos o el riego con manguera, entre otros.
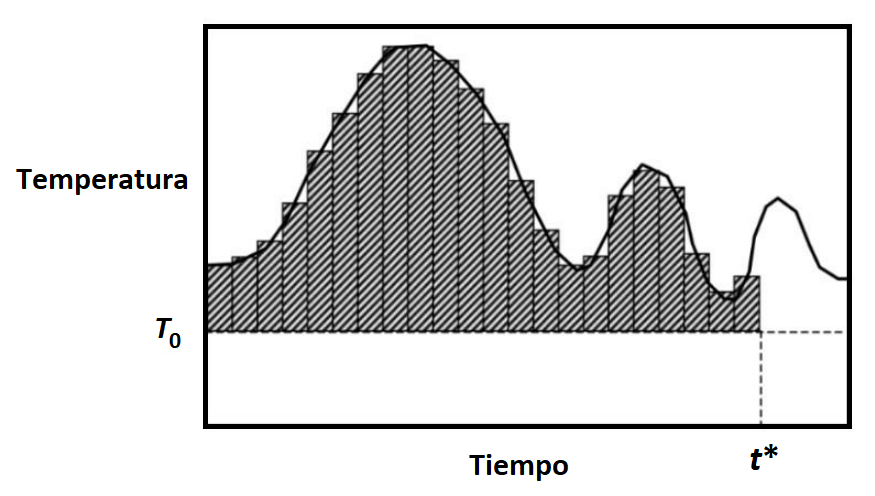
Una vez examinadas las tres acciones que conforman el proceso de curado, se comprende la importancia de planificar meticulosamente el curado de una estructura significativa, así como la relatividad de la afirmación «el mejor curador es el agua». La elección del método de curado adecuado, entre las numerosas opciones disponibles, dependerá, como se ha señalado, de la rapidez con la que se esté secando la superficie del hormigón, de si ya se han producido los fraguados inicial y final, y de si las operaciones de acabado han concluido o no. Esto implica la necesidad de conocer aproximadamente el tiempo de curado del hormigón en cuestión, considerando las condiciones climáticas específicas de la obra.
Os dejo un documento de Sika sobre el curado del hormigón.
Referencias:
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València, 189 pp.
MENZEL, C.A. (1954). Causes and Prevention of Crack Development in Plastic Concrete. Proceedings of the Portland Cement Association, Vol. 130:136.
LERCH, W. (1957). Plastic shrinkage. ACI Journal, 53(8):797-802.
YEPES, V. (2023). Maquinaria y procedimientos de construcción. Problemas resueltos. Colección Académica. Editorial Universitat Politècnica de València, 562 pp. Ref. 376. ISBN 978-84-1396-174-3
Cursos:
Curso de fabricación y puesta en obra del hormigón.

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.