Figura 1. Pilote hincado de plástico. http://www.archiexpo.es/prod/hahn-kunststoffe-gmbh/product-149415-1840086.html
Si bien los pilotes tradicionales de madera, acero y hormigón disponen de sistemas capaces de preservarlos de su degradación en ambientes agresivos, estas medidas presentan limitaciones. Por este motivo, se han desarrollado pilotes alternativos fabricados con compuestos plásticos que normalmente se utilizan en entornos portuarios (Figura 1), aunque también se utilizan con otros fines, como en mobiliario urbano (Figura 2).
Figura 2. Pilote hincado usado como soporte para pasarelas de madera en playas. http://www.archiexpo.es/prod/hahn-kunststoffe-gmbh/product-149415-1840086.html
Estos pilotes suelen tener una sección tubular de entre 20 y 60 cm y una longitud de hasta 35 m, aunque también se fabrican secciones cuadradas. Están fabricados con plásticos reciclados y poseen una armadura, que puede ser un tubo de acero, fibra de vidrio o una combinación de ambos. Debido a las características del material, son neutrales frente a cualquier agresión medioambiental (incluida el agua de mar). Estos pilotes son respetuosos con el medio ambiente y no contaminan. No les afecta el gusano de la madera (Teredo navalis). Debido a su empleo frecuentemente portuario, están diseñados para resistir esfuerzos axiales y laterales procedentes del impacto de buques.
También existen pilotes compuestos de acero y plástico, con un corazón tubular de acero rodeado de una cubierta de plástico reciclado. Se trata de un pilote más caro que la madera, pero con un periodo de vida útil mayor gracias a su resistencia a la acción de organismos marinos, putrefacción y abrasión, además de su mayor resistencia mecánica.
Figura 3. Instalación de un pilote de plástico. http://www.archiexpo.es/prod/hahn-kunststoffe-gmbh/product-149415-1840086.html
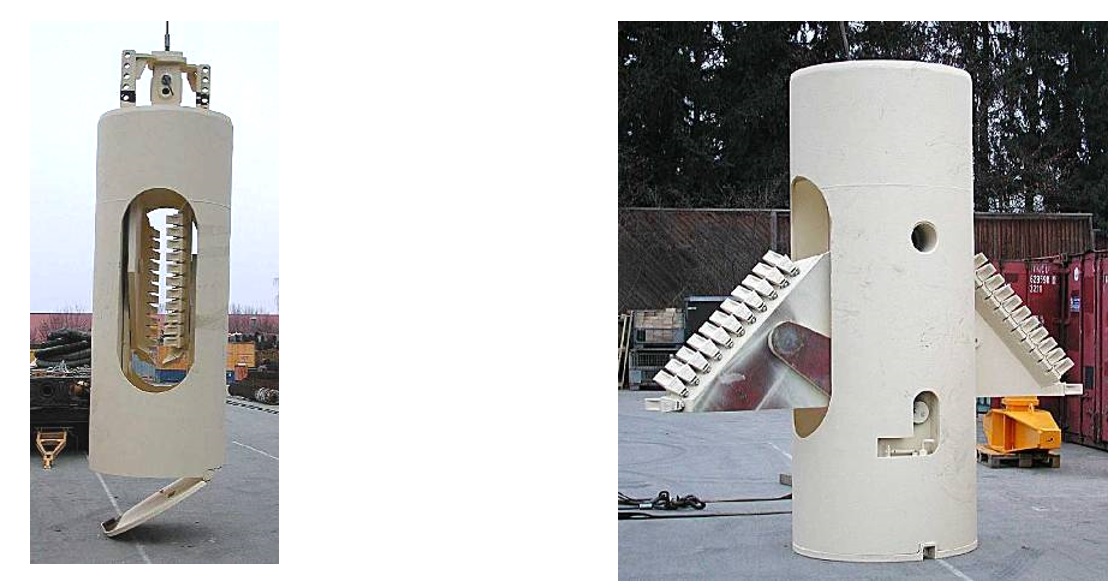
Figura 1. Balde de quijadas con articulación en la base y con articulación superior
En suelos suficientemente coherentes se puede ensanchar la base de la perforación, a fin de aumentar la capacidad de transmitir resistencia por punta, mediante una herramienta especial denominada balde de campana o de quijadas. Este útil puede ser de dos tipos: con articulación en la base o con articulación superior.
