La unidad experimental (UE) es el elemento central en el diseño y el análisis de experimentos comparativos. Se define como la entidad a la que se le puede asignar un tratamiento de forma independiente y sobre la cual se realizan las mediciones. La identificación correcta de la UE es fundamental, ya que la estimación de la variabilidad natural, conocida como error experimental, depende exclusivamente de la comparación entre unidades experimentales idénticas que reciben el mismo tratamiento.
Una unidad experimental puede contener múltiples unidades muestrales, subelementos que reciben obligatoriamente el mismo tratamiento que la UE a la que pertenecen. Por esta razón, la variabilidad entre estas unidades muestrales internas no resulta útil para estimar el efecto del tratamiento. Un diseño experimental sólido se basa en la capacidad de distinguir los efectos reales de los tratamientos del «ruido» natural del sistema, una distinción que solo es posible mediante la correcta cuantificación de la variabilidad entre las unidades experimentales completas.
Definiciones fundamentales
El marco de un experimento se define a través de sus componentes básicos, en los que la unidad experimental y la unidad muestral desempeñan funciones distintas, aunque interconectadas.
1. La unidad experimental (UE)
La unidad experimental es el pilar de cualquier ensayo comparativo. Su definición formal es la siguiente:
«El elemento sobre el que se realizan las mediciones y al que se puede asignar un tratamiento de forma independiente».
El conjunto de todas las unidades experimentales disponibles para un estudio se denomina material experimental. La definición de una UE es flexible y se adapta a los objetivos de la investigación.
Ejemplos prácticos:
Ensayo de resistencia del hormigón: la unidad experimental puede ser un bloque o un cilindro de hormigón elaborado con una mezcla específica. Las unidades muestrales serían las probetas o las muestras extraídas del mismo bloque para realizar ensayos de compresión o de flexión.
Prueba de rendimiento de pavimentos: la unidad experimental puede ser un tramo de vía construido con un diseño o material específico (por ejemplo, un segmento de 50 metros). Las unidades muestrales serían los puntos de medición dentro del tramo, por ejemplo, las deflexiones o la rugosidad.
Ensayo de estructuras a escala en laboratorio: la unidad experimental puede ser una viga o una columna, construida según un diseño específico. Las unidades muestrales serían los puntos de medición (deformaciones, desplazamientos o tensiones) registrados por sensores a lo largo de la estructura.
El criterio esencial para definir una UE es que sea capaz de recibir diferentes tratamientos de manera independiente de las demás unidades.
2. La unidad muestral.
Dentro de una unidad experimental pueden existir subelementos en los que se aplican las condiciones experimentales. A estos se les conoce como unidades muestrales.
La regla fundamental que las rige es que todas las unidades muestrales de una misma unidad experimental deben recibir el mismo tratamiento. Como consecuencia directa, la asignación del tratamiento a estas subunidades no es independiente entre sí, lo que tiene implicaciones críticas para el análisis estadístico.
El papel de la estimación en la variabilidad.
La distinción entre unidades experimentales y muestrales es crucial para inferir correctamente los efectos de un tratamiento, ya que incide directamente en la medición de la variabilidad del sistema.
a. El error experimental
Para evaluar si un tratamiento tiene un efecto real, es necesario conocer la variabilidad natural del material experimental. Esta variabilidad inherente se conoce como error experimental. Es la base contra la que se comparan las diferencias observadas entre los tratamientos.
b. Metodología de estimación
La estimación correcta del error experimental solo se logra a partir de las diferencias observadas entre unidades experimentales que, en principio, son idénticas y han recibido el mismo tratamiento.
Fuente de estimación válida: la variación entre unidades experimentales es la única que permite estimar correctamente el error experimental.
Fuente de estimación no válida: la variación entre las unidades muestrales dentro de una misma unidad experimental es, por lo general, muy pequeña y no proporciona información útil para estimar el efecto del tratamiento ni el error experimental.
La observación clave es que «solo la unidad experimental completa permite estimar correctamente el error experimental».
Tipología de variables en un experimento.
Los datos recopilados en un experimento se organizan en dos categorías principales de variables:
Tipo de variable
Descripción
Variables de respuesta
Son las mediciones obtenidas de las unidades experimentales. Sus valores reflejan tanto los efectos de los tratamientos como la variabilidad natural del sistema.
Variables explicativas (factores)
Son las variables que se manipulan o controlan porque se cree que influyen en las variables de respuesta. Incluyen los factores de clasificación, que definen los niveles o categorías sobre los cuales se realizan las inferencias estadísticas.
Conclusión: el fundamento de un diseño sólido.
La estructura de un diseño experimental robusto se basa en comparar unidades experimentales similares. Este enfoque permite a los investigadores distinguir de manera fiable el efecto real de los tratamientos aplicados del «ruido» o de la variabilidad natural inherente al sistema experimental. Por tanto, la identificación precisa y la gestión adecuada de la unidad experimental no son meros detalles técnicos, sino requisitos indispensables para que las conclusiones científicas derivadas del experimento sean válidas y fiables.
En este documento tenéis un resumen de las ideas más importantes.
Base del Citigroup Center junto a la Iglesia de San Pedro, lo que obligó a una disposición inusual de las columnas. https://es.wikipedia.org/wiki/Citigroup_Center
Introducción: El gigante con pies de barro.
Los rascacielos son monumentos a la permanencia. Se elevan sobre nuestras ciudades como símbolos de ingenio, poder y estabilidad estructural. Sin embargo, en 1978, el Citigroup Center, uno de los edificios más innovadores y reconocibles de Nueva York, ocultaba un secreto aterrador. Inaugurado con gran fanfarria en 1977, este hito de la ingeniería estaba, de hecho, peligrosamente cerca del colapso.
La ironía central de esta historia es casi cinematográfica: el fallo catastrófico se descubrió gracias a la pregunta de una estudiante universitaria, y la persona que cometió el error de cálculo que puso en peligro a miles de personas fue la misma que se convirtió en el héroe que los salvó. Esta es la historia de cómo una combinación de error humano, ética profesional y una suerte increíble evitó uno de los mayores desastres arquitectónicos de la historia moderna.
1. No bastó con un solo error; se necesitaron dos para poner en jaque al gigante.
El fallo que puso en jaque al Citigroup Center no fue un simple descuido, sino la combinación de dos errores críticos que se multiplicaron entre sí.
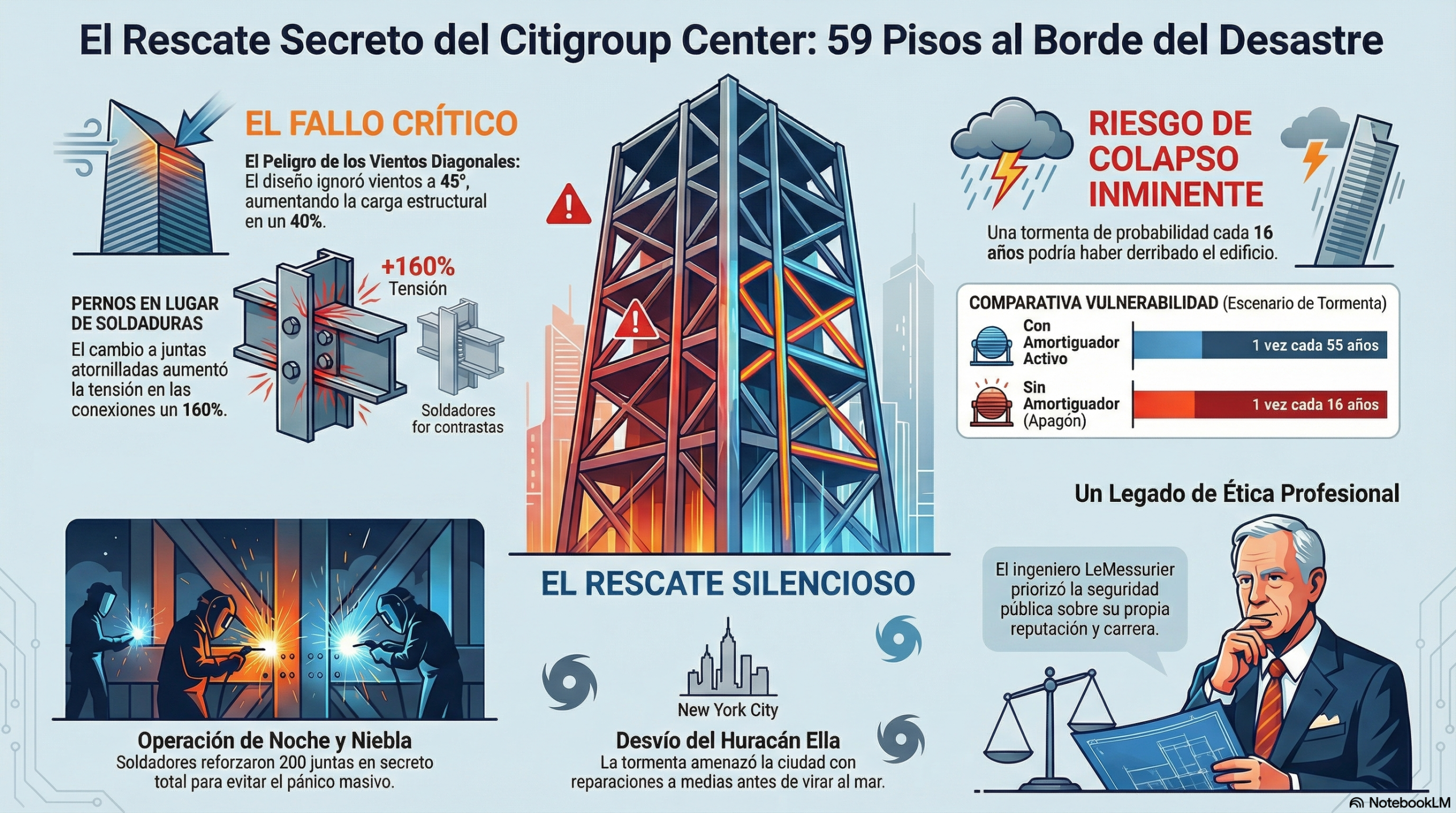
El primero fue un error de cálculo cometido por William LeMessurier, el ingeniero jefe. Siguiendo el código de construcción de la época, calculó las cargas de viento que incidían perpendicularmente en las caras del edificio. Sin embargo, debido al diseño único de la torre, que estaba apoyada sobre cuatro enormes pilares situados en el centro de cada lado en lugar de en las esquinas, pasó por alto que los vientos diagonales (conocidos como quartering winds) ejercían una tensión mucho mayor. Este descuido incrementó la carga en las uniones estructurales clave en un 40 %.
El segundo error agravó fatalmente el primero. Durante la construcción, la empresa constructora Bethlehem Steel propuso sustituir las uniones soldadas, que eran más resistentes pero también más costosas, por uniones atornilladas, más económicas. Basándose en los cálculos originales de vientos perpendiculares, este cambio parecía una modificación rutinaria y segura, por lo que la oficina de LeMessurier lo aprobó sin que él revisara personalmente las implicaciones. En aquel momento, fue una decisión técnicamente sólida, pero con el paso del tiempo se consideró fatal.
La combinación de un error oculto y una decisión que parecía segura resultó devastadora. La carga adicional del 40 % de los vientos diagonales aplicada a las uniones atornilladas más débiles provocó un aumento catastrófico del 160 % en la tensión de las conexiones. Esto significaba que una tormenta que ocurre cada 55 años podría ser desastrosa. Sin embargo, el peligro real era aún mayor: si el amortiguador de masa sintonizado del edificio, que dependía de la electricidad, fallaba durante un apagón —algo muy probable durante un huracán—, una tormenta mucho más común, de las que golpean Nueva York cada dieciséis años, podría derribarlo.
2. El «héroe» de la historia fue el ingeniero que cometió el error.
Tras descubrir el fallo, William LeMessurier se enfrentó a un dilema ético devastador. Años después, relataría que consideró todas las opciones, desde guardar silencio y arriesgar miles de vidas hasta el suicidio para escapar de la desgracia profesional.
Sin embargo, LeMessurier tomó la decisión más honorable: asumir toda la responsabilidad. Consciente de que esto podría significar el fin de su carrera, la bancarrota y la humillación pública, se puso en contacto con los directivos de Citicorp para informarles de que su flamante rascacielos de 175 millones de dólares era fundamentalmente inseguro. En ese momento, su mentalidad no se limitaba al deber, sino que también reflejaba un profundo sentido de su posición única, como él mismo describió:
«Tenía información que nadie más en el mundo poseía. Tenía en mis manos el poder de influir en eventos extraordinarios que solo yo podía iniciar».
Para su sorpresa, la reacción de los ejecutivos de Citicorp, liderados por el presidente Walter Wriston, no fue de ira, sino de una calma pragmática. En lugar de buscar culpables, Wriston se centró de inmediato en la solución. Pidió un bloc de notas amarillo, empezó a redactar un comunicado de prensa y bromeó: «Todas las guerras se ganan con generales que escriben en blocs amarillos». Este gesto de liderazgo, enfocado y sereno, sentó las bases para la increíble operación de rescate que estaba a punto de comenzar.
El Citigoup Center. https://es.wikipedia.org/wiki/Citigroup_Center
3. Una llamada casual de una estudiante lo desencadenó todo.
Toda esta crisis existencial y de ingeniería se desencadenó en junio de 1978 por un hecho tan improbable como una simple llamada telefónica. Al otro lado de la línea estaba Diane Hartley, una estudiante de ingeniería de la Universidad de Princeton que analizaba la estructura del Citigroup Center para su tesis.
