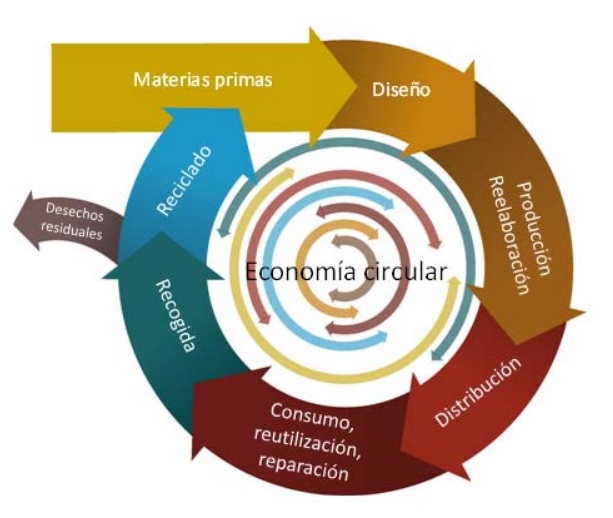
¿Qué es la economía circular y en qué se diferencia del modelo económico tradicional?
La economía circular es un modelo económico diseñado para eliminar los residuos y maximizar el uso eficiente de los recursos, todo lo cual contrasta con el modelo lineal tradicional de «tomar, hacer y desechar». Su objetivo principal es mantener los productos, materiales y recursos en uso durante el mayor tiempo posible. En la práctica, esto se consigue cerrando ciclos (transformando residuos en materias primas secundarias), ralentizando ciclos (alargando la vida útil de productos y materiales) y estrechando ciclos (maximizando el valor económico de una cantidad fija de recursos).
¿Por qué la industria del cemento y del hormigón está adoptando la economía circular?
Lo hace debido a los desafíos ambientales sin precedentes y a la creciente demanda de recursos. El Foro Económico Mundial señala que cada año se incorporan a la economía mundial 100 mil millones de toneladas de materiales, de los cuales cerca de la mitad se utilizan en ingeniería y construcción. Se estima que para el año 2100 se necesitarán dos mil millones de nuevos hogares, junto con su infraestructura de apoyo. La economía circular es esencial para reducir esta intensa demanda de recursos, mejorar la eficiencia en la fabricación y el diseño, maximizar la vida útil de los proyectos y minimizar y reutilizar los residuos. Además, la adopción de la economía circular es clave para que el sector alcance la neutralidad en emisiones de carbono para el año 2050, un objetivo global de la industria.
¿Cuáles son los principios clave de la economía circular aplicados al cemento y al hormigón según las «9R» del PNUMA?
El Programa de las Naciones Unidas para el Medio Ambiente (PNUMA) describe la economía circular en términos de nueve acciones «R», que, en el caso de materiales de construcción de larga duración como el cemento y el hormigón, se adaptan a seis categorías principales:
- Reducir por diseño: disminuir la cantidad de material utilizado desde la fase de concepción.
- Reciclar: evitar la eliminación de residuos y permitir que el material vuelva al ciclo de producción.
- Readaptar: modificar elementos y componentes para un uso igual o mejor que el original.
- Reutilizar: Utilizar los materiales o productos tal cual, siempre que sea posible.
- Rechazar/Reducir: comprar o usar menos y utilizar artículos y servicios durante más tiempo.
- Reparar, renovar o remanufacturar: reparar en lugar de reemplazar, renovar lo existente o remanufacturar equipos para que queden como nuevos. Estos principios son particularmente efectivos en el cemento y el hormigón, debido a su durabilidad y completa reciclabilidad.
¿De qué manera se aplican los conceptos de economía circular en las fases de diseño de productos y proyectos en la industria del cemento y del hormigón?
En la fase de diseño, la circularidad se aborda de dos maneras:
- Diseño de productos: Por un lado, se optimizan las recetas de hormigón para cumplir con los requisitos técnicos y maximizar el contenido reciclado, por ejemplo, incorporando cenizas volantes como material cementoso suplementario (SCM) para reducir la cantidad de clínker y mejorar la durabilidad.