El ensanche del fondo de la excavación (acampanamiento o underreaming) tiene forma troncocónica. Como criterio general, la altura del ensanchamiento debe ser mayor que el diámetro del pilote y la anchura menor que tres veces el diámetro.
Figura 2. Herramienta para ensanchamiento de la punta del pilote
Figura 1. Pilotes Starsol. http://www.soletanche-bachy.com.ar
Dentro de los pilotes de extracción de barrena continua podemos distinguir un procedimiento mejorado denominado STARSOL. Se trata de un sistema desarrollado por el grupo francés SOTELANCHE-BACHY, al cual pertenece la empresa española RODIO, por lo que también se llama este procedimiento Rodiostar/Starsol. Con este sistema se resuelven dos problemas que tenían procedimientos anteriores: la perforación de capas duras y la ejecución y control de la calidad del hormigonado. La perforación en capas duras se realiza mediante un motor de gran potencia, con un par de 90000 N·m, incorporando un útil de corte bajo el eje de la hélice, con lo que puede atravesar o empotrase en terrenos de 35 a 50 N/mm² de resistencia a rotura. Ello hace innecesario el uso de trépano. Tampoco se necesitan lodos ni camisa porque el hormigonado se efectúa a través del tubo interno, que funciona a modo de Tremie. El mayor problema es que las armaduras deben introducirse después del hormigonado, aunque este problema se podría resolver definitivamente con hormigones armados con fibras de acero. Los diámetros habituales de este tipo de pilotes se encuentran entre 0,40 y 1,00 m, con una profundidad máxima normal de 30 m. La potencia total instalada ronda los 250 kVA.
Los elementos principales del equipo son los siguientes:
Grúa dotada de grupo hidráulico
Mástil guía
Cabeza de rotación hidráulica
Manguera de introducción del hormigón al tubo interior
Barrena continua alrededor del tubo exterior
Tubo central con desplazamiento por el interior del tubo exterior
Sistema de gatos que permite el desplazamiento vertical del tubo central hasta 1,50 m
Útil de limpieza
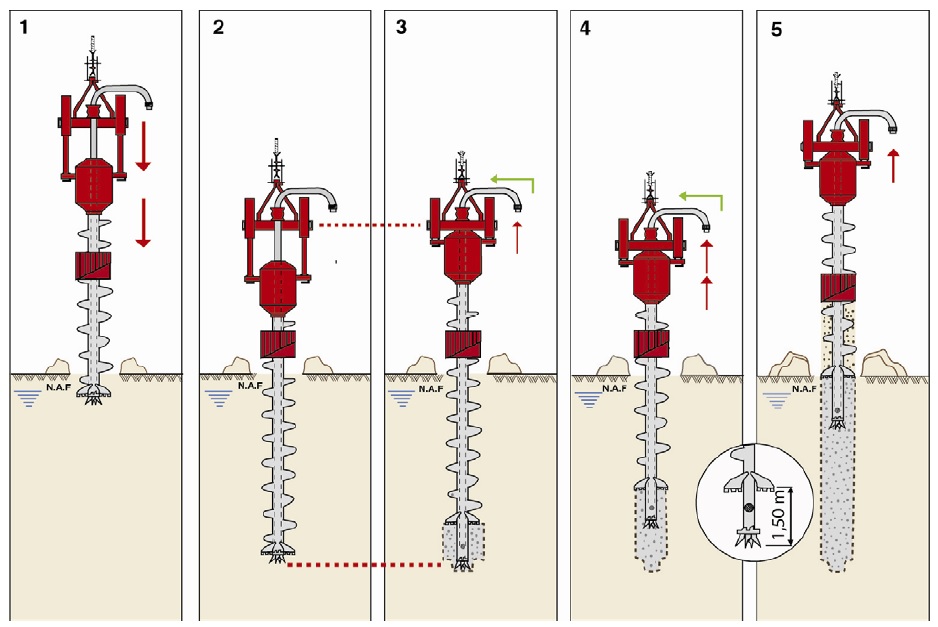
En la Figura 2 se muestran las fases constructivas del método. El procedimiento comienza con la perforación mediante rotación de la barrena. Una vez llega a la profundidad requerida, se para la rotación, se levanta el conjunto y se comienza a bombear hormigón a presión. La distancia entre las bases de la barrena y del tubo sumergido es de 1,50 m. Por último, una vez hormigonado el pilote, se coloca la armadura, incluso con vibradores si fuera necesario. La armadura se puede introducir con este método fácilmente hasta 15 m, aunque el mejor registro de 17 m se consiguió en 1988.