Hartley llamó a LeMessurier con preguntas sobre la estabilidad del edificio frente a vientos diagonales. Confiado en su diseño, LeMessurier le explicó pacientemente por qué la estructura era sólida. Sin embargo, la llamada de Hartley sembró una semilla. No porque tuviera una preocupación inmediata, sino porque la conversación lo inspiró, LeMessurier decidió que el tema sería un excelente ejercicio académico para la conferencia que preparaba para sus propios estudiantes de Harvard.
Fue durante este recálculo, realizado por pura curiosidad intelectual, cuando descubrió con horror su error original. La llamada casual de Hartley no le dio la respuesta, pero le hizo la pregunta correcta en el momento adecuado, lo que supuso el golpe de suerte que reveló una vulnerabilidad mortal y activó la carrera contrarreloj para evitar una catástrofe inimaginable.
4. Una operación secreta, un huracán y una huelga de prensa lo mantuvieron en secreto.
La reparación del Citigroup Center fue una operación clandestina de alta tensión. Bajo el nombre en clave «Proyecto SERENE», los equipos trabajaban con una precisión coreografiada. Cada noche, los carpinteros llegaban a las 17:00 h para construir recintos de madera contrachapada alrededor de las juntas que había que reparar. Entre las 20:00 y las 04:00, con el sistema de alarma contra incendios desactivado, los soldadores trabajaban para reforzar más de doscientas uniones atornilladas con placas de acero de dos pulgadas de espesor. Finalmente, un equipo de limpieza eliminaba todo rastro del trabajo antes de la llegada de los primeros empleados a las 8 a. m., ajenos al peligro que se cernía sobre ellos.
El drama alcanzó su punto álgido a principios de septiembre de 1978, cuando el huracán Ella, una tormenta muy intensa, se dirigía directamente hacia la ciudad de Nueva York. Con las reparaciones a medio terminar, el edificio seguía siendo vulnerable. En secreto, las autoridades elaboraron planes para evacuar la torre y una zona de diez manzanas a su alrededor.
Entonces, la suerte intervino de nuevo. A pocas horas de la posible catástrofe, el huracán Ella viró inesperadamente hacia el Atlántico, salvando a la ciudad. El suspiro de alivio fue inmenso. Y, como si esto no fuera suficiente, un último golpe de fortuna mantuvo todo en secreto: justo cuando la historia estaba a punto de filtrarse, comenzó una huelga de periódicos en toda la ciudad que duró varios meses. La huelga enterró la noticia por completo y el casi desastre permaneció oculto al público durante casi veinte años, hasta que fue revelado en un artículo de The New Yorker en 1995.
Conclusión: la delgada línea entre el desastre y la ética.
La historia del Citigroup Center es un poderoso recordatorio de la fragilidad que puede esconderse tras una apariencia de fortaleza. Una combinación de error humano, profunda ética profesional, liderazgo decisivo y una buena dosis de suerte evitó lo que podría haber sido uno de los peores desastres arquitectónicos de la historia. El ingeniero que cometió el error lo afrontó con una valentía que salvó incontables vidas y, paradójicamente, reforzó su reputación.
La historia del Citigroup Center nos recuerda que incluso los símbolos de la permanencia pueden ser frágiles. Nos deja con una pregunta: ¿cuántos otros secretos se esconden en las estructuras que nos rodean, esperando a que una simple pregunta los saque a la luz?
En esta conversación puedes escuchar las ideas más interesantes sobre este asunto.
Aquí puedes ver un vídeo que resume bien el contenido del artículo.
En el mundo de la sostenibilidad empresarial, términos como «neutralidad de carbono» y «cero neto» están en todas partes. Sin embargo, existe una gran confusión acerca de su verdadero significado y muchas empresas utilizan estos términos como una potente herramienta de marketing, a menudo sin un respaldo claro ni riguroso. Esta situación ha generado escepticismo y alimentado las acusaciones de greenwashing. Para aportar claridad a este panorama, la Organización Internacional de Normalización (ISO) ha publicado nuevas normas para otorgar rigor y credibilidad a las declaraciones climáticas. En concreto, la norma ISO 14068-1 sustituye y supera la PAS 2060 como punto de referencia anterior y proporciona un marco global más estricto. Este artículo desglosa los aspectos más relevantes de estas nuevas normas (ISO 14068-1 y la futura ISO 14060) de manera fácil de entender.
1. La jerarquía es inegociable: primero reducir, luego compensar.
El cambio más fundamental que introduce la norma ISO 14068-1 es el establecimiento de una jerarquía estricta para alcanzar la neutralidad de carbono. Se acabaron los atajos. La norma formaliza un principio de mitigación que prioriza la descarbonización intrínseca sobre las acciones compensatorias. La máxima prioridad y el primer paso obligatorio son la reducción de las emisiones de gases de efecto invernadero (GEI), tanto directas como indirectas, y el aumento de la eliminación de GEI en la propia cadena de valor de la organización.
La compensación de emisiones mediante la compra de créditos de carbono solo está permitida como último recurso y para equilibrar las «emisiones residuales». La norma define estas emisiones de forma muy precisa como «las emisiones de gases de efecto invernadero (GEI) no abatidas que quedan después de aplicar todas las acciones de reducción de emisiones de GEI técnicamente y económicamente viables».
Este punto es crucial, ya que pone fin a una de las prácticas más criticadas: la de que las empresas adquieren créditos baratos para declarar una supuesta neutralidad sin haber descarbonizado sus operaciones. Esto supone un cambio fundamental en la rendición de cuentas corporativa, pues se pasa de preguntar «¿qué podemos comprar para parecer sostenibles?» a «¿qué debemos cambiar fundamentalmente en nuestras operaciones?».
2. «Neutralidad de carbono» y «cero neto» no son sinónimos (y las normas lo saben).
Aunque a menudo se usan indistintamente, los estándares de la ISO los tratan como conceptos complementarios, pero distintos. Esta distinción es clave para entender la estrategia climática de una organización y revela una hoja de ruta de dos velocidades: una para el corto plazo y otra para la transformación a largo plazo.
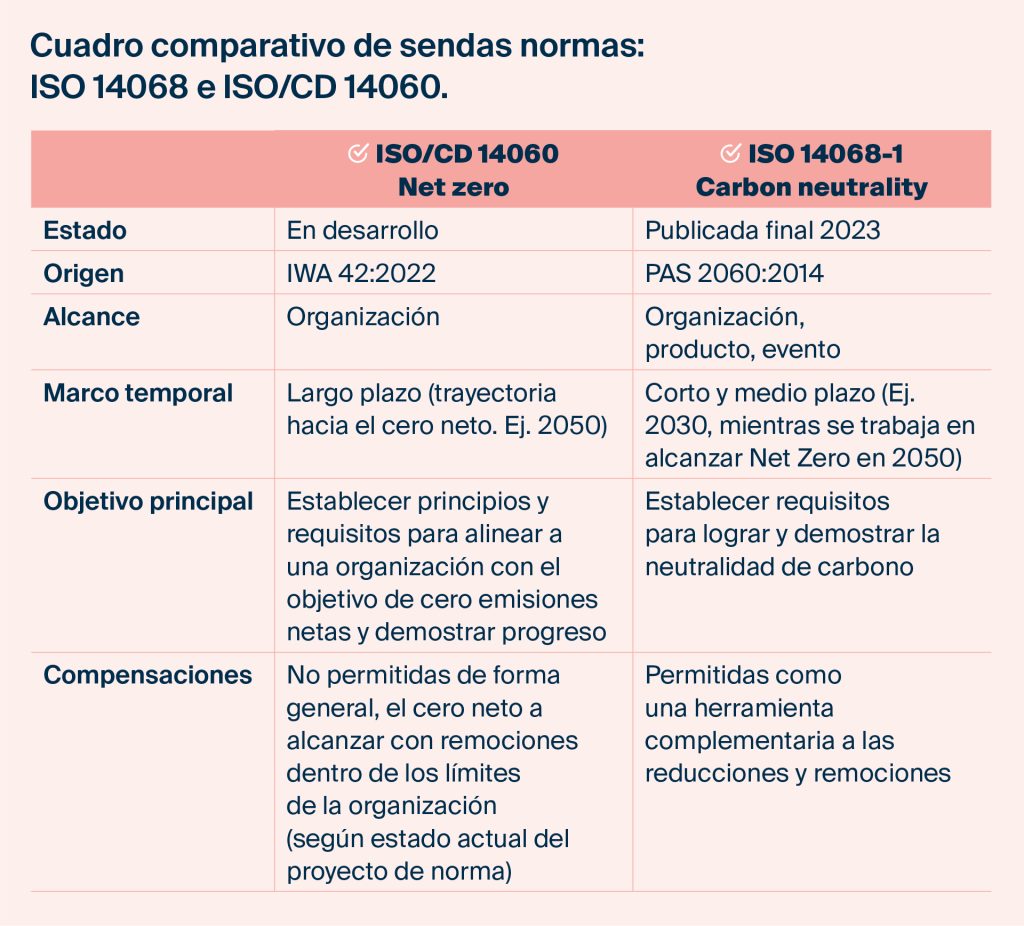
La norma ISO 14068-1 (Neutralidad de carbono) aplica a corto plazo, durante el período de un informe específico. Su ámbito de aplicación es amplio, ya que abarca tanto organizaciones como productos y eventos. Permite alcanzar la neutralidad mediante la compensación con créditos de carbono externos (fuera de los límites de la organización) para equilibrar las emisiones no reducidas. Supone un paso intermedio importante, pero no es el destino final.
La futura ISO 14060 (Cero Neto) se concibe como un plan a largo plazo (por ejemplo, con el objetivo de 2050) y está alineada con el Acuerdo de París. Su ámbito de aplicación es más limitado, ya que se aplica a organizaciones, pero no a productos ni servicios. La diferencia filosófica y estratégica más importante es que, para neutralizar las emisiones residuales, esta futura norma exige dar prioridad a las eliminaciones de carbono realizadas dentro del inventario de gases de efecto invernadero (GEI) de la propia organización, en lugar de depender de compensaciones externas.
Esta distinción ofrece a las empresas una hoja de ruta más clara y honesta: un objetivo inmediato y verificable (la neutralidad) y una meta final mucho más ambiciosa y transformadora (el cero neto).
3. Se acabaron los créditos de carbono de «dudosa calidad».
Uno de los mayores riesgos de ecoblanqueo proviene del uso de créditos de carbono baratos y de bajo impacto, que no suponen una reducción real de emisiones. La norma ISO 14068-1 aborda este problema de frente, exigiendo que cualquier crédito utilizado sea de «alta calidad».
Para garantizarlo, la norma establece una serie de criterios específicos y verificables:
Deben cumplir con el criterio de adicionalidad (la reducción de emisiones no habría ocurrido sin el proyecto).
Deben ser medibles, permanentes y certificados.
Deben evitar la doble contabilidad (es decir, que el mismo crédito sea reclamado por dos entidades).
Deben ser ex post, es decir, que correspondan a reducciones o remociones ya ocurridas.
Su fecha de emisión debe ser inferior a cinco años del inicio del periodo para el que se declara la neutralidad.
El impacto de estos requisitos es profundo: los criterios «ex post» y la antigüedad máxima de cinco años reducirán drásticamente el volumen de créditos aceptables en el mercado. Esto obligará a las empresas a ser más selectivas, aumentará el coste de la compensación creíble y, en consecuencia, incentivará aún más la reducción interna de emisiones.
El objetivo de estos requisitos es claro: la norma proporciona una lista detallada de lo que se entiende por alta calidad con el fin de minimizar el riesgo de lavado de imagen verde y de que las declaraciones puedan verificarse internamente o por terceros.
Con estos requisitos tan estrictos se pretende restaurar la credibilidad de la compensación de carbono y garantizar que, cuando se utilice, sea una herramienta legítima y efectiva.
Conclusión: Hacia una ambición climática verificable.
Estas nuevas normas ISO no son meros tecnicismos. Suponen un cambio de paradigma y son herramientas fundamentales para impulsar la acción climática empresarial. Los principios de ambición y urgencia, centrales en la ISO 14068-1, sientan las bases de todo el marco. La estricta jerarquía (punto 1) y los rigurosos criterios para los créditos (punto 3) materializan el principio de urgencia, exigiendo una acción inmediata y real. Por su parte, la hoja de ruta que distingue entre neutralidad y cero neto (Clave 2) encarna el principio de ambición, ya que establece un camino claro hacia una descarbonización profunda y alineada con la ciencia.
El objetivo final es claro: pasar de las meras declaraciones de marketing a un progreso medible, transparente y verificable. Se pretende que la neutralidad de carbono deje de ser una etiqueta y se convierta en el resultado de una estrategia climática sólida y creíble.
Con estas reglas más claras sobre la mesa, ¿estamos ante el fin de la era del greenwashing y el comienzo de una verdadera carrera hacia la neutralidad climática?
En este audio podemos escuchar una conversación sobre este tema.
En este vídeo se resumen las ideas más importantes sobre la neutralidad de la huella de carbono.
Cuando pensamos en un experimento, solemos imaginar una prueba simple para ver qué opción es “mejor”. Sin embargo, esta visión apenas roza la superficie de una disciplina profunda y estratégica. Existen principios sorprendentes que rigen el diseño experimental y son cruciales no solo para la ciencia, sino también para cualquier toma de decisiones informada. A continuación, se describen brevemente los tipos de experimentos que pueden utilizarse en la investigación científica.
El diseño experimental se clasifica en dos categorías principales, según la propuesta de Anscombe (1947): el experimento absoluto y el experimento comparativo. El experimento absoluto se enfoca en la medición de propiedades físicas constantes para ampliar el conocimiento científico, utilizando un modelo estadístico de efectos aleatorios (Modelo II de Eisenhart), ya que los tratamientos se seleccionan al azar de una población más amplia. Por el contrario, el experimento comparativo está orientado a la toma de decisiones en ciencias aplicadas, con el fin de determinar cuál de varios tratamientos predefinidos es “mejor”. Este enfoque utiliza un modelo de efectos fijos (Modelo I de Eisenhart) y exige una definición precisa del problema para garantizar su validez.
El éxito de un experimento, especialmente el comparativo, depende del cumplimiento de cinco principios fundamentales: simplicidad, nivel de precisión adecuado, ausencia de error sistemático, amplio rango de validez de las conclusiones y una correcta cuantificación de la incertidumbre. La elección del diseño y el modelo estadístico asociado (fijo, aleatorio o mixto) determinan directamente el alcance y la naturaleza de las inferencias que pueden extraerse, vinculando de manera inseparable la planificación experimental con las conclusiones científicas y las decisiones de gestión.
La clasificación propuesta por Anscombe distingue los experimentos en dos grandes tipos según su objetivo fundamental: la adquisición de conocimiento puro o la fundamentación de decisiones prácticas.
Uno de ellos es el llamado experimento absoluto. En este tipo de experimento, el interés principal es medir y conocer las propiedades físicas de una población. Se asume que dichas propiedades permanecen constantes, lo que justifica el uso del término absoluto. El objetivo no es comparar alternativas concretas, sino ampliar el conocimiento científico sobre el fenómeno estudiado.
Los experimentos absolutos suelen centrarse en un solo factor y consideran un número limitado de tratamientos o niveles de ese factor. Estos tratamientos suelen elegirse de forma aleatoria. Por esta razón, si el experimento se repite, no es obligatorio utilizar exactamente los mismos tratamientos en cada ocasión.
Debido a esta forma de selección, los tratamientos se consideran variables aleatorias. En consecuencia, el análisis se basa en un modelo de efectos aleatorios, también conocido como el Modelo II de Eisenhart (1947). Este tipo de modelo permite identificar y estimar los distintos componentes de la variación aleatoria presentes en una población compuesta, lo que constituye un enfoque especialmente útil para muchos problemas de ingeniería.
El experimento comparativo es el segundo tipo de experimento descrito por Anscombe. Este enfoque se utiliza cuando se analizan varios tratamientos y se observa que, aunque los valores absolutos de los resultados pueden fluctuar de forma irregular, las comparaciones relativas entre tratamientos suelen mantenerse estables. En este contexto, es posible concluir que, bajo condiciones similares, algunos tratamientos ofrecen resultados claramente mejores que otros.
Brownlee (1957) sitúa este tipo de experimentos en el ámbito de las ciencias aplicadas, y no es casualidad: la teoría estadística del diseño de experimentos se desarrolló originalmente para responder a las necesidades de este tipo de estudios.
En un experimento comparativo, los tratamientos se evalúan según su efecto promedio sobre una variable de respuesta, con el objetivo principal de determinar cuál es “mejor” según un criterio definido. A diferencia de los experimentos orientados al conocimiento fundamental, aquí el propósito central es apoyar la toma de decisiones prácticas, especialmente las administrativas o de gestión.
Una característica fundamental de los experimentos comparativos es que todos los tratamientos de interés están incluidos explícitamente en el estudio. Por esta razón, el análisis se basa en un modelo de efectos fijos, también conocido como el Modelo I de Eisenhart (1947). Si el experimento se repite, se utilizan exactamente los mismos tratamientos, ya que no se considera una muestra aleatoria. El interés principal radica en detectar y estimar relaciones constantes entre las medias de los tratamientos, lo que conduce naturalmente a la evaluación de hipótesis estadísticas sobre dichas medias.
Para que un experimento comparativo sea válido, debe comenzar con una definición clara y precisa del problema. No basta con plantear de manera general la idea de “comparar tratamientos”. Es imprescindible especificar con detalle los objetivos del estudio y formular con precisión las hipótesis que se probarán. Esta definición inicial determina la población a la que se aplicarán las conclusiones, identifica los factores, los tratamientos y sus niveles, establece las variables de respuesta que se medirán y define qué diferencias entre tratamientos se consideran relevantes. Sin estas especificaciones, no es posible diseñar un experimento adecuado.
Finalmente, una consecuencia natural de los experimentos comparativos es que casi siempre conducen a decisiones concretas. Dado un nivel suficiente de recursos, la hipótesis nula de igualdad entre tratamientos puede rechazarse, lo que obliga a actuar: mantener la situación actual o cambiar a un nuevo tratamiento. Este proceso de decisión consta de dos etapas bien definidas:
Análisis estadístico de los datos, en el que se evalúan las probabilidades asociadas a los resultados y se extraen conclusiones técnicas.
Decisión de gestión en la que, con base en esas conclusiones, se define la acción a realizar.
Esta conexión directa entre el análisis estadístico y la toma de decisiones explica por qué los experimentos comparativos son una herramienta central en la divulgación y la práctica de la ingeniería y de las ciencias aplicadas.
El estadístico cumple un rol clave en el proceso experimental: su responsabilidad es presentar, con la mayor precisión posible, las probabilidades obtenidas en la etapa de análisis, de manera que se reduzca al mínimo la posibilidad de tomar decisiones equivocadas cuando llegue el momento de actuar.
Dado que las decisiones sobre las hipótesis dependen directamente de experimentos cuidadosamente planificados, es esencial que dichos ensayos cumplan con una serie de principios básicos. A continuación se resumen los más importantes, con un enfoque práctico para la ingeniería:
Simplicidad: Tanto la selección de los tratamientos como la organización del experimento deben ser lo más simples posible. Un diseño sencillo facilita el análisis estadístico y la interpretación de los resultados y reduce el riesgo de errores innecesarios.
Nivel de precisión: El experimento debe permitir detectar diferencias entre tratamientos con el grado de precisión que el investigador considere relevante. Para lograrlo, se requiere un diseño experimental adecuado y un número suficiente de repeticiones que garanticen mediciones confiables.
Ausencia de error sistemático: El experimento debe planearse de modo que las unidades experimentales que reciben distintos tratamientos no difieran sistemáticamente entre sí antes de aplicarlos. Este cuidado es fundamental para obtener estimaciones insesgadas del efecto real de cada tratamiento, evitando que factores externos distorsionen los resultados.
Rango de validez de las conclusiones: Las conclusiones del experimento deben ser aplicables a un rango de situaciones lo más amplio posible. Los experimentos replicados y los diseños factoriales ayudan a ampliar este rango de validez, ya que permiten evaluar la consistencia de los resultados bajo diferentes condiciones.
Cuantificación de la incertidumbre: Todo experimento conlleva cierto grado de incertidumbre. Por ello, el diseño debe permitir calcular la probabilidad de que los resultados observados se deban únicamente al azar. Esta cuantificación es esencial para evaluar la solidez de las conclusiones.
Estos principios conducen a una clasificación clásica de los modelos estadísticos, propuesta por Eisenhart (1947), que conecta el diseño del experimento con el tipo de inferencia que se desea realizar:
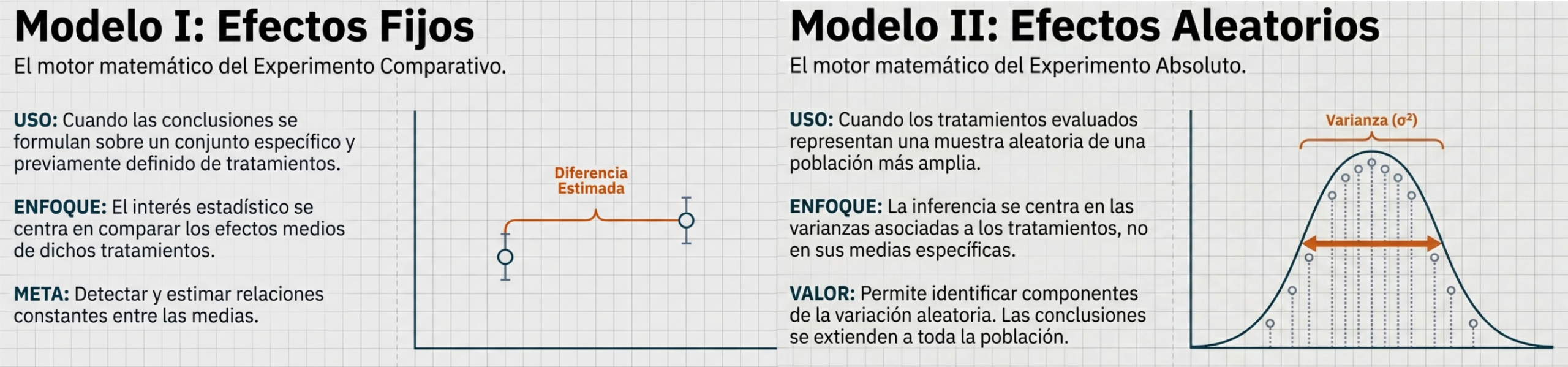
Modelo de efectos fijos: se utiliza cuando las conclusiones se formulan sobre un conjunto específico y previamente definido de tratamientos. En este caso, el interés estadístico se centra en comparar los efectos medios de dichos tratamientos.
Modelo de efectos aleatorios: se aplica cuando los tratamientos evaluados representan una muestra aleatoria de una población más amplia de tratamientos. Aquí, las conclusiones se extienden más allá de los tratamientos observados y la inferencia se centra en las varianzas asociadas a dichos tratamientos.
Modelo de efectos mixtos: surge cuando el experimento combina tratamientos de efectos fijos y aleatorios en un mismo estudio.
Esta clasificación permite comprender cómo las decisiones sobre el diseño experimental influyen directamente en el tipo de conclusiones que pueden extraerse, un aspecto fundamental tanto en la práctica como en la divulgación de la ingeniería.
En este archivo de audio puedes escuchar una conversación sobre los tipos de experimentos.
En este vídeo se resumen las ideas más importantes sobre este tema.
Referencias:
Anscombe, F. J. (1947). The validity of comparative experiments. Journal of the Royal Statistical Society, 61, 181–211.
Brownlee, K. A. (1957). The principles of experimental design. Industrial Quality Control, 13, 1–9.
Eisenhart, C. (1947). The assumptions underlying the analysis of variance. Biometrics, 3, 1–21.
Melo, O. O., López, L. A., & Melo, S. E. (2007). Diseño de experimentos: métodos y aplicaciones. Universidad Nacional de Colombia. Facultad de Ciencias.
El hormigón de consistencia líquida es una innovación que destaca por su elevada fluidez y su capacidad de moldeado en la construcción moderna. En otros artículos ya hemos hablado del hormigón autocompactante en relación con este tipo de hormigón. A diferencia del hormigón tradicional, este material requiere muy poco vibrado, lo que optimiza la mano de obra, reduce el ruido y previene afecciones físicas en los trabajadores.
La dosificación de este tipo de hormigón exige un alto contenido de finos, así como el uso de aditivos superfluidificantes y áridos de tamaño reducido para evitar la segregación. Gracias a su facilidad de bombeo, es ideal para estructuras con armaduras densas, revestimientos de túneles y proyectos arquitectónicos complejos. En definitiva, no solo mejora la productividad en la obra, sino que también garantiza una mayor durabilidad y calidad en los acabados finales.
Introducción: el hormigón que fluye como un líquido.
Cuando pensamos en hormigón, nos viene a la mente una masa densa, pesada y difícil de trabajar, que requiere un gran esfuerzo para compactarla. Sin embargo, la ingeniería de materiales ha desarrollado una innovación que desafía esta idea: el hormigón líquido. Este material avanzado fluye con facilidad y se adapta a cualquier molde sin esfuerzo. En realidad, se trata de toda una familia de hormigones de alta fluidez que van desde los fluidos hasta los autocompactantes, diseñados para cada necesidad específica. Entonces, ¿cómo es posible que un hormigón que se comporta como un líquido sea clave para construir estructuras más rápidas, seguras y duraderas? La respuesta radica en una serie de ventajas que trascienden su apariencia superficial.
Los puntos clave del hormigón líquido
A continuación, exploramos las cuatro ventajas fundamentales que explican por qué el hormigón líquido se está convirtiendo en el nuevo estándar del sector.
1. La paradoja del coste: es más caro, pero el proyecto total resulta más barato.
A primera vista, el hormigón líquido parece una opción más costosa. Su precio por metro cúbico es entre un 5 % y un 10 % superior al del hormigón convencional. Sin embargo, esta cifra no lo es todo. El verdadero ahorro se revela al analizar el coste global del proyecto.
La fluidez del material permite una puesta en obra mucho más rápida, lo que reduce el plazo de ejecución en aproximadamente un tercio. A esto hay que sumar que se necesita menos mano de obra para la compactación y que los costes de acabado son más bajos gracias a su superficie más homogénea, lo que compensa con creces el mayor precio del material. En grandes obras de ingeniería civil, como el Viaducto de Bergara de la Y Vasca, esta aceleración es fundamental y demuestra que el proyecto resulta más ventajoso en términos económicos.
2. Su mayor fortaleza no radica en el estado endurecido, sino en su puesta en obra.
Aunque sus propiedades finales son excelentes, las características más competitivas de este hormigón se manifiestan durante su colocación. El principal enemigo de la durabilidad del hormigón convencional son los errores humanos durante su colocación, como un vibrado deficiente o excesivo. De hecho, se ha comprobado que los defectos de compactación pueden aumentar la permeabilidad del hormigón tradicional hasta en diez veces, lo que debilita la estructura desde el primer día.
El hormigón líquido minimiza drásticamente estos errores. Su capacidad para rellenar los encofrados por su propio peso garantiza una compactación óptima con un esfuerzo mínimo, asegurando la calidad y la durabilidad de la estructura desde el principio.
«La necesidad de garantizar la calidad del hormigón y obtener estructuras duraderas es una de las causas fundamentales del desarrollo del hormigón con consistencia líquida».
3. Una revolución silenciosa para la salud y la seguridad laborales.
El proceso de vibrado del hormigón es esencial, pero también conlleva riesgos. Genera niveles de ruido muy elevados y somete a los trabajadores a vibraciones constantes que, a largo plazo, pueden causarles dolores, fatiga, rigidez articular e incluso una afección circulatoria conocida como «dedos blancos», que provoca la pérdida de sensibilidad.
Al reducir drásticamente la necesidad de vibración, el hormigón líquido transforma el entorno de trabajo. Las obras son más silenciosas y se minimizan los riesgos para la salud de los trabajadores. Esto resulta especialmente valioso en aplicaciones como el revestimiento de túneles, donde el ruido se amplifica en espacios confinados, lo que crea un entorno laboral más seguro y sostenible.
4. Mejor que el original: un producto final con propiedades superiores.
Aunque su principal ventaja es la facilidad de uso, el hormigón líquido endurecido también supera al convencional. El secreto radica en unos aditivos superfluidificantes de alta tecnología que permiten reducir el volumen de agua en la mezcla sin que esta pierda fluidez. Esta simple mejora provoca una serie de beneficios: al utilizar menos agua, el hormigón es más impermeable y, por tanto, más duradero.
Las conclusiones del proyecto de investigación europeo Brite/EURam son claras: para una misma relación agua/cemento, el hormigón líquido consigue:
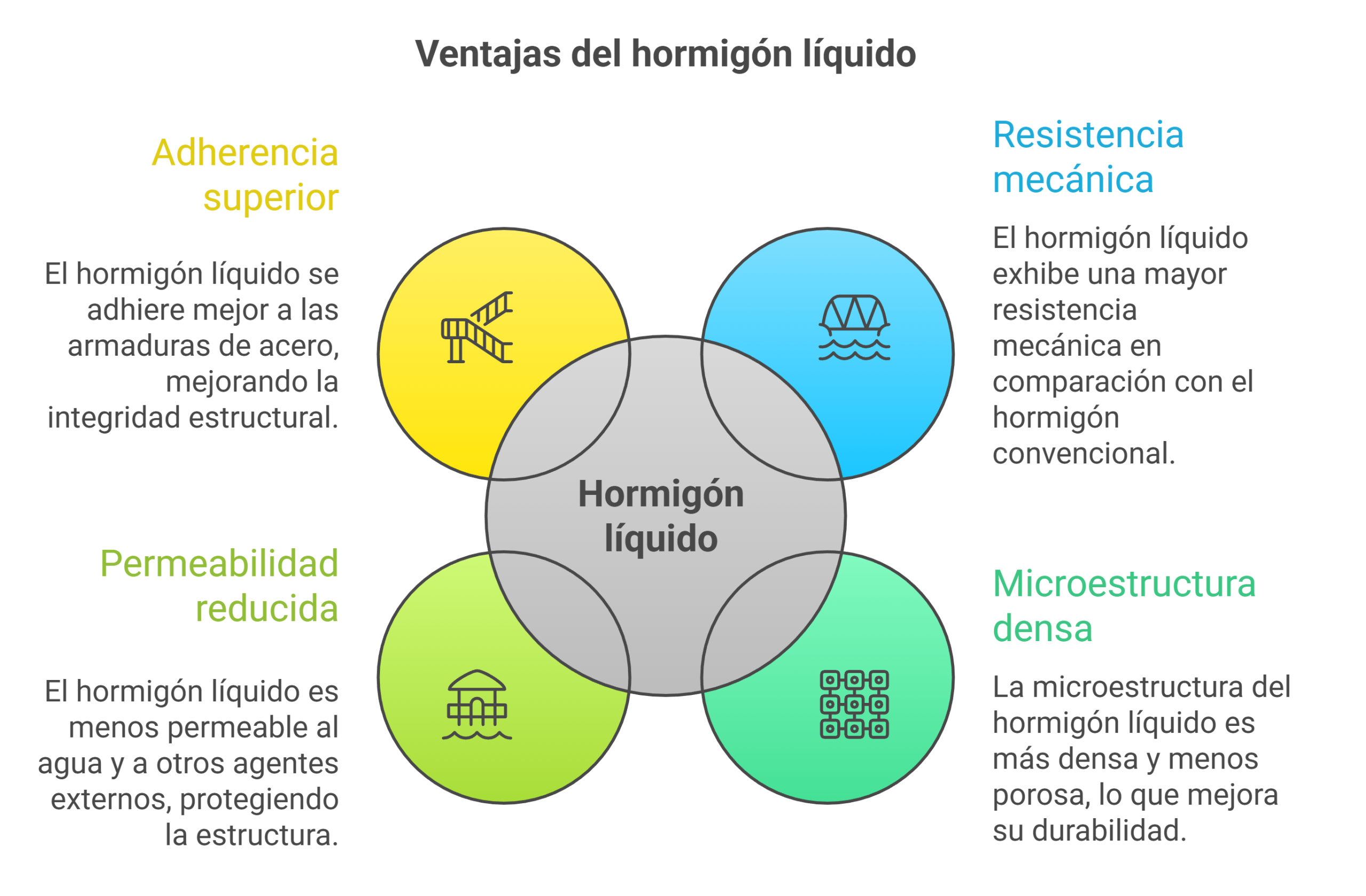
Mayores resistencias mecánicas.
Una microestructura más densa y menos porosa.
Menor permeabilidad al agua y a otros agentes externos.
Una adherencia superior a las armaduras de acero.
Esta menor permeabilidad se traduce en una mayor durabilidad, ya que protege las armaduras de acero internas de la corrosión y alarga la vida útil de puentes, edificios y túneles. Además, esta calidad se manifiesta en acabados superficiales superiores, lo que permite crear hormigones arquitectónicos con formas esbeltas y elegantes, como las observadas en rascacielos emblemáticos, como la Torre Iberdrola.
Conclusión: el nuevo estándar de la construcción.
El hormigón líquido ha dejado de ser una tecnología experimental para convertirse en una realidad técnica que se extiende por todo el mundo en aplicaciones que van desde los cimientos más profundos y la prefabricación hasta los rascacielos más emblemáticos y las estaciones de tratamiento de aguas. Su capacidad para optimizar la productividad, garantizar una calidad superior y mejorar la seguridad en las obras lo posiciona no como una alternativa, sino como el futuro estándar de la construcción. Sus ventajas son tan contundentes que invitan a una reflexión final: ¿será este material el pilar sobre el que construiremos las ciudades más eficientes y sostenibles del mañana?
En esta conversación puedes escuchar aspectos interesantes sobre el tema tratado, que te serán de utilidad para comprenderlo mejor.
Este vídeo condensa de manera efectiva las ideas principales sobre los hormigones líquidos.
Os dejo un documento con algunas de las ideas más importantes.
Introducción: El sistema nervioso invisible de un edificio.
Cualquiera que haya pasado junto a una obra habrá visto la escena: grúas que se elevan hacia el cielo, un esqueleto de armaduras de acero esperando el hormigón y un ir y venir constante de los trabajadores. Vemos el progreso físico, la estructura que crece día a día. Pero ¿te has parado a pensar en los procesos invisibles que garantizan que ese gigante de hormigón y acero no solo se mantenga en pie, sino que también sea seguro durante décadas?
Detrás de cada pilar, viga y forjado existe una meticulosa red de control, un sistema nervioso que garantiza la integridad de toda la estructura. En España, el manual que rige estas normas es el Código Estructural. Este reglamento garantiza que la calidad y la seguridad no se dejan al azar, sino que son el resultado de un plan riguroso y sistemático.
Este artículo revela tres aspectos sorprendentes extraídos directamente de los procedimientos de este código. Son tres verdades sobre el control de calidad que cambiarán tu forma de ver los edificios que te rodean y demostrarán que, al igual que un rascacielos, la confianza se construye paso a paso y con una supervisión implacable.
1. El control se realiza mediante dos llaves: el constructor se autovigila y un supervisor lo supervisa.
En la construcción de una estructura, la responsabilidad no recae en una sola persona, sino en un sistema de doble verificación. Piénsalo como un sistema de doble llave, en el que se requieren dos validaciones para proceder. El Código Estructural establece un mecanismo de control con dos capas fundamentales que garantizan la máxima fiabilidad.
La primera capa es el «autocontrol» del constructor. La propia empresa constructora tiene la obligación de inspeccionar y registrar de forma sistemática la calidad de su trabajo. No es una opción, sino una exigencia. Deben seguir un plan de inspección y dejar constancia de que cada proceso cumple con las especificaciones del proyecto.
La segunda capa es el «control de contraste», que realiza una entidad independiente: la dirección facultativa (el equipo técnico de arquitectos e ingenieros que dirige la obra y actúa como supervisor en nombre del propietario y de la normativa). Este equipo no da por bueno el trabajo del constructor sin más, sino que realiza sus propias comprobaciones para verificar que el autocontrol se ha llevado a cabo correctamente y que los resultados son conformes.
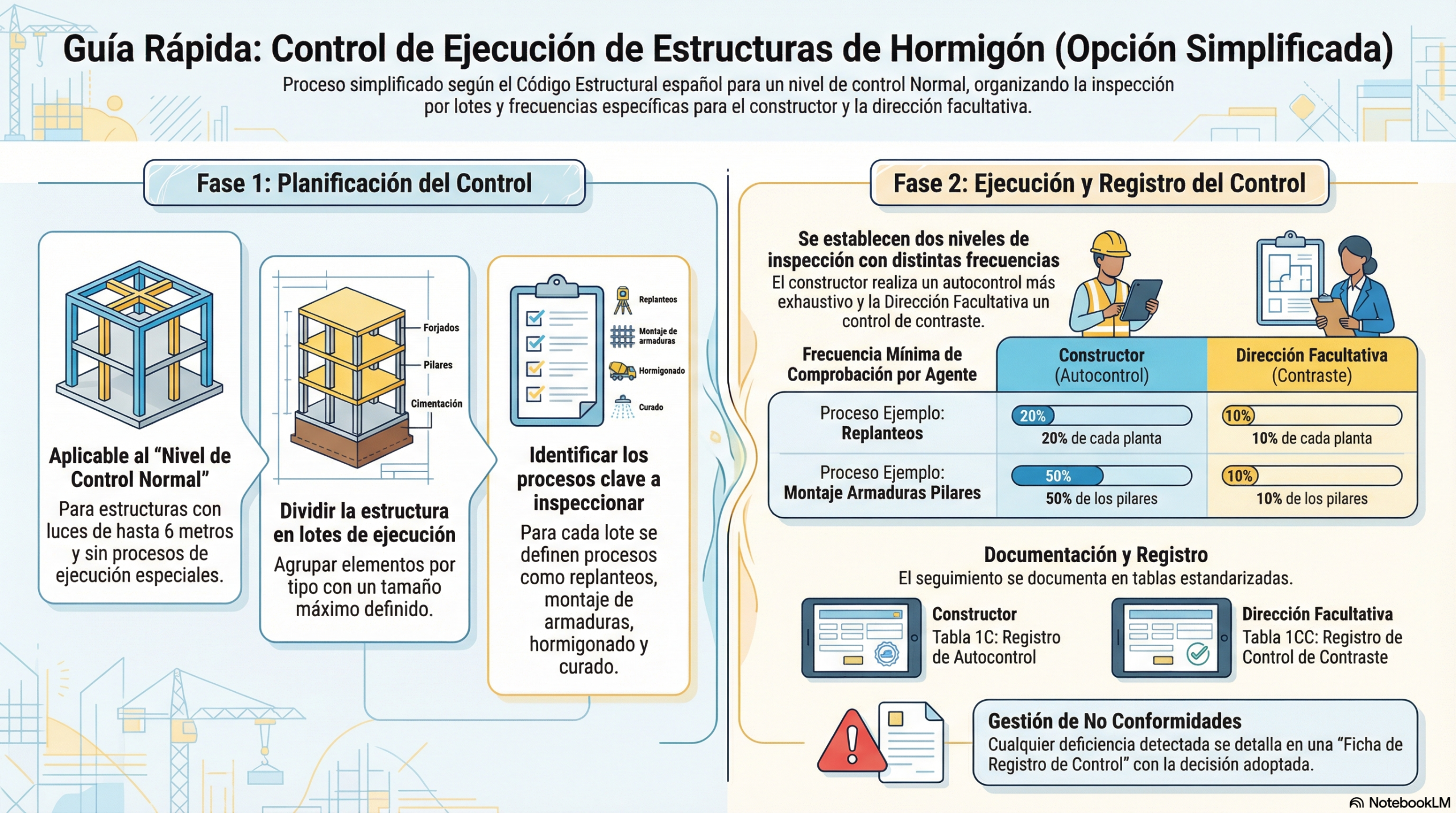
Para comprender la rigurosidad de este sistema, veamos las frecuencias mínimas de inspección de un elemento como el pilar. Según las tablas de inspección del código, el constructor debe comprobar el 50 % de los pilares de un lote, mientras que la dirección facultativa debe realizar un control de contraste del 10 % de dichos pilares. Esta redundancia no es burocracia, sino una red de seguridad diseñada para que nada importante pase desapercibido. Esta redundancia deliberada no solo sirve para detectar errores, sino que forma parte de una filosofía pragmática que reconoce que, en proyectos de esta complejidad, la perfección es imposible, pero garantizar la corrección es posible.
2. La perfección no existe, pero la corrección sí: los errores forman parte del plan.
Podríamos pensar que el objetivo de un sistema de control tan estricto es evitar cometer errores, pero no es así. Sin embargo, la realidad de una obra es compleja y el Código Estructural adopta un enfoque más pragmático y eficaz: asume que se producirán desviaciones, pero exige un proceso robusto para detectarlas, documentarlas y corregirlas antes de que se conviertan en un problema.
Cada vez que una inspección detecta una «no conformidad» (un aspecto que no cumple con el proyecto), se registra en una «Ficha de registro de control». En esta ficha se detalla el problema y, lo más importante, la «decisión adoptada» para solucionarlo. Los ejemplos extraídos de un proyecto real son muy reveladores:
Ejemplo 1 (ficha n.º 6): durante una comprobación de cotas, se detectó que el pilar n.º 20 se había hormigonado 7,5 cm por encima de lo especificado. Un error así habría impedido la correcta colocación de las armaduras de acero del forjado superior. La solución fue directa y contundente: se ordenó demoler el hormigón sobrante hasta alcanzar la cota correcta.
Ejemplo 2 (ficha n.º 3): las barras de acero de espera de un pilar (es decir, las que conectan con el pilar del piso superior) estaban mal posicionadas. Esto comprometía el «recubrimiento», es decir, la capa mínima de hormigón que debe proteger el acero de la corrosión. En este caso, se hizo valer el criterio de ingeniería: en lugar de optar por la demolición, que habría supuesto un enorme coste y un retraso, se tomó una decisión más inteligente. Se aceptó la desviación dentro de las tolerancias y se ordenó modificar la forma final del pilar para garantizar el recubrimiento mínimo y salvar el elemento, sin comprometer en absoluto la seguridad.
Ejemplo 3 (ficha n.º 4): tras retirar el encofrado de un pilar, se observó una fisura horizontal. Aunque resultó alarmante a primera vista, demostró la importancia de un diagnóstico preciso. La inspección determinó que se trataba de una fisura superficial causada por el «asiento plástico» del hormigón fresco, un fenómeno conocido que no tiene impacto estructural. En lugar de provocar una alarma innecesaria, se aplicó una solución precisa: picar la zona afectada y repararla con un mortero especial.
Este enfoque sistemático de la gestión de errores es lo que construye la verdadera seguridad. No se trata de no cometer nunca un error, sino de tener un plan infalible para corregir cada uno de ellos y dejar un registro completo de cada decisión.
3. Lo que se llama «simplificado» resulta sorprendentemente complejo.
El Código Estructural ofrece una «opción simplificada» para el control de la ejecución en obras de edificación con ciertas características. El nombre puede engañar al sugerir un proceso más laxo o básico. Nada más lejos de la realidad.
Esta modalidad «simplificada» sigue siendo un método extraordinariamente metódico y riguroso. Para empezar, obliga a dividir toda la estructura en «lotes de ejecución». Un lote no es una división arbitraria, sino que está perfectamente definido. Por ejemplo, en el caso de pilares y forjados, un lote equivale a un máximo de 250 m² de superficie construida o dos plantas. De este modo, se asegura una inspección granular y manejable de la obra.
Para cada uno de estos lotes, se despliega un plan de inspección que abarca una larga lista de procesos de ejecución. No solo se comprueba si el hormigón se ha vertido correctamente, sino que el control abarca desde la «gestión de acopios» (verificar que los materiales que llegan a la obra son los correctos) y los «replanteos» (asegurar que cada elemento estructural se ubica en su posición exacta según los planos), hasta el «acabado» final de los elementos.
La clave es que en ingeniería estructural no hay atajos. Incluso el camino «simplificado» es un testimonio de una cultura en la que el rigor metodológico es el estándar mínimo para garantizar la seguridad pública.
Conclusión: una nueva mirada sobre las estructuras que nos rodean.
Detrás del hormigón y el acero que vemos tomar forma en una obra, existe una arquitectura invisible de procesos: una coreografía de comprobaciones, registros y correcciones planificadas. Este sistema nervioso invisible de control y corrección es lo que confiere resiliencia a un edificio, permitiéndole nacer conforme a las reglas más estrictas.
No se trata de la ausencia de errores, sino de la certeza de que se corregirán, lo cual nos da tranquilidad. La próxima vez que entres en un edificio, ¿te acordarás de la inmensa red de controles y decisiones de ingeniería que garantizan que el edificio se mantenga firme y seguro sobre tu cabeza?
En esta conversación se exponen varias ideas relacionadas con este tema.
Este vídeo condensa los puntos clave de la opción simplificada del control de calidad, tal y como se establece en el Código Estructural.
Aquí os dejo un resumen que creo que os puede ayudar, ya que os será de gran utilidad para resolver vuestras dudas.
La Fundación Musaat ofrece una monografía que podéis descargar a continuación, que creo que es muy útil para adentrarse en los entresijos del Código Estructural en relación con la opción simplificada del control de ejecución de estructuras de hormigón.
La ingeniería actual ha evolucionado más allá de lo técnico para integrar la responsabilidad social como un pilar fundamental de la ética profesional. En este artículo, destacamos la importancia de la Evaluación del Ciclo de Vida Social (SLCA), una herramienta esencial para medir el impacto en los derechos humanos y las condiciones laborales de cada proyecto. A continuación, ofrecemos una síntesis de las ideas clave de la revisión sistemática presentada en el artículo “Social life cycle assessment: a systematic review from the engineering perspective”, de Yagmur Atescan Yuksel y colaboradores. Exploraremos cómo esta metodología está cobrando importancia en sectores como el de la energía y el de la mecánica, y analizaremos sus principales tendencias y desafíos metodológicos. Al final, en las referencias, podéis ver también algunos de los trabajos que hemos realizado en nuestro grupo de investigación al respecto.
Introducción: El lado oculto de la sostenibilidad.
Cuando pensamos en «sostenibilidad» en el ámbito de la ingeniería, solemos imaginar paneles solares, turbinas eólicas y procesos de producción extremadamente eficientes. Hablamos de reducir emisiones, optimizar el uso de recursos y minimizar el impacto ambiental. Sin embargo, esta visión, aunque correcta, es incompleta. La sostenibilidad tiene una tercera dimensión crucial que a menudo se pasa por alto en los cálculos técnicos: el impacto social y humano.
Para medir esta dimensión, se desarrolló una herramienta específica conocida como Análisis del Ciclo de Vida Social (ACVS) o Social Life Cycle Assessment (SLCA), impulsada por organizaciones de referencia como el Programa de las Naciones Unidas para el Medio Ambiente (PNUMA) y la Sociedad de Toxicología y Química Ambiental (SETAC). El objetivo del ACVS es sencillo, pero profundo: evaluar cómo los productos y procesos afectan a las personas a lo largo de toda su vida útil. En este artículo se presenta una revisión sistemática de 196 estudios de ACVS en ingeniería, que revela los hallazgos más impactantes sobre el verdadero coste humano de la innovación.
1. El foco universal: la seguridad y el bienestar del trabajador.
A pesar de la enorme diversidad de campos de la ingeniería —desde la energía y la automoción hasta la construcción y la química—, el análisis de casi doscientos estudios revela una preocupación principal y constante: el impacto en los trabajadores. Antes de analizar las complejas dinámicas comunitarias o el bienestar del consumidor, la atención se centra abrumadoramente en las personas que hacen posible la producción. Las subcategorías que se han evaluado de forma más consistente en todas las disciplinas son salud y seguridad, salario justo, horas de trabajo, trabajo infantil y trabajo forzoso.
Si bien estas preocupaciones son universales, el análisis muestra matices: la ingeniería mecánica, por ejemplo, pone un énfasis particular en la «formación y educación» de los trabajadores, reconociendo el valor del capital humano en la fabricación avanzada.
Este resultado es fundamental. No se trata de un enfoque arbitrario, sino de una consecuencia directa de dónde se materializan los impactos de la ingeniería. La mayoría de los estudios se centran en la extracción de materias primas, la fabricación y la cadena de suministro, ámbitos en los que los efectos sobre los trabajadores y las comunidades cercanas son más pronunciados. Esto subraya que la base de una ingeniería socialmente responsable consiste en garantizar la dignidad y la seguridad de todas las personas a lo largo de la cadena de producción, antes de aspirar a impactos más abstractos.
2. La transición energética tiene su propia carga social.
Resulta sorprendente que el sector de la energía, con un 30 % del total, sea el campo de la ingeniería en el que más se aplica el análisis de ciclo de vida social. Esto resulta sorprendente, ya que instintivamente asociamos la producción de energía con debates ambientales sobre las emisiones de carbono y el agotamiento de los recursos.
Sin embargo, los estudios demuestran que, además de las preocupaciones laborales comunes, el sector energético presenta impactos únicos que van desde el consumidor hasta la sociedad en su conjunto. Entre ellos, destacan los siguientes: — La desigualdad en el coste de la electricidad (un impacto directo en el consumidor), así como la seguridad energética y el agotamiento de las reservas de combustibles fósiles (impactos que afectan a la sociedad en general).
Esto supone una advertencia crítica para los líderes políticos e industriales. Debido al papel fundamental que desempeña el sector en la infraestructura nacional y en la transición hacia la sostenibilidad, una mala gestión de sus aspectos sociales no solo afecta a un producto, sino que también puede poner en peligro la seguridad energética de un país y aumentar la desigualdad social. La carrera hacia la energía limpia no es solo un desafío técnico, sino también un complejo problema de justicia y equidad.
3. El gran desafío: medir lo social sin una «regla» estándar.
A diferencia de las evaluaciones ambientales (ACV), que cuentan con metodologías más estandarizadas, la evaluación del ciclo de vida social (ACVS) enfrenta un obstáculo considerable: la falta de un marco universalmente aceptado. La revisión de estudios concluye que esta falta de estandarización dificulta enormemente la comparación de resultados entre diferentes proyectos, tecnologías e incluso países.
Un ejemplo perfecto de este problema es la inconsistencia en el uso de la «unidad funcional» (UF). En un análisis ambiental, la UF es fundamental (por ejemplo, «el impacto por cada 1000 kilómetros recorridos por un coche»). Sin embargo, muchos estudios de ACVS no la definen ni la aplican de manera consistente. La razón es simple, pero crucial: mientras que las emisiones pueden medirse por producto (por ejemplo, por coche), los impactos sociales, como las «condiciones laborales», se extienden a toda una organización o a un sector, por lo que resulta casi imposible atribuirlos a una sola «unidad» de producción.
Este desafío nos enseña una lección valiosa: medir el impacto humano es inherentemente más complejo y depende del contexto en el que se miden las emisiones de CO₂. Esta flexibilidad metodológica no solo supone un reto académico, sino que también plantea un segundo obstáculo más práctico: la lucha persistente por obtener datos fiables.
4. La falta de datos fiables: el talón de Aquiles del análisis social.
Una de las mayores limitaciones para realizar un ACVS preciso es la disponibilidad y la calidad de los datos. A diferencia de los datos económicos o medioambientales, que suelen ser cuantitativos y estar bien documentados, los datos sociales tienden a ser cualitativos, difíciles de verificar, incompletos o desactualizados, sobre todo en cadenas de suministro globales y opacas.
Para mitigar este problema, han surgido bases de datos especializadas como la Social Hotspots Database (SHDB) y la Product Social Impact Life Cycle Assessment (PSILCA). Su función no es proporcionar datos exactos de un proveedor concreto, sino evaluar el nivel de riesgo social (desde bajo hasta muy alto) en combinaciones específicas de país y sector industrial, con el fin de identificar los denominados «puntos calientes» en la cadena de suministro. Por ejemplo, pueden alertar sobre un alto riesgo de trabajo infantil en el sector textil de un país determinado, y así guiar a las empresas sobre dónde deben enfocar sus auditorías.
No obstante, la calidad de los datos sigue siendo un desafío sistémico. Como concluye el estudio, los datos sociales a menudo están desactualizados, incompletos o sesgados, lo que puede dar lugar a evaluaciones imprecisas o engañosas.
5. El futuro es inteligente: cómo la tecnología podría resolver el problema.
A pesar de los desafíos, el futuro del ACVS parece prometedor y la solución podría provenir de la propia ingeniería. Para superar los obstáculos metodológicos y de datos, la investigación futura se centra en la integración de tecnologías avanzadas capaces de transformar el análisis social.
Entre las soluciones propuestas se incluye el uso de herramientas de la Industria 4.0 para lograr la trazabilidad de datos sociales en tiempo real. También se plantea el uso del análisis de datos impulsado por inteligencia artificial para validar y verificar la información recopilada. Asimismo, se sugieren modelos de dinámica de sistemas para comprender las relaciones de causa y efecto entre distintos factores sociales. Por último, se consideran los modelos basados en agentes (ABM) para simular la influencia de las decisiones individuales en los resultados sociales.
En resumen, el futuro de la evaluación social podría dejar de ser un análisis retrospectivo y estático para convertirse en una herramienta dinámica y predictiva. En lugar de ser un informe que se elabora al final, podría convertirse en un panel de control en tiempo real, integrado directamente en los procesos de toma de decisiones de los ingenieros, para guiar el diseño hacia resultados verdaderamente sostenibles.
Conclusión: ¿Estamos haciendo las preguntas correctas?
La ingeniería se encuentra en medio de una profunda transformación. Su enfoque se está ampliando, pasando del «qué» y el «cuánto» al «cómo» y al «para quién». El análisis del ciclo de vida social es una manifestación de esta evolución, ya que busca dar voz y establecer métricas de los impactos humanos de la tecnología.
Aunque los desafíos metodológicos y de disponibilidad de datos siguen siendo significativos, el campo avanza a gran velocidad. La creciente aplicación del ACVS en sectores clave y la exploración de soluciones tecnológicas demuestran un compromiso real con una visión más integral de la sostenibilidad.
Así surge una pregunta final que no solo interpela a quienes trabajan en ingeniería, sino también a toda la sociedad: ¿se está diseñando el futuro teniendo en cuenta no solo qué construir, sino también cómo y para quién? Al proyectar el futuro, ¿se están incorporando de manera consciente estas mismas preguntas?
Esta conversación nos permite conocer este tema de manera entretenida y clara.
En este vídeo se presenta una síntesis de las ideas más interesantes del tema.
Aquí os dejo una presentación que resume lo más interesante del artículo.
Luque Castillo, X., & Yepes, V. (2025). Multi-criteria decision methods in the evaluation of social housing projects. Journal of Civil Engineering and Management, 31(6), 608–630. https://doi.org/10.3846/jcem.2025.24425
Luque Castillo, X., & Yepes, V. (2025). Life cycle assessment of social housing construction: A multicriteria approach. Building and Environment, 282, Article 113294. https://doi.org/10.1016/j.buildenv.2025.113294
Navarro, I. J., Martí, J. V., & Yepes, V. (2023). DEMATEL-based completion technique applied for the sustainability assessment of bridges near shore. International Journal of Computational Methods and Experimental Measurements, 11(2). https://doi.org/10.18280/ijcmem.110206
Navarro, I. J., Villalba, I., Yepes-Bellver, L., & Alcalá, J. (2024). Social life cycle assessment of railway track substructure alternatives. Journal of Cleaner Production, 450, Article 142008. https://doi.org/10.1016/j.jclepro.2024.142008
Martínez-Muñoz, D., Martí, J. V., & Yepes, V. (2025). Game theory-based multi-objective optimization for enhancing environmental and social life cycle assessment in steel-concrete composite bridges. Mathematics, 13(2), Article 273. https://doi.org/10.3390/math13020273
Martínez-Muñoz, D., Martí, J. V., & Yepes, V. (2022). Social impact assessment comparison of composite and concrete bridge alternatives. Sustainability, 14(9), Article 5186. https://doi.org/10.3390/su14095186
Salas, J., & Yepes, V. (2024). Improved delivery of social benefits through the maintenance planning of public assets. Structure and Infrastructure Engineering, 20(5), 699–714. https://doi.org/10.1080/15732479.2022.2121844
Sánchez-Garrido, A. J., Navarro, I. J., & Yepes, V. (2026). Multivariate environmental and social life cycle assessment of circular recycled-plastic voided slabs for data-driven sustainable construction. Environmental Impact Assessment Review, 118, Article 108297. https://doi.org/10.1016/j.eiar.2025.108297
Sierra, L. A., Yepes, V., & Pellicer, E. (2018). A review of multi-criteria assessment of the social sustainability of infrastructures. Journal of Cleaner Production, 187, 496–513. https://doi.org/10.1016/j.jclepro.2018.03.022
Sierra-Varela, L., Calabi-Floody, A., Valdés-Vidal, G., Yepes, V., & Filun-Santana, A. (2025). Determination of the social contribution of sustainable additives for asphalt mixes through fuzzy cognitive mapping. Applied Sciences, 15(7), Article 3994. https://doi.org/10.3390/app15073994
Yüksek, Y. A., Haddad, Y., Cox, R., & Salonitis, K. (2026). Social life cycle assessment: A systematic review from the engineering perspective. International Journal of Sustainable Engineering, 19(1), Article 2605864. https://doi.org/10.1080/19397038.2025.2605864
Puente de Quebec, Canadá. Por Murielle Leclerc, CC BY-SA 3.0, https://commons.wikimedia.org/w/index.php?curid=20033047
Introducción: El puente que tuvo que caer para enseñar a construir.
Las grandes obras de la humanidad a menudo esconden historias de sacrificio y fracaso. Las estructuras que hoy admiramos por su grandeza fueron, en su momento, escenarios de tragedias que nos obligaron a aprender de la peor manera posible. Pocos ejemplos son tan crudos y reveladores como el del puente de Quebec, en Canadá. Su historia no solo es la de un colapso, sino también la de una catástrofe que sacudió los cimientos de la ingeniería y redefinió para siempre el significado de construir con responsabilidad.
La catástrofe del puente de Quebec no solo fue una tragedia de acero retorcido y vidas perdidas, sino también el catalizador que forjó una nueva conciencia ética en toda una profesión. Su legado no se mide en toneladas de acero, sino en los principios que hoy rigen la profesión de la ingeniería en Canadá y en todo el mundo.
A continuación, desvelamos cinco datos impactantes y poco conocidos sobre su catastrófica construcción que transformaron la ingeniería moderna.
1. El desastre ocurrió dos veces, no una.
La memoria colectiva recuerda el estruendoso colapso de 1907, pero la trágica historia del puente de Quebec no terminó ahí. La estructura falló catastróficamente en dos ocasiones distintas, con nueve años de diferencia entre ellas.
El primer colapso, ocurrido el 29 de agosto de 1907, se produjo durante la fase final de la construcción del brazo sur. Sin previo aviso, casi 19 000 toneladas de acero se precipitaron al río San Lorenzo en menos de 15 segundos. El estruendo fue tan violento que los habitantes de la ciudad de Quebec, situada a diez kilómetros de distancia, creyeron que se trataba de un terremoto. Murieron 75 trabajadores (otras fuentes hablan de 76). La investigación posterior determinó que la causa inmediata había sido el fallo por pandeo del cordón de compresión A9L, una viga masiva situada cerca del pilar principal, debido a un diseño deficiente de su entramado interno.
Desastre del puente de Quebec. Restos tras el colapso del tramo sur en 1907, que causó la muerte de 75 personas. Courtesy of Dominion Bridge Company Ltd./Library and Archives Canada/PA-109498
El segundo colapso (11 de septiembre de 1916) ocurrió durante el rediseño y la reconstrucción del puente. Mientras se izaba la sección central de 5000 toneladas para conectar los dos brazos del puente, se fracturó una pieza de fundición del equipo de elevación. La enorme pieza de acero se desplomó al río ante la mirada de miles de espectadores, llevándose la vida a otros trece trabajadores.
Como sombrío monumento a la tragedia, esa sección central, caída en 1916, todavía descansa en el lecho del río San Lorenzo. Este doble desastre subrayó la inmensa dificultad del proyecto y la necesidad de revisar por completo las prácticas y la ética de la ingeniería.
2. La «arrogancia» de un solo ingeniero fue la causa raíz.
El colapso de 1907 no fue un simple error de cálculo, sino que, en gran medida, fue el resultado de la soberbia profesional. La Comisión Real de Investigación, creada para analizar el desastre, señaló a un responsable principal: Theodore Cooper, uno de los ingenieros de puentes más prestigiosos de Estados Unidos de su época.
La arrogancia de Cooper se puso de manifiesto en una serie de decisiones fatales. La más grave fue ordenar, para ahorrar costes, alargar el vano principal del puente de 490 a 550 metros. Como concluyó la Comisión, se cometió «un grave error al asumir el peso muerto en los cálculos con un valor demasiado bajo y al no revisar posteriormente esta suposición». El peso real de la estructura era entre un 10 % y un 30 % mayor que el calculado, lo que constituyó un fallo directo de su supervisión. Su mala salud le impidió visitar la obra, por lo que la dirigió desde su oficina en Nueva York.
Esta negligencia se convirtió en una tragedia cuando Norman McLure, un joven ingeniero contratado por Cooper para inspeccionar la zona, empezó a enviar informes alarmantes. Las vigas de compresión inferiores, los cordones masivos que soportaban el peso, mostraban un pandeo visible, es decir, se estaban doblando. Cuando McLure se lo comunicó, la primera reacción de Cooper fue mostrarse incrédulo: «¿Cómo ha podido suceder eso?». Cooper desarrolló su propia teoría a distancia: las vigas debían haber sido golpeadas por equipos de elevación. McLure investigó y no encontró ninguna prueba. Las vigas continuaban doblándose bajo el peso mal calculado.
La arrogancia de Cooper alcanzó su punto álgido cuando Robert Douglas, un ingeniero del Gobierno canadiense, criticó las tensiones inusualmente altas de su diseño. Cooper respondió de forma tajante:
“This puts me in the position of a subordinate, which I cannot accept.”
La tragedia fue el resultado de un fallo de comunicación. El 29 de agosto, tras la insistencia de McLure, Cooper envió por fin un telegrama a la oficina de la constructora en Pensilvania en el que escribió: «No añadan más carga al puente». Sin embargo, asumió que el mensaje se transmitiría y que se detendrían los trabajos. No fue así. La gerencia del lugar ignoró la orden y decidió esperar hasta el día siguiente para actuar. A las 17:30 h de esa misma tarde, el puente se derrumbó.
3. La tragedia transformó para siempre a la comunidad Mohawk.
La catástrofe de 1907 no solo fue una tragedia de ingeniería, sino también un profundo trauma cultural para la comunidad Mohawk de Kahnawake, cuyos hombres eran reconocidos por su extraordinaria habilidad y valentía para trabajar en las alturas.
El coste humano fue devastador. De los 75 trabajadores que murieron en el primer derrumbe, 33 eran hombres Mohawk de la pequeña comunidad de Kahnawake. La pérdida fue tan grande que cuatro apellidos de la comunidad desaparecieron por completo tras la tragedia.
Lo que sucedió después fue un acto de resiliencia social sin precedentes. Las mujeres Mohawk, en un acto de «decisión matriarcal histórica», se reunieron y dictaminaron una nueva ley para proteger a su pueblo: nunca más se permitiría que los hombres de Kahnawake trabajaran todos juntos en un mismo proyecto de construcción. A partir de ese momento, debían dispersarse en pequeños grupos por toda Norteamérica.
Esta decisión tuvo una consecuencia inesperada y extraordinaria. Los herreros Mohawk se extendieron por Canadá y Estados Unidos, convirtiéndose en una fuerza laboral de élite en la construcción de los rascacielos más icónicos de Nueva York, como el Empire State Building, el Chrysler Building, el puente George Washington y, décadas después, el World Trade Center.
Anillo de hierro usado por los ingenieros canadienses – Imagen: WikiMedia.
4. El famoso anillo de hierro de los ingenieros no proviene del puente (pero la razón es más profunda).
En Canadá, los ingenieros recién graduados participan en una ceremonia solemne llamada «El Ritual de la Vocación de un Ingeniero», en la que reciben un anillo de hierro que llevan en el dedo meñique de la mano con la que escriben. Durante décadas ha circulado la poderosa leyenda de que los primeros anillos se fabricaron con el acero del puente de Quebec que se derrumbó.
Aunque es una historia bonita, es falsa. Fuentes oficiales, como «The Corporation of the Seven Wardens», que administra el ritual, confirman que se trata de un mito simbólico. Sin embargo, su verdadero origen está directamente ligado a una tragedia. El profesor H.E.T. Haultain, al sentir que la profesión necesitaba un «nexo de unión» moral, impulsó la creación de un juramento. Para ello, contó con la ayuda de una de las figuras literarias más importantes de la época: el autor y premio Nobel Rudyard Kipling.
Kipling escribió el texto del juramento (la «Obligación») y ayudó a diseñar el anillo. La primera ceremonia tuvo lugar el 25 de abril de 1925. La razón por la que se refuta activamente el mito es profunda: los anillos se fabrican con acero inoxidable estándar para garantizar que el mensaje sea la responsabilidad, no la superstición. Su superficie áspera sirve de recordatorio constante de las consecuencias de un trabajo mal hecho y del deber de servir a la humanidad por encima de todo.
Conclusión: un monumento de acero y una lección eterna.
Hoy en día, el puente de Quebec sigue en pie. Ostenta el récord del puente tipo ménsula más largo del mundo y es un eslabón vital del transporte en Canadá. Sin embargo, su verdadera grandeza no radica en sus miles de toneladas de acero, sino en las lecciones indelebles que se aprendieron de sus escombros. Es un monumento a las 88 personas que perdieron la vida en sus dos derrumbes y un recordatorio perpetuo de las consecuencias del error y de la arrogancia humana.
