El hormigón pesado se elabora con áridos de densidad superior a 3,0 kg/dm³, lo que permite que su peso específico supere los 2,8 kg/dm³. Esta elevada densidad proporciona un peso considerable en un volumen reducido, lo que lo convierte en un material altamente eficaz para la protección contra radiaciones. Su principal característica es ofrecer un mayor peso en el mismo volumen, lo que lo hace adecuado para diversas aplicaciones, como contrapesos en estructuras y en áreas que requieren protección frente a radiaciones.
El uso principal del hormigón pesado ha sido como escudo protector contra las radiaciones generadas por la energía nuclear. La capacidad de este material para bloquear la radiación depende del tipo de emisión. En el caso de las ondas de corta longitud, como los rayos X y los rayos gamma, es necesario interponer un elemento de la mayor densidad posible. En este contexto, los hormigones pesados, independientemente de su tipo, ofrecen una solución económica, ya que permiten reducir el espesor de la pantalla de protección.
Por otro lado, para protegerse de partículas atómicas, como los neutrones, es fundamental que la pantalla contenga una gran cantidad de átomos de hidrógeno. Esta condición se cumple adecuadamente tanto en los hormigones pesados elaborados con áridos de minerales de hierro hidratado, que poseen un elevado contenido de agua de cristalización, como en los preparados con la mayor cantidad posible de agua. Además, estos hormigones se utilizan en los cimientos de estructuras de gran esbeltez para evitar el pandeo y como base de almacenamiento de materiales de gran peso.
Composición del hormigón de alta densidad
El hormigón de alta densidad se elabora utilizando áridos pesados que incluyen minerales de hierro, como la magnetita y la limonita, así como rocas de cantera, como la barita, virutas de acero y materiales sintéticos como los ferrofosforosos. También se pueden obtener a partir de fragmentos de barras de acero redondo, de recortes de planchas de acero o de granalla. Su peso específico es similar al del hierro, oscilando entre 7,5 y 7,8 kg/dm³. Estos materiales deben cumplir, en términos generales, con las mismas condiciones que las establecidas para los áridos convencionales. Sin embargo, es importante tener en cuenta que los áridos provenientes de minerales de hierro son altamente fracturables debido a su estructura interna, lo que los hace susceptibles de cambios en sus características durante su uso en obra, especialmente en cuanto a la granulometría y el contenido de finos. Por otro lado, los áridos obtenidos a partir de desechos metálicos presentan una heterogeneidad principalmente relacionada con el estado de su superficie, que debe mostrar cierto grado de oxidación incipiente para mejorar la adherencia.
Dosificación y proceso de fabricación
Estos áridos suelen ser más costosos y requieren tratamientos específicos tanto en su dosificación como en su aplicación en obra. Además, tienden a segregarse en la pasta de cemento, por lo que es necesario emplear un tamaño de grano más fino que el habitual. No obstante, las granulometrías de los áridos pueden mantenerse dentro de los estándares convencionales. La arena no necesita ser especial, siempre que cumpla con los requisitos de peso unitario; debe ser limpia, angular, bien graduada y estar libre de limo, arcilla o materiales orgánicos. Para mezclas especiales, como los hormigones con árido grueso reducido, es posible especificar la gravedad específica o el módulo de finura.
A diferencia de los hormigones convencionales, los hormigones de alta densidad se distinguen principalmente por la densidad de los áridos empleados y por la precisión requerida en su dosificación, fabricación, transporte y colocación en obra. Su bombeo en zonas de difícil acceso y su proceso de aplicación son similares a los del hormigón convencional y requieren vibrado, tratamiento y curado de manera equivalente.
Consideraciones en la colocación y vertido
Una mejor composición del hormigón se traduce en una mayor homogeneidad, compacidad y densidad, así como en una menor probabilidad de formación de poros. Esto permite alcanzar espesores y pesos reducidos. Generalmente, se emplean dosificaciones de cemento de aproximadamente 350 kg/m³. Para evitar segregaciones, se recomienda utilizar una relación agua/cemento de entre 0,35 y 0,40, así como incorporar superplastificantes que faciliten la obtención de hormigones más dóciles.