La diferencia entre el procedimiento STARSOL y los pilotes de barrena continua convencionales es que en los primeros el hormigón se bombea a presión (de al menos 0,1 MPa, lo que asegura un excelente contacto en cualquier terreno), de forma que dicha presión y el volumen de hormigón se encuentran controlados. Esto garantiza que el primer hormigón vertido es el único que ha estado en contacto con el terreno y el único que puede estar contaminado. En el caso de los pilotes de barrena continua clásica, el hormigón se vierte a través del tubo central de la barrena y directamente sobre el anterior, mientras que en el sistema STARSOL, se realiza mediante un tubo telescópico introducido por dicha barrena hueca, el cual puede quedar introducido hasta 1,0 m por debajo de la lámina libre de hormigón, de ahí la mayor presión de bombeo y la gran ventaja con respecto al CPI-8 convencional; pues se evita la posibilidad de cortes en el hormigón.
Figura 2. Esquema del proceso de ejecución del pilote STARSOL
A continuación os dejo algunos vídeos explicativos que creo de interés.
Referencias:
GARCÍA-VALCARCE, A.; SACRISTÁN, J.A.; GONZÁLEZ, P.; HERNÁNDEZ, R.J.; PASCUAL, R.; SÁNCHEZ-OSTIZ, A.; IRIGOYEN, D. (2003). Manual de edificación. Mecánica de los terrenos y cimentaciones. Editorial CIE Dossat 2000, 710 pp.
En algunos artículos anteriores hemos descrito algunos procedimientos constructivos de los distintos tipos de pilotes. También se han comentado en artículos anteriores algunas técnicas relacionadas con los informes geotécnicos.
Sin embargo, aquí quiero resaltar algunos casos concretos donde los informes geotécnicos pueden confundir al constructor y llevarlo a errores durante la perforación o hinca de los pilotes (Rodríguez Ortiz, 1982):
Capas delgadas de arenisca floja o vetas de arena cementadas. Las coronas de sondeo las traspasan y disgregan, confundiéndose con arenas. Las barrenas que perforan los pilotes son de diámetro mayor y no tienen potencia suficiente para romper estas capas, con lo que se hace necesario un trépano. En el caso de hinca, se suele dar rechazo al llegar a estas capas, deteniéndose la hinca, lo que supone un riesgo de punzonamiento bajo las cargas de trabajo.
Las vetas carbonatadas y costras, de naturaleza evaporítica y de espesores variables, con elevadas resistencias. Los sondeos a rotación disgregan las gravas presentes, otras veces se sacan testigos rocosos que se confunden con gravas o bolos calcáreos. Son errores de apreciación que, unido a la difícil correlación entre los cortes geotécnicos, provocan que pasen desapercibidas estas vetas y causen problemas en la hinca y en la perforación.
Las vetas silicatadas se confunden con los cantos de sílex. Son capas de extraordinaria dureza que hace difícil la penetración de los pilotes, incluso con espesores de pocos centímetros.
Bloques erráticos u obstáculos de tamaño similar al diámetro del pilote. Pueden dificultar enormemente el hincado o la perforación.
Confusión entre roca sana y alterada en el apoyo del pilote, que puede magnificar o infravalorar la capacidad portante prevista.
Evaluación de la resistencia de una capa rocosa para predecir si la excavación debe realizarse con trépano, tricono o elementos de corte rotativo.
La estructura del substrato rocoso debe caracterizarse geológicamente y con reconocimientos puntuales para determinar si las fracturas impiden la perforación rotativa para un determinado diámetro.
Los sondeos pueden interpretar una estabilidad de las paredes diferente a la perforación del pilote, pues los diámetros son diferentes. Si el terreno lo permite, se prefieren los sondeos helicoidales, pues se aproximan mejor a las condiciones de perforación del pilote.
La permeabilidad del terreno y la presencia de capas granulares abiertas pueden impedir la perforación con lodos, debiéndose recurrir a la entubación. Un sondeo convencional puede pasar por alto este aspecto, salvo que se hagan pruebas de bombeo o permeabilidad.