- Diseño de proyectos: La versatilidad del hormigón permite a los diseñadores optimizar el uso de materiales y la circularidad. Esto incluye el uso de elementos prefabricados de hormigón que pueden desmontarse y reutilizarse en nuevos proyectos, así como la implementación de sistemas de construcción modular que facilitan la adaptación y el reúso.

¿Qué papel juega el reciclaje en la economía circular del cemento y el hormigón?
El reciclaje es fundamental para reducir el empleo de materias primas. En la producción de clínker, se emplea el procesamiento de residuos y materiales secundarios como combustibles y materias primas alternativas (ARMs), lo que permite sustituir combustibles fósiles y materias primas primarias, y gestionar residuos. En cuanto al hormigón y los agregados, el primero es completamente reciclable: sus componentes prefabricados pueden reciclarse para producir nuevos hormigones y el hormigón al final de su vida útil puede procesarse para producir áridos reciclados de calidad controlada que sustituyen a los áridos naturales.
¿De qué manera contribuye la durabilidad del hormigón a la reutilización y readaptación de proyectos?
La durabilidad y longevidad inherentes del hormigón lo convierten en un material ideal para la reutilización y readaptación. Los elementos de hormigón pueden diseñarse para ser desmontados y reutilizados en otros proyectos, incluidos sistemas prefabricados o diseños modulares completos. A nivel de proyecto, las estructuras de hormigón son intrínsecamente adecuadas para la readaptación, ya que tienen una larga vida útil, requieren poco mantenimiento y son resistentes a desastres naturales como inundaciones e incendios. Esto permite reutilizar edificios con estructuras de hormigón duraderas en lugar de demolerlos y reconstruirlos, como en el caso de la reconversión de antiguas fábricas en modernos espacios.
¿Qué nuevas tecnologías se están investigando para fomentar la economía circular en la industria del cemento y del hormigón?
Esta industria está invirtiendo en investigación y desarrollo de tecnologías innovadoras para aumentar la circularidad. Entre ellas, destacan los Materiales Cementosos Suplementarios (MCS), como las cenizas volantes y la escoria de alto horno granulada, que sustituyen parcialmente al clínker, reducen la huella de carbono y mejoran la durabilidad del hormigón. También se están llevando a cabo investigaciones para mejorar la recarbonatación del hormigón, es decir, el proceso natural por el cual el material absorbe CO₂ del medio ambiente. El objetivo es optimizar este proceso en el hormigón demolido al final de su vida útil para maximizar la absorción de CO₂ y contribuir a la reducción neta de carbono.
¿Qué iniciativas específicas propone la GCCA para acelerar la adopción de la economía circular en los sectores del cemento y el hormigón?
La Global Cement and Concrete Association (GCCA) propone varias iniciativas que requieren colaboración público-privada para establecer un marco regulatorio común:
- Facilitar el uso de residuos como combustibles alternativos y materias primas en la producción de clínker, incentivando la segregación de residuos y la infraestructura para su procesamiento.
- Promover el uso de materiales cementosos suplementarios (MCS) en la fabricación de cemento y hormigón, para lo cual los gobiernos deberían incluirlos en las especificaciones de los proyectos públicos y revisar las normativas de construcción.
- Reducir y eliminar gradualmente los vertederos de residuos de construcción y demolición de hormigón, estableciendo normativas que obliguen a reciclar estos materiales. Con estos compromisos se pretende acelerar la implementación de principios circulares, informar sobre los progresos mediante métricas, innovar en productos y aplicaciones, colaborar para promover buenas prácticas y fomentar el diseño circular desde el principio.
Os paso un enlace a un artículo que profundiza sobre las ideas anteriores.
La Industria del Cemento y del Hormigón y su rol en la transición hacia una Economía Circular
Os dejo algunos vídeos al respecto, espero que os sean de interés.
Curso:
Curso de fabricación y puesta en obra del hormigón.

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.