Es importante tener en cuenta que los áridos pesados no siempre presentan una granulometría adecuada. En tales casos, se pueden añadir correctores de diferentes densidades. Al mezclar áridos de distintas características, conviene expresar la granulometría y el módulo de finura en porcentajes del volumen absoluto.
La forma de los granos de ciertos áridos puede comprometer la trabajabilidad del hormigón, especialmente cuando se utilizan discos y perdigones de acero. En estas situaciones, incrementar la dosificación de cemento, añadir minerales o incorporar aire ocluido puede mejorar la trabajabilidad del hormigón, aunque esto podría conllevar una reducción de su densidad. No obstante, esta disminución de la densidad tiene la ventaja de que los hormigones más dóciles tienden a ser más compactos, lo que les confiere una mayor capacidad de protección.
El equipo utilizado para mezclar hormigones convencionales también se empleará para fabricar hormigón pesado, por lo que se debe tener especial cuidado para evitar sobrecargar los equipos. Al verter el hormigón y realizar su colocación, se debe prestar atención a la disposición adecuada de los travesaños y apuntalamientos necesarios para garantizar que los encofrados resistan los empujes del hormigón fresco. En el caso del hormigón de alta densidad, estos empujes serán mayores.
La combinación de áridos de acero y magnetita puede dar lugar a fenómenos magnéticos que afectan negativamente a la adherencia de los áridos a la pasta de cemento. Para mitigar este inconveniente, se recomienda amasar primero el árido grueso de acero con una proporción de cemento y agua. Una vez realizada esta mezcla, se debe añadir la magnetita junto con el resto del cemento y el agua.
El amasado de hormigones con áridos pesados no siempre es la mejor opción; el método más eficaz consiste en colocar los áridos directamente en los moldes y luego inyectar la pasta o el mortero de cemento. Este enfoque previene la segregación, un fenómeno especialmente problemático cuando se emplean áridos de acero.
Para la fabricación de hormigones pesados, se recomienda utilizar hormigoneras de eje vertical, ya que garantizan una mezcla más eficiente. Por el contrario, las hormigoneras basculantes generan grandes esfuerzos en el eje. El tiempo de amasado es similar al de los hormigones convencionales, y es fundamental realizar la descarga del hormigón con sumo cuidado para evitar la segregación.
El hormigón de alta densidad es muy propenso a segregarse durante su colocación, lo que no solo disminuye su resistencia, sino que también provoca variaciones en su densidad que pueden afectar gravemente su manipulación. El procedimiento habitual para los hormigones convencionales también se aplica a los hormigones de alta densidad, siempre que no incluyan piezas de acero como árido grueso. Este método, conocido coloquialmente como «vertido con cubilote», consiste en mezclar áridos, cemento y agua antes de verter la mezcla en los moldes.
Es importante considerar que el hormigón de alta densidad presenta un peso específico superior, lo que implica que, para un mismo volumen, su peso es mayor. Por esta razón, es fundamental tomar precauciones para evitar sobrecargar grúas, camiones grúa u otros equipos utilizados en el vertido del cubilote. Asimismo, es necesario prevenir sobrecargas en las hormigoneras para evitar la segregación de los áridos durante el amasado. Además, el hormigón fresco genera cargas y empujes significativos sobre los encofrados, por lo que estos deben diseñarse adecuadamente para soportarlos.
El espesor de las capas no debe exceder los 25 cm. Otro aspecto importante a tener en cuenta es el vibrado, que debe ser enérgico y de corta duración, utilizando frecuencias cercanas a 20 000 ciclos por minuto, ya que el tamaño máximo del árido suele no superar los 25 mm. En este método, la vibración durante la colocación resulta beneficiosa, pero debe aplicarse con moderación para no comprometer la integridad del hormigón.
