El hormigón de áridos ligeros, comúnmente conocido como «hormigón ligero», tiene numerosas aplicaciones en el campo del hormigón estructural, tanto en elementos armados como en elementos pretensados. Se utiliza en estructuras de edificios, principalmente en losas, cubiertas laminares, puentes y elementos prefabricados. Su desarrollo ha estado ligado a la capacidad de fabricar áridos ligeros y, actualmente, la gama de resistencias que puede alcanzar es similar a la de los hormigones ordinarios.
La primera utilización documentada de hormigón ligero data del siglo II a. C., durante la construcción del Panteón de Roma (Figura 1). Para cubrir la bóveda de 44 m de diámetro, los ingenieros romanos emplearon una mezcla de argamasa y piedra pómez para reducir su peso.
El Código Estructural define en su Anejo 8 el hormigón con áridos ligeros (HL) como aquel hormigón de estructura cerrada, cuya densidad aparente, medida en condición seca hasta peso constante, es inferior a 2000 kg/m³ y superior a 1200 kg/m³, y que contiene una cierta proporción de áridos ligeros, tanto naturales como artificiales. Se excluyen los hormigones celulares, tanto de curado estándar como de curado en autoclave. Es importante resaltar que la densidad aparente (o peso unitario) en el estado fresco es superior a la del hormigón con árido normal y depende del grado de saturación del árido ligero y del contenido de agua de amasado.
El hormigón ligero es más caro que el hormigón ordinario. Sin embargo, el coste total de la estructura o construcción se reduce al emplear un material que genera menos cargas, lo que optimiza el armado y las cimentaciones. Básicamente, los áridos ligeros utilizados en hormigones estructurales son de origen artificial.

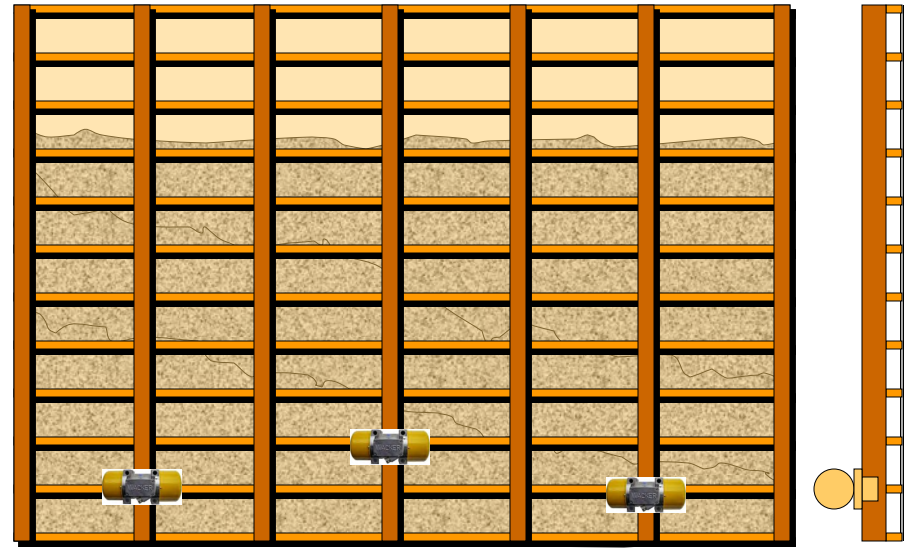
Un problema habitual durante el amasado, el transporte y la colocación de este hormigón es la segregación negativa. En este fenómeno, los áridos de mayor tamaño y menor densidad tienden a elevarse dentro de la masa, es decir, a flotar. Este efecto se vuelve especialmente pronunciado con ciertos áridos ligeros cuando el hormigón se vierte y se vibra.
La mayoría de los hormigones ligeros experimentan una retracción significativa o cambios volumétricos al endurecerse, especialmente cuando hay variaciones en la humedad ambiental. Estas variaciones pueden causar problemas importantes. La retracción hidráulica depende en gran medida del tipo de árido y de la dosificación de la mezcla, mientras que los cambios de volumen por variación de la humedad dependen de la permeabilidad del hormigón y de los áridos empleados. El curado a vapor a presión reduce estos cambios de manera muy eficaz.
Las instalaciones de fabricación son fundamentales para lograr las características deseadas del hormigón ligero, así como para asegurar la constancia y la homogeneidad de sus propiedades, garantizando la seguridad y la fiabilidad que el usuario requiere. Debido a las particularidades del hormigón ligero y de algunos de sus componentes, es esencial disponer de acopios bien definidos que eviten la contaminación de los áridos y de las instalaciones. Además, es necesario contar con balsas u otros sistemas que permitan la inmersión o el riego de los áridos para su adecuada humectación.