Referencias:
RODRÍGUEZ ORTIZ, J.M. (1982). Reconocimientos del terreno para pilotajes, en ROMANA, M. (Ed.): Apuntes sobre pilotes. Universidad Politécnica de Valencia.
Figura 1. Hinca de pilotes prefabricados. Cortesía de Rodio
Los pilotes prefabricados de hormigón constituyen una técnica de cimentación profunda enmarcada en los pilotes de desplazamiento. Este tipo de pilotes pueden fabricarse de hormigón armado o pretensado.
Los pilotes prefabricados de hormigón armado suelen de sección cuadrada, de dimensiones habituales entre 200 y 400 mm de lado, aunque también los hay de sección rectangular, circular o poligonal. A veces, incluso pueden ser huecos para poder introducir algún tipo de canalización como las instalaciones de geotermia. Por sus dimensiones reducidas se utilizan para cargas y longitudes moderadas, como en obras de edificación. Se confeccionan con hormigones de resistencia característica mayor a 40 MPa. Las armaduras longitudinales son de, al menos, 12 mm de diámetro, disponiéndose como mínimo una barra en cada vértice. Las armaduras transversales serán, de al menos 6 mm de diámetro, duplicándose la cuantía en al menos una longitud de 3 veces el diámetro del pilote. Se comportan bien por fuste en arenas, gravas y arcillas. La durabilidad es buena, pero en ambientes agresivos se deben proteger las armaduras de la corrosión con cementos especiales o revestimientos.
Los prefabricados presentan ventajas como el curado al vapor, la disminución de almacenaje en obra, los mayores rendimientos y la calidad, entre otros. Ello permite cargas de trabajo de 10 – 12,5 MPa, lo que disminuye la sección para igual capacidad portante. Son habituales secciones de 25×25 cm y 30×30 cm para capacidades que van de 600 a 1000 kN.
Con longitudes largas, se realizan empalmes entre las piezas de hormigón, de un máximo usual de 12 m por razones de transporte. Las juntas de empalme suelen ser objeto de patente y pueden ser mecánicas (tipo machihembrado), por anclaje mediante resinas epoxi, mediante forros de acero o soldados en piezas metálicas dejadas en los extremos. Además, se debe cuidar la manipulación del pilote desde el vehículo de transporte hasta el lugar de hinca.
La hinca de estos pilotes se suele ejecutar mediante equipos de caída libre, con una maza entre 50 y 110 kN que se eleva mediante equipos de accionamiento hidráulico. La maza golpea constantemente la cabeza del pilote hasta su rechazo, que se produce cuando, tras un determinado número de golpes, el pilote no desciende un determinado número de centímetros. En ese momento, se supone una capacidad resistente tanto por rozamiento por fuste como por su trabajo en punta. No obstante, en suelos arcillosos, debe comprobarse el rechazo alcanzado, transcurrido un periodo mínimo de 24 horas.
La protección de la punta del pilote frente a la hinca es un detalle que no se debe olvidar. Para ello suele añadirse una pieza metálica cónica o piramidal, o bien un azuche metálico específico, como puede verse en la Figura 1, que permite también la fijación del pilote en un sustrato rocoso. Se trata de azuche especial denominado punta de Oslo. En la Figura 3 se observa la protección de la cabeza del pilote frente a la hinca.
Figura 2. Detalle de azuche de acero en pilote de prefabricado de hormigón (Rodio Kronsa). Fuente: http://www.fontdarquitectura.com/productos/cimentaciones/pilotes/588Figura 3. Detalle del anillo de protección del pilote frente al golpeo. Imagen: I. Serrano (www.desdeelmurete.com)
Una vez el pilote se hinca hasta el rechazo, la parte libre del pilote queda a distintas alturas. Ahora se debe limpiar y eliminar el hormigón de la cabeza que pueda haber quedado resentido por el golpeo de la maza y no reúna las características mecánicas necesarias y para dejar unas esperas para unir el pilote al encepado.
A continuación os dejo un vídeo explicativo que, entre otros, explica este tipo de pilote prefabricado. Espero que os sea de interés.
Os dejo un vídeo sobre el procedimiento constructivo de hinca de estos pilotes prefabricados.