El método de hormigonado con áridos precolocados es especialmente adecuado cuando los áridos son de acero o de hierro. Este procedimiento consiste en colocar primero el árido grueso en el encofrado y luego rellenar los espacios intersticiales con una mezcla de mortero de cemento, arena y agua. Este método presenta varias ventajas frente a los métodos convencionales. En primer lugar, minimiza la segregación del árido grueso, especialmente cuando se utilizan trozos de acero. En segundo lugar, facilita la colocación de hormigón con densidad y composición uniformes en formas confinadas y alrededor de elementos embebidos. En tercer lugar, permite lograr una mayor densidad y homogeneidad con materiales similares. Además, permite el uso de combinaciones de materiales diferentes, como el árido grueso. Finalmente, asegura una distribución uniforme del árido pesado en el escudo protector, evitando la formación de grandes vacíos de aire. Sin embargo, también existen desventajas: hay pocas empresas especializadas en este procedimiento, terminar la superficie superior de grandes áreas de hormigón resulta más complicado y costoso y, en general, el hormigón obtenido mediante este método tiende a ser más caro que el producido con técnicas convencionales.
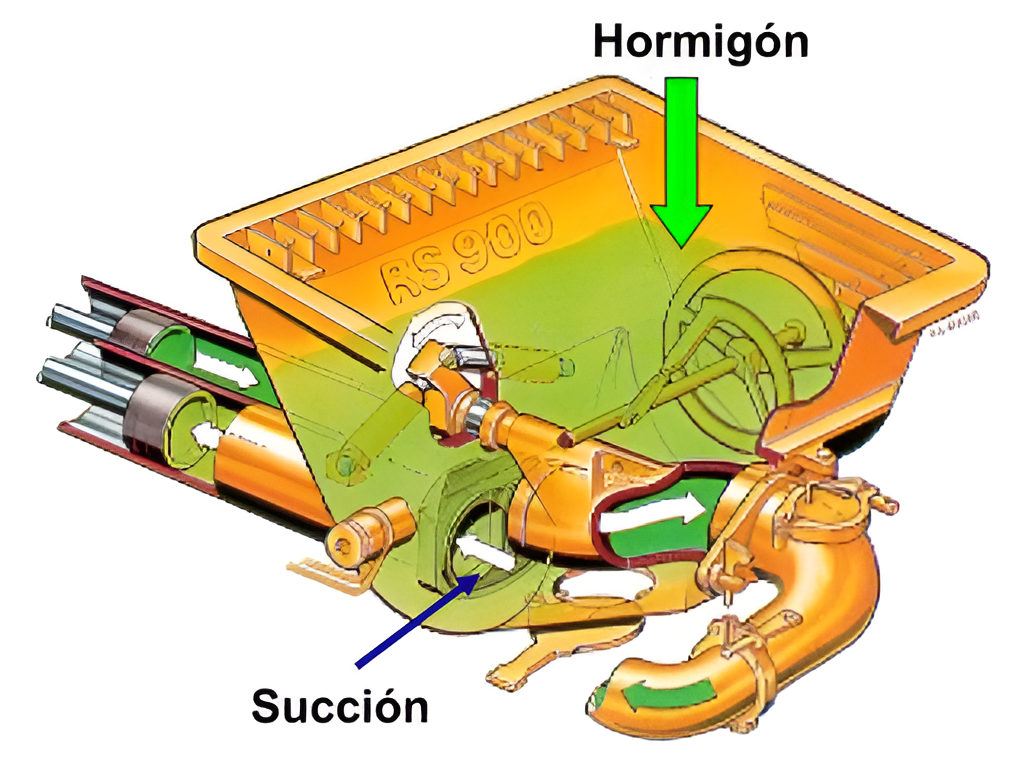
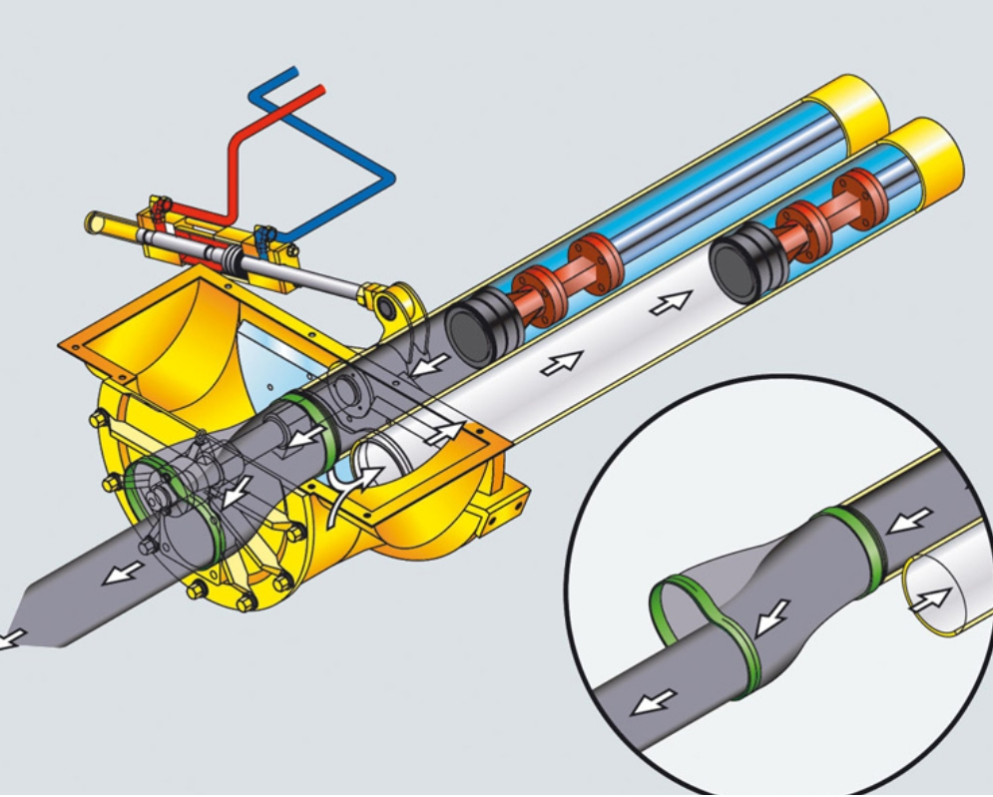
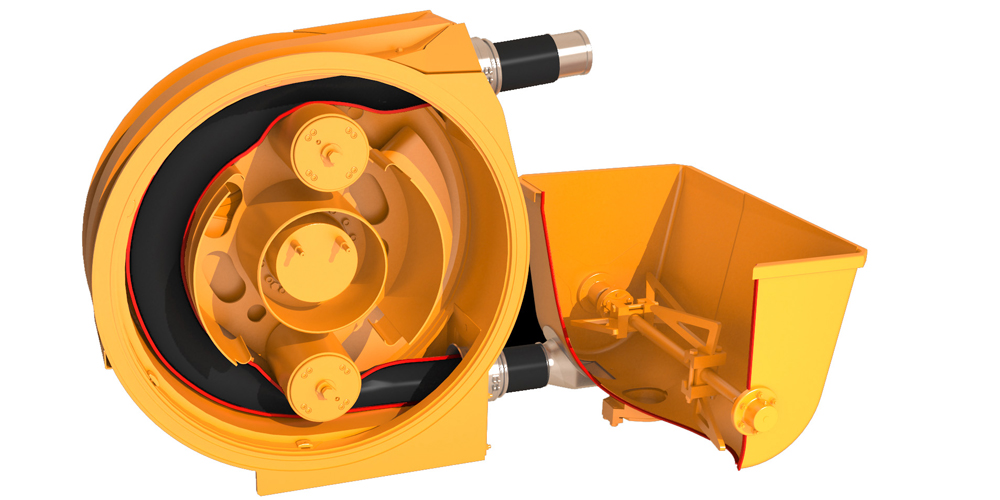
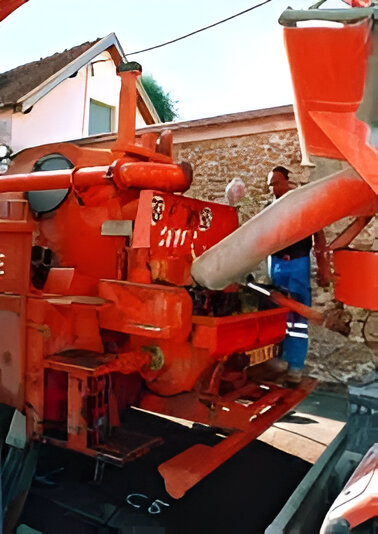