Amasado
El amasado del hormigón puede realizarse de manera seca o húmeda, siendo esta última la más recomendable debido a la mayor regularidad del producto final. Además, es importante destacar que se debe aumentar el tiempo de amasado en comparación con el hormigón normal para controlar la absorción del árido y lograr un producto homogéneo.
Para el amasado, se pueden utilizar amasadoras de caída libre o de salida forzada, siendo estas últimas más efectivas, ya que presentan menos pérdida de conglomerante por adherencia.
Las amasadoras de caída libre tienden a formar adherencias de la pasta de cemento y de los finos en las paredes del tambor, debido a que el efecto desincrustante de los áridos ligeros contra las paredes durante el amasado es mucho menor que el de los áridos normales. Esto es especialmente relevante en las mezclas con poca agua y algo de cemento, habituales en estos hormigones para lograr elevadas resistencias.
La secuencia de carga en la amasadora es otro aspecto crucial que debe tenerse en cuenta, ya que puede variar en función de los siguientes factores:
- La densidad del árido ligero utilizado.
- El grado de saturación de ese árido
- El uso de aditivos o su ausencia.
En función de estos factores, se debe decidir si cargar y amasar primero el árido y la arena con el agua para evitar variaciones en el contenido de agua de amasado y, por ende, en la relación agua/cemento. También es importante evitar la absorción de aditivos por el árido, ya que podría reducir su efectividad.
Una opción es añadir toda el agua al principio para evitar estos problemas; sin embargo, es preferible utilizar amasadoras forzadas de alto rendimiento.
El amasado debe seguir esta secuencia: incorporar los áridos ligeros, poner en marcha la hormigonera y añadir al menos dos tercios del agua de amasado. Se debe mezclar durante 30 segundos a 1 minuto, luego añadir el cemento y el agua restante. Amasar durante dos minutos con la carga total. Si la amasadora se ha detenido, dar diez vueltas a la velocidad de mezclado antes de descargar para evitar la segregación.
Los aditivos en polvo se deben añadir mezclados con el cemento, mientras que los aditivos líquidos se incorporan con la segunda carga de agua de amasado. Durante la primera carga de agua, los áridos absorben parte de ella, por lo que los aditivos no deben mezclarse en esta etapa, ya que serían absorbidos por los áridos y perderían efectividad. Lo mismo ocurre si se añade cemento en seco, pues la lechada absorbida por los áridos reduciría su contenido de cemento. Por lo tanto, los aditivos no deben incorporarse hasta que los áridos hayan sido debidamente humedecidos.
Si se utilizan áridos secos, es necesario mezclar el árido grueso y la arena con una cantidad de agua equivalente al 40 %-60 % del total antes de añadir el cemento, durante al menos un minuto. Se debe calcular la cantidad total de agua añadiendo al agua efectiva para la pasta de cemento la cantidad que absorben los áridos en 30 minutos. Si se emplean áridos secados en horno, puede ser necesario mantener la hormigonera parada durante un tiempo tras la primera incorporación de agua, para permitir así una absorción uniforme. De no hacerlo, la trabajabilidad del hormigón podría disminuir rápidamente durante el amasado.
En el caso de utilizar áridos húmedos, es crucial determinar previamente su contenido de humedad y restarlo de la cantidad de agua absorbida en 30 minutos. Es importante destacar que la correcta adición de agua tiene un impacto significativo tanto en la resistencia como en la trabajabilidad del hormigón.
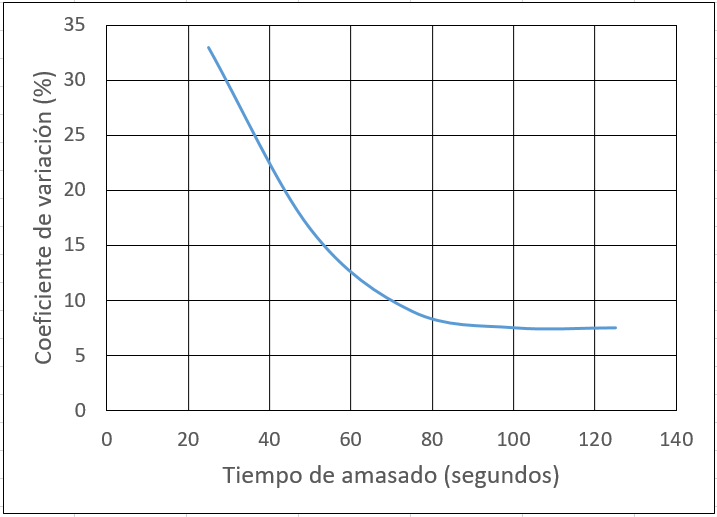
En general, el tiempo de amasado necesario para los hormigones con áridos ligeros es mayor que para los hormigones con áridos normales. Este tiempo adicional se utiliza para humedecer adecuadamente los áridos antes de añadir el cemento y para homogeneizar la mezcla después de incorporar el aditivo y de añadir toda el agua de amasado. Este proceso prolongado evita que la rápida absorción de agua y del aditivo por el árido ligero reduzca la trabajabilidad del hormigón y la eficacia del aditivo. En general, se aconseja no superar los 2 minutos de amasado para evitar la trituración de los áridos ligeros. Aunque en la práctica los tiempos de hasta tres minutos no suelen causar daños apreciables, no se recomienda exceder el tiempo indicado, especialmente con áridos de baja dureza y resistencia.