Su legado más duradero es invisible: los estándares éticos y la cultura de la responsabilidad que obligó a crear. El Ritual de la Vocación de un Ingeniero, nacido de su fracaso, ha sido adoptado por más de medio millón de ingenieros y se ha convertido en un poderoso símbolo de la profesión. La tragedia nos dejó una pregunta que sigue resonando hoy con más fuerza que nunca: ¿qué «puentes» estamos construyendo hoy con las nuevas tecnologías y prestando suficiente atención a las lecciones de humildad y responsabilidad que nos dejó esta tragedia de hace más de un siglo?
En este audio se recoge una conversación en la que se analizan los aspectos más relevantes de los desastres sufridos por este puente y por el Anillo de Hierro.
Este vídeo constituye una buena síntesis de las ideas fundamentales del artículo.
En este documento se sintetiza la información anterior.
Cuando pensamos en los peligros de trabajar en altura, la primera imagen que nos viene a la mente es la caída en sí misma, el vértigo y el miedo instintivo al vacío. Sin embargo, la seguridad laboral ha demostrado que esta percepción, aunque natural, es incompleta. La prevención de caídas es una ciencia con principios técnicos, físicos y fisiológicos que a menudo resultan sorprendentes y van mucho más allá de simplemente «no caerse».
Para comprender el contexto, es fundamental definir qué la normativa considera trabajo en altura. Técnicamente, se define como cualquier trabajo con riesgo de caída desde una altura superior a dos metros. Este umbral establece la seriedad del asunto y activa una serie de protocolos y conocimientos que no son de dominio público, pero resultan vitales para la supervivencia en el entorno profesional.
1. La red antes que el arnés: por qué la protección colectiva siempre es la primera opción.
Cuando se habla de seguridad en altura, el arnés es el equipo icónico que todos reconocen. Sin embargo, uno de los principios fundamentales y menos conocidos de la seguridad laboral es la primacía de la protección colectiva sobre la individual.
La protección colectiva se refiere a sistemas que protegen a todos los trabajadores de una zona de riesgo sin que estos deban realizar ninguna acción, como barandillas, redes de seguridad o protección de los huecos. En cambio, la protección individual, como el arnés, depende de que el trabajador la utilice correctamente y solo actúa una vez que el accidente ya ha ocurrido.
La lógica es sencilla, pero crucial: la protección colectiva está diseñada para evitar que se produzca el accidente, mientras que la protección individual solo sirve para minimizar las lesiones una vez que la caída es inevitable. Esta jerarquía no es una mera recomendación, sino una obligación legal. La Ley 31/1995 de Prevención de Riesgos Laborales es explícita al respecto:
«El empresario adoptará las medidas que antepongan la protección colectiva a la individual».
Este principio no resulta evidente, ya que nuestra atención se centra en el drama de la caída y en la imagen del trabajador suspendido en el aire. Sin embargo, la seguridad más efectiva es la que pasa desapercibida, como una barandilla sólida o una red bien instalada que impide que la caída llegue a producirse.
2. El peligro oculto después de la caída: el síndrome de compresión.
Sobrevivir a una caída gracias a un arnés parece el final de la historia, pero puede ser el comienzo de una emergencia médica silenciosa y mortal: el síndrome de compresión, también conocido como síndrome ortoestático.
Este síndrome se produce cuando un trabajador permanece suspendido e inmóvil en su arnés durante un tiempo prolongado. Las cintas del arnés, especialmente las que rodean los muslos, actúan como un torniquete, comprimiendo las venas y restringiendo el flujo sanguíneo desde las piernas hacia el resto del cuerpo.
El mecanismo fisiológico es devastador: la sangre estancada en las extremidades se queda sin oxígeno y acumula toxinas. Si el trabajador es rescatado y puesto en posición horizontal bruscamente, esta sangre tóxica regresa masivamente al torrente sanguíneo, lo que puede provocar un fallo renal agudo e incluso un paro cardíaco.
En resumen, un trabajador puede sobrevivir a la caída sin un solo rasguño, pero estar en peligro mortal si no es rescatado de forma rápida y adecuada. Por esta razón, el plan de rescate no es un apéndice opcional en la planificación de trabajos en altura, sino una parte tan crítica y vital como el propio arnés.
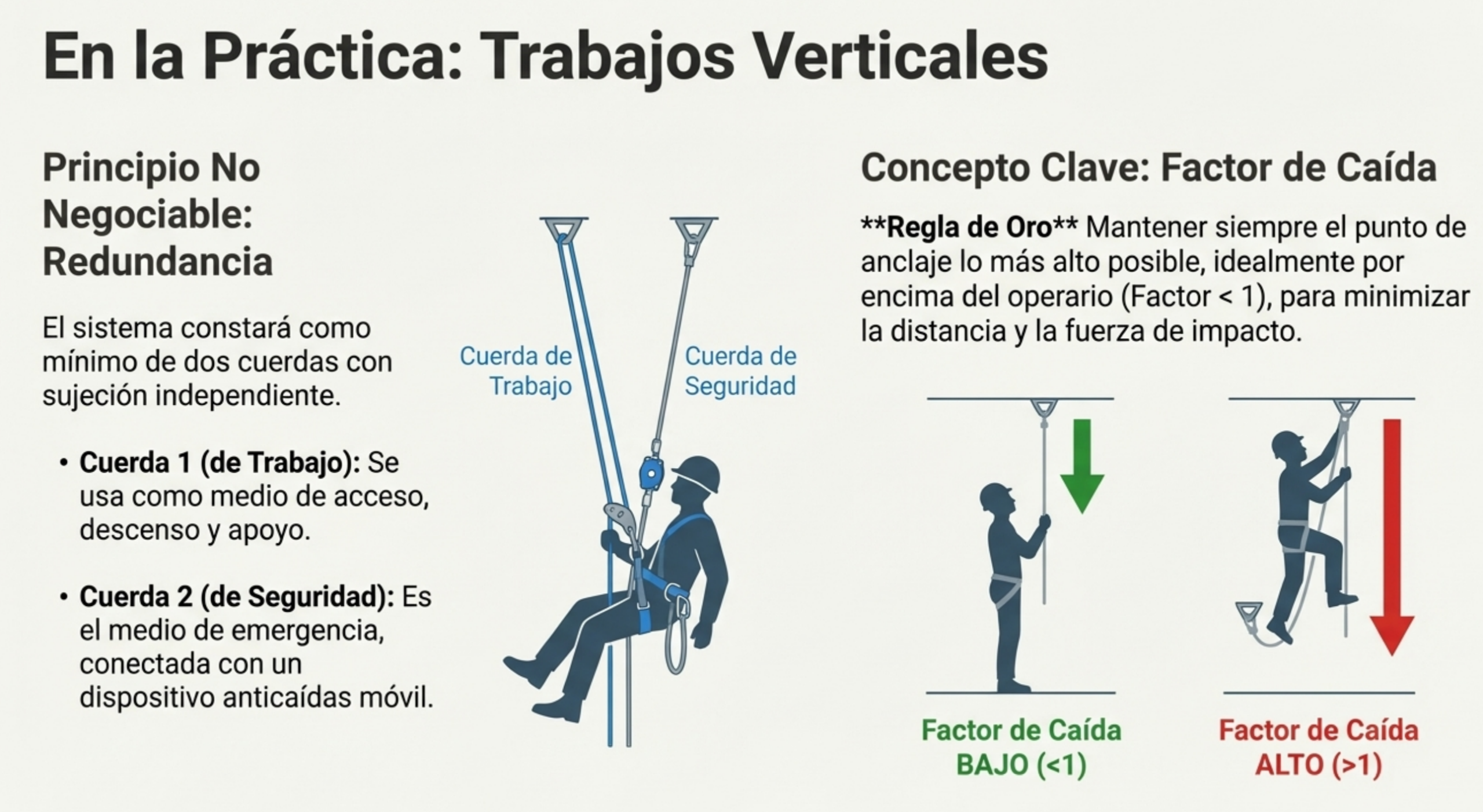
3. No es la altura, es la física: entendiendo el «factor de caída».
No todas las caídas son iguales, incluso si la distancia es la misma. La gravedad de una caída y la fuerza de impacto que recibe el cuerpo del trabajador se miden mediante un concepto técnico fundamental: el factor de caída (F).
Este factor expresa la relación entre la altura de la caída y la longitud del sistema de conexión (la cuerda o eslinga) que la detiene. La fórmula es sencilla:
F = Altura de la caída (H) / Longitud de la cuerda (L)
Para entenderlo de forma visual y sencilla:
Anclaje por encima de la cabeza (Factor < 1): Si te anclas a un punto por encima de tu cabeza, la distancia de caída será muy corta, siempre menor que la longitud de tu cuerda. El impacto será mínimo. Esta es la situación más segura.
Anclaje a la altura de los pies (Factor 2): Si te anclas a un punto a la altura de tus pies y caes, recorrerás una distancia igual al doble de la longitud de tu cuerda antes de que esta se tense. Este es el escenario más peligroso, que genera una fuerza de choque altísima sobre el cuerpo y el equipo.
El factor de caída demuestra que la seguridad en altura no solo consiste en «estar atado», sino también en comprender la física que hay detrás. La posición del punto de anclaje es tan importante como el propio equipo y un anclaje mal ubicado puede convertir un sistema de seguridad en una fuente de lesiones graves.
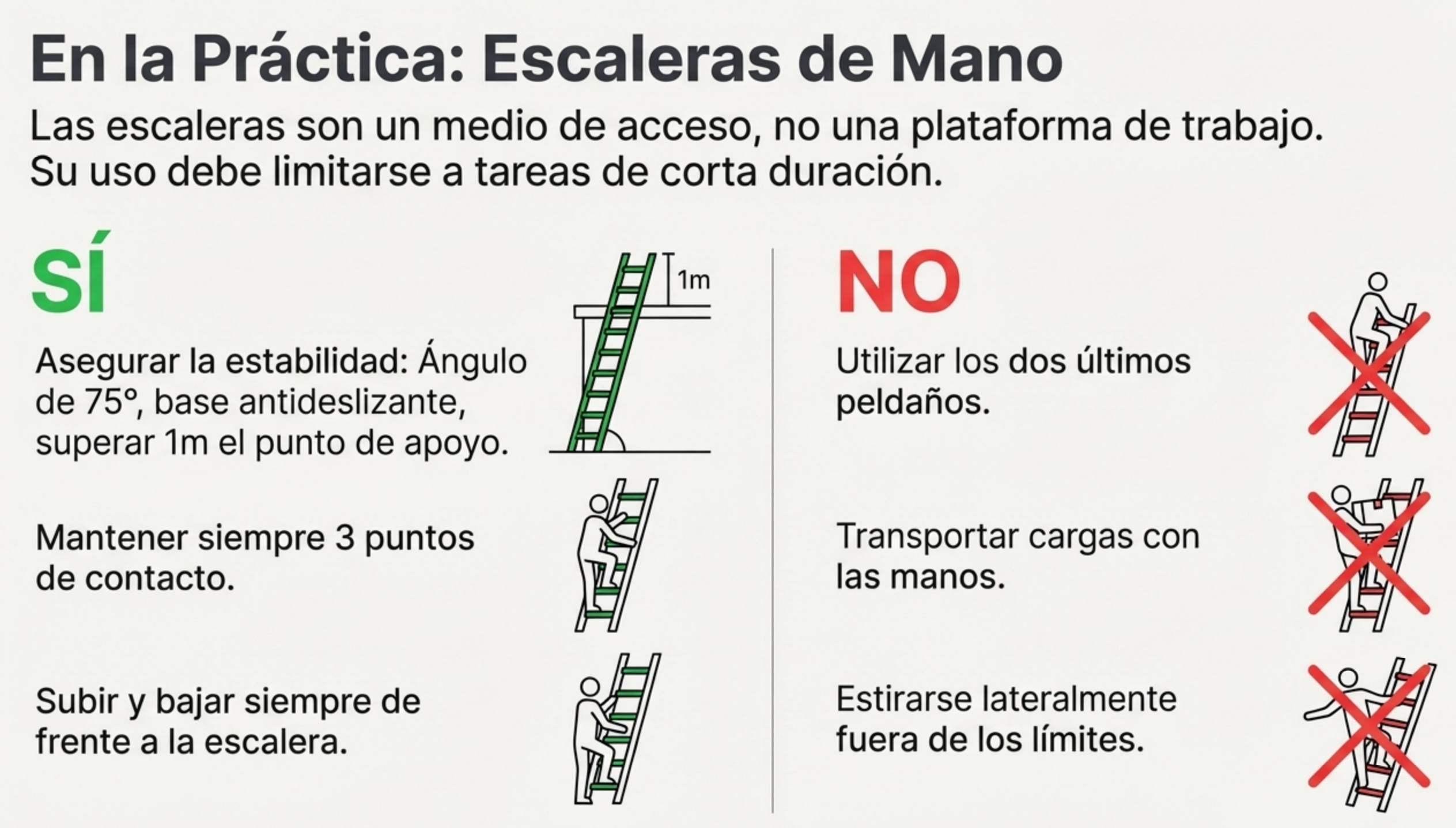
4. La escalera de mano: tu último recurso, no el primero.
La escalera de mano es una herramienta muy común en nuestros hogares, por lo que tendemos a subestimar su peligrosidad en el ámbito profesional. La normativa es sorprendentemente estricta y establece su uso como último recurso, no como primera opción. Debe utilizarse solo en situaciones de bajo riesgo o de corta duración, en las que no esté justificado el uso de equipos más seguros, como andamios o plataformas elevadoras.