El hormigón pesado puede bombearse, aunque las distancias alcanzadas suelen ser menores que las de los hormigones tradicionales, siempre que se utilice el mismo equipo. Aunque los áridos gruesos suelen provenir de mineral triturado, que presenta formas irregulares y angulosas que dificultan el bombeo, cada vez más profesionales afirman que es posible bombear hormigón de alta densidad en casi cualquier circunstancia. Durante el proceso de hormigonado, se recomienda supervisar la homogeneidad del hormigón aplicado para detectar posibles huecos. Esta verificación puede realizarse con una fuente de radiación gamma de potencia adecuada.
Las resistencias mecánicas de estos hormigones no son motivo de preocupación, dado el considerable espesor de sus paredes, impuesto por razones de protección. Sin embargo, un aspecto preocupante es la fisuración, que debe evitarse incluso a temperaturas de 300 °C, ya que muchas de las protecciones están expuestas a altas temperaturas. Es importante destacar que cuando el hormigón se somete a temperaturas de 300 a 400 °C durante períodos prolongados, su resistencia a la compresión puede reducirse entre un 20 % y un 50 %. Además, a 400 °C, el hormigón se deshidrata, lo que reduce su capacidad de protección.
En ocasiones, se puede colocar una capa de varios centímetros de mortero entre los encofrados y, posteriormente, cubrirla con una capa de árido pesado, que se introduce mediante vibrado o apisonado. Este método exige una ejecución cuidadosa y controlada, pero resulta ideal para hormigones de muy alta densidad, especialmente aquellos elaborados con áridos de acero, ya que evita la necesidad de pasar todo el árido por la amasadora.
He grabado un vídeo para explicar este hormigón.