Transporte
El transporte del hormigón ligero se realiza con los mismos medios que el de los hormigones convencionales. Sin embargo, es importante evitar sistemas que favorezcan la segregación, como los camiones estacionarios o las cintas. En la práctica, el uso de estos sistemas ya está muy restringido incluso para los hormigones normales.
El transporte del hormigón debe realizarse en camiones hormigonera, pues esto permite corregir la disminución de la docilidad que ocurre durante el transporte. Asimismo, evita la tendencia a la segregación del árido ligero en hormigones de alta docilidad mediante un amasado previo al vertido. Es importante destacar que la consistencia del hormigón puede reducirse durante el transporte más que en el caso de los hormigones normales. Además, existe una mayor tendencia a la segregación, especialmente en hormigones de mayor fluidez y con áridos de menor densidad. Por lo tanto, se recomienda utilizar aditivos o adiciones que reduzcan el contenido de agua y mejoren la estabilidad del hormigón.
El transporte por camión es un método habitual, ya que facilita el control de las precauciones técnicas y del equipo necesario, como la humedad de los áridos, el orden de amasado y las hormigoneras de salida forzada en la planta. Los tiempos de transporte son comparables a los de los hormigones convencionales, aunque durante el traslado puede producirse una pérdida de consistencia debido a la absorción de agua por los áridos ligeros. Para prevenir estos problemas, es crucial humedecer adecuadamente los áridos antes de su uso. La cantidad exacta de agua de amasado debe determinarse mediante ensayos previos, considerando la humedad de los áridos, el tiempo de transporte y la consistencia requerida en la obra. Se deben seguir las pautas de amasado establecidas y ajustar la consistencia en la obra, si es necesario, añadiendo agua adicional o un aditivo fluidificante. Este ajuste no afectará a la resistencia, siempre que se realice de manera controlada para alcanzar el asentamiento de cono especificado y compensar así el agua absorbida en exceso por los áridos. Sin embargo, se recomienda probar el procedimiento mediante ensayos previos.
El mezclado exclusivo en camión presenta problemas con estos hormigones debido a la formación de grumos de pasta en las paredes del tambor, lo cual debe evitarse. Es preferible realizar el amasado por completo en planta y luego transportar el hormigón a la velocidad de giro del camión. Antes de descargar, se recomienda girar el tambor diez veces a la velocidad de amasado. No es necesario imponer limitaciones estrictas al número total de revoluciones durante el transporte para evitar la trituración de los áridos, ya que, en la práctica, este fenómeno no se ha observado.
Cuando se transporta hormigón con áridos ligeros por tubería, es crucial tener en cuenta cómo la presión de bombeo afecta a la absorción de agua por los áridos ligeros. Una presión elevada aumenta la absorción de agua, mientras que una disminución de la presión puede provocar un exceso de agua respecto del cemento. En el primer caso, puede perderse la trabajabilidad y complicarse la operación de bombeo, por lo que es esencial presaturar los áridos. En el segundo caso, la resistencia del hormigón se verá comprometida y su estructura interna perderá compacidad. Por lo tanto, es fundamental ajustar la dosificación para prever y mitigar estas alteraciones, limitando adecuadamente las distancias y alturas de bombeo. Por ello, se recomienda realizar pruebas de bombeo para verificar que las características del hormigón fresco no se vean afectadas de manera notable.
Se adjunta el Anejo 8 del Código Estructural, con recomendaciones sobre el uso de hormigón con áridos ligeros.
Os dejo algunos vídeos que espero que os interesen.
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
BUSTILLO, M. (2008). Hormigones y morteros. Fueyo Editores, Madrid, 721 pp.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València, 189 pp.
TIKTIN, J. (1994). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
YEPES, V. (2020). Procedimientos de construcción de cimentaciones y estructuras de contención. Colección Manual de Referencia, 2ª edición. Editorial Universitat Politècnica de València, 480 pp. Ref. 328. ISBN: 978-84-9048-903-1.
YEPES, V. (2023). Maquinaria y procedimientos de construcción. Problemas resueltos. Colección Académica. Editorial Universitat Politècnica de València, 562 pp. Ref. 376. ISBN 978-84-1396-174-3
Cursos:
Curso de fabricación y puesta en obra del hormigón.

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.