Muchas de las prácticas habituales son, en realidad, graves infracciones de seguridad. A continuación, se muestran algunas de las reglas más importantes y comúnmente ignoradas:
Prohibido trabajar en los últimos peldaños: Esta es una regla general para cualquier tipo de escalera de mano. Es una de las causas más frecuentes de pérdida de equilibrio, ya que el trabajador no puede mantener una postura estable y segura.
Prohibido el trabajo “a caballo” en escaleras de tijera: Específicamente, en escaleras de tijera, está prohibido pasar de un lado a otro por su parte superior o sentarse a horcajadas sobre ellas para trabajar.
La regla del ángulo de 75°: Para una estabilidad óptima, la base de una escalera de apoyo debe separarse de la pared una distancia equivalente a una cuarta parte de su longitud. Esto crea un ángulo de aproximadamente 75 grados.
Subir y bajar siempre de frente y con las manos libres: El ascenso y el descenso deben hacerse de cara a la escalera, usando ambas manos para agarrarse a los peldaños. Las herramientas deben transportarse en cinturones o bolsas portaherramientas, nunca en las manos.
Estas normas demuestran que un equipo aparentemente simple se rige por principios de estabilidad y seguridad muy estrictos en un entorno profesional.
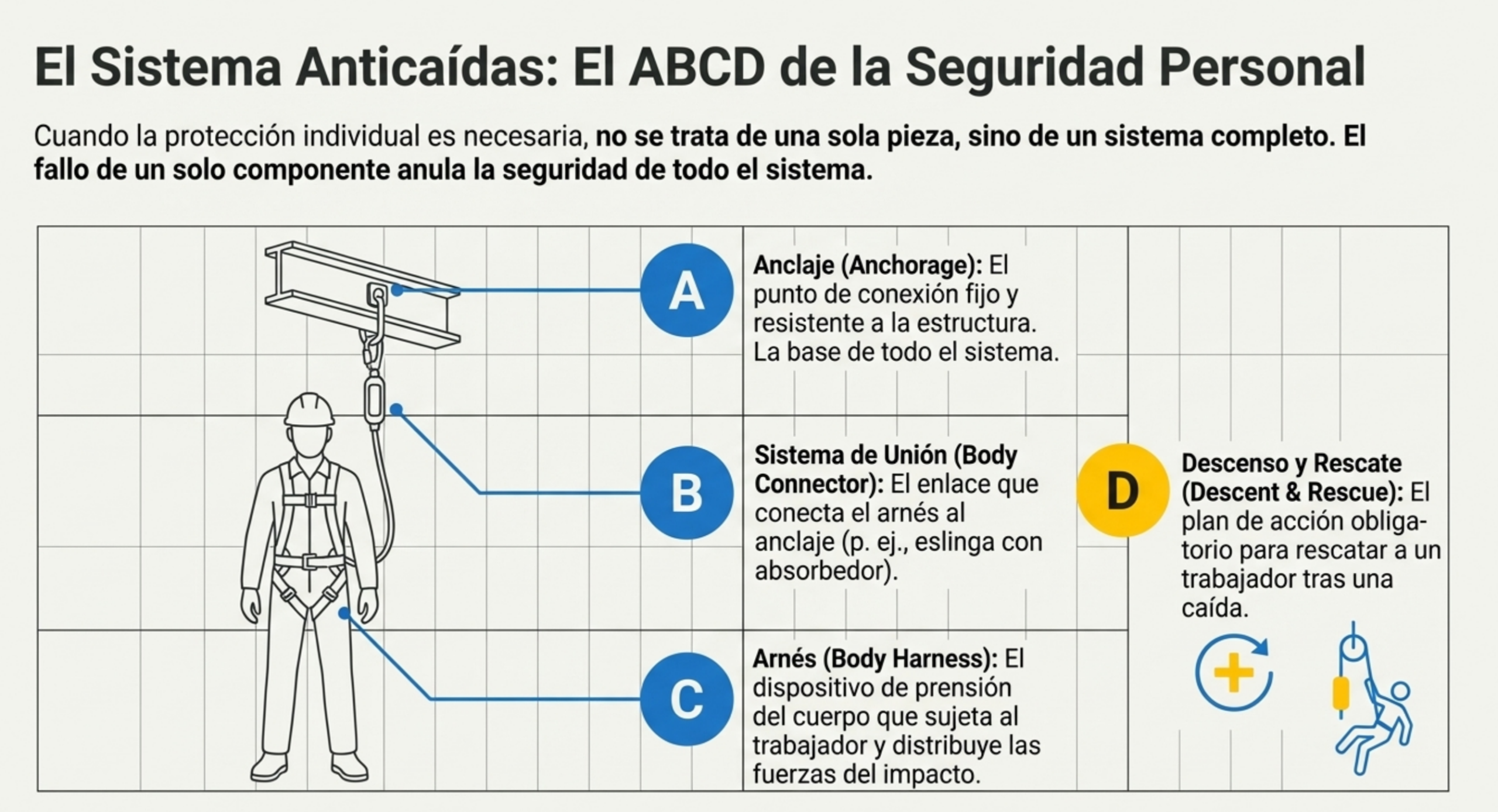
5. El ABCD de la seguridad personal: un sistema, no un simple equipo.
Un sistema de protección individual contra caídas no se reduce a un arnés. Se trata de un conjunto de cuatro componentes críticos que deben funcionar en perfecta armonía. La falla de uno solo de ellos invalida por completo la seguridad del sistema. A este concepto se le conoce como «ABCD del trabajo en altura».
A: Dispositivo de anclaje: Es el punto de conexión seguro con la estructura (una viga, una línea de vida, etc.). Debe ser capaz de resistir las fuerzas generadas durante una caída. Sin un anclaje fiable, el resto del equipo resulta inútil.
B: Sistema de unión: Es el elemento que conecta el arnés al anclaje. Puede ser una cuerda, una eslinga con absorbedor de energía o un dispositivo retráctil. Su diseño y su longitud son clave para gestionar el Factor de Caída.
C: Arnés de cuerpo entero: Es el dispositivo que sujeta el cuerpo. Su función es distribuir las fuerzas de impacto de la caída sobre las partes del cuerpo capaces de soportarlas (pelvis, hombros, pecho) y mantener al trabajador en posición vertical tras la caída.
D: Plan de Rescate: Es el procedimiento planificado para rescatar a un trabajador que ha quedado suspendido tras una caída. Como vimos con el síndrome de compresión, un rescate rápido y seguro es tan vital como detener la caída.
Pensar en términos de “ABCD” nos obliga a ver la seguridad personal no como la compra de un equipo, sino como la implementación de un sistema integral en el que cada componente es interdependiente y absolutamente esencial.
Conclusión: mirar hacia abajo con más sabiduría.
La seguridad en altura es un campo mucho más profundo y técnico de lo que parece a simple vista. No se basa en la ausencia de miedo, sino en el conocimiento de los principios de la física, la fisiología y la normativa. Desde la jerarquía que antepone una barandilla a un arnés hasta la física de una caída o la fisiología de un rescate, comprender estos principios transforma nuestra percepción del riesgo.
La próxima vez que veas a alguien trabajando en altura, sabrás que su seguridad depende de un sistema complejo y bien ejecutado. Esto nos lleva a una pregunta inevitable: ¿qué otras suposiciones sobre la seguridad en nuestro día a día deberíamos empezar a cuestionar?
En esta conversación, aprenderás sobre conceptos que seguramente te resultarán interesantes.
Este vídeo resume muy bien las ideas más importantes sobre este tema.
Aquí tenéis un breve manual de formación sobre trabajos en altura y verticales.
1. ¿Cómo explica el «modelo del queso suizo» que la DANA de 2024 no fuera solo un fenómeno natural, sino un fallo de múltiples barreras de defensa?
Esta pregunta aborda la raíz del desastre y la diferencia entre las condiciones latentes —infraestructuras obsoletas, urbanismo en zonas inundables y falta de mantenimiento— y los fallos activos —retrasos en las alertas y errores en la coordinación de la emergencia—. El análisis revela que la catástrofe ocurrió porque los «agujeros» de distintas áreas —la política, la supervisión, la infraestructura y la respuesta inmediata— se alinearon, lo que permitió que el peligro atravesara todas las defensas. Además, subraya que los desastres no son puramente «naturales», sino el resultado de decisiones humanas y de la ocupación de cauces críticos.
2. ¿Por qué se considera la infraestructura hidráulica un «seguro de vida» y qué consecuencias tuvo la falta de ejecución de las obras proyectadas en el barranco del Poyo?
El significado central de las fuentes técnicas y de las comisiones de investigación radica en que demuestran que las obras hidráulicas salvan vidas. Mientras que Valencia se salvó gracias al nuevo cauce del Turia y las poblaciones del río Magro vieron reducidos sus daños por la presa de Forata, la cuenca del Poyo carecía de infraestructuras de laminación, por lo que se produjo una avenida destructiva sin precedentes. La falta de inversión, la ralentización administrativa y la priorización de criterios ambientales por encima de los estructurales impidieron la ejecución de proyectos ya diseñados y aprobados.
3. ¿De qué manera el «fin de la estacionariedad climática» obliga a la ingeniería y al urbanismo a abandonar los registros históricos y adoptar un diseño basado en el rendimiento y la resiliencia?
Las fuentes consultadas destacan que el cambio climático ha invalidado el uso exclusivo de datos históricos para predecir el futuro. Fenómenos como la DANA de 2024 demuestran que lo que antes se consideraba un evento con un periodo de retorno de 500 años ahora puede ocurrir con mucha mayor frecuencia. Por tanto, es necesario rediseñar las infraestructuras con mayores márgenes de seguridad (retornos de 1000 años), utilizar modelos probabilísticos y aplicar el diseño basado en el desempeño (PBD), que garantiza que un sistema pueda seguir funcionando o recuperarse rápidamente cuando se vea superado.
4. ¿Por qué la «retirada estratégica» de las zonas de alto riesgo y el rediseño arquitectónico resiliente son ahora imperativos para convivir con el «riesgo residual» que las infraestructuras no pueden eliminar?
Esta pregunta aborda el hecho de que, durante décadas, se ha construido con una grave «amnesia hidrológica», ocupando zonas de flujo preferente que la naturaleza ha acabado por reclamar. El análisis de las fuentes indica que, dado que el «riesgo cero» no existe y las presas pueden verse superadas por eventos extremos, la reconstrucción no debe limitarse a reparar, sino a reubicar las infraestructuras críticas (colegios, centros de salud) fuera de las zonas de alto riesgo. En cuanto a las viviendas que permanecen en áreas inundables, se propone un cambio radical en los códigos de edificación: prohibir dormitorios y garajes en las plantas bajas, elevar las instalaciones críticas (electricidad, calderas) y utilizar materiales resistentes al agua que permitan recuperar rápidamente la funcionalidad. Por último, las fuentes subrayan que la educación pública y la cultura de la prevención (siguiendo modelos como el japonés) son medidas de bajo coste y alto impacto que salvan vidas cuando las barreras físicas fallan.
5. ¿Qué cambios son imprescindibles en la gobernanza y la coordinación institucional para evitar que la reconstrucción sea una mera réplica de los errores del pasado?
Las fuentes coinciden en que la reconstrucción no puede limitarse a reponer lo perdido, pues, de lo contrario, se perpetuaría la vulnerabilidad. Se recomienda la creación de un «ministerio del pensamiento» o de un equipo de reflexión que establezca directrices estratégicas a largo plazo y evite la «rapidez ilusoria» de las obras tácticas. Además, se reclama una gobernanza interadministrativa eficaz, posiblemente mediante consorcios en los que las administraciones deleguen competencias para unificar presupuestos y decisiones técnicas sobre las políticas, y así superar la fragmentación y la parálisis burocrática.
Creo que dos analogías o metáforas pueden aclarar algunos conceptos básicos:
Gestionar el territorio hoy es como construir en la ladera de un volcán. Podemos instalar sensores y construir diques para desviar la lava (infraestructuras), pero la verdadera seguridad depende de no construir los dormitorios en el camino de la colada (ordenación del territorio) y de que todos los habitantes sepan exactamente qué mochila coger y hacia dónde correr cuando suene la alarma (concienciación comunitaria).
Gestionar el riesgo de inundaciones hoy en día es como conducir un coche moderno por una autopista peligrosa: no basta con tener un motor potente (infraestructuras hidráulicas), también es necesario que los cinturones de seguridad y el airbag funcionen (alertas y protección civil), que el conductor esté capacitado (concienciación comunitaria) y que las normas de circulación se adapten a las condiciones meteorológicas de la vía, y no a cómo era el asfalto hace cincuenta años.
 La unidad experimental (UE) es el elemento central en el diseño y el análisis de experimentos comparativos. Se define como la entidad a la que se le puede asignar un tratamiento de forma independiente y sobre la cual se realizan las mediciones. La identificación correcta de la UE es fundamental, ya que la estimación de la variabilidad natural, conocida como error experimental, depende exclusivamente de la comparación entre unidades experimentales idénticas que reciben el mismo tratamiento.
La unidad experimental (UE) es el elemento central en el diseño y el análisis de experimentos comparativos. Se define como la entidad a la que se le puede asignar un tratamiento de forma independiente y sobre la cual se realizan las mediciones. La identificación correcta de la UE es fundamental, ya que la estimación de la variabilidad natural, conocida como error experimental, depende exclusivamente de la comparación entre unidades experimentales idénticas que reciben el mismo tratamiento.