Os dejo algunos vídeos sobre este tipo de hormigón.
Os dejo también este texto relacionado, que espero que os interese.
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
BUSTILLO, M. (2008). Hormigones y morteros. Fueyo Editores, Madrid, 721 pp.
CALAVERA, J.et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
CORMON, P. (1979). Fabricación del hormigón. Editores Técnicos Asociados, Barcelona, 232 pp.
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MONTERO, E. (2006). Puesta en obra del hormigón. Exigencias básicas. Consejo General de la Arquitectura Técnica de España, Madrid, 750 pp.
MORILLA, I. (1992). Plantas de fabricación de hormigón y grava-cemento. Monografías de maquinaria. Asociación Española de la Carretera, Madrid.
YEPES, V. (2020). Procedimientos de construcción de cimentaciones y estructuras de contención. Colección Manual de Referencia, 2ª edición. Editorial Universitat Politècnica de València, 480 pp. Ref. 328. ISBN: 978-84-9048-903-1.
YEPES, V. (2023). Maquinaria y procedimientos de construcción. Problemas resueltos. Colección Académica. Editorial Universitat Politècnica de València, 562 pp. Ref. 376. ISBN 978-84-1396-174-3
YEPES, V. (2024). Estructuras auxiliares en la construcción: Andamios, apeos, entibaciones, encofrados y cimbras. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 408 pp. Ref. 477. ISBN: 978-84-1396-238-2
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 450 pp. Ref. 441. ISBN: 978-84-1396-418-8
Cursos:
Curso de fabricación y puesta en obra del hormigón.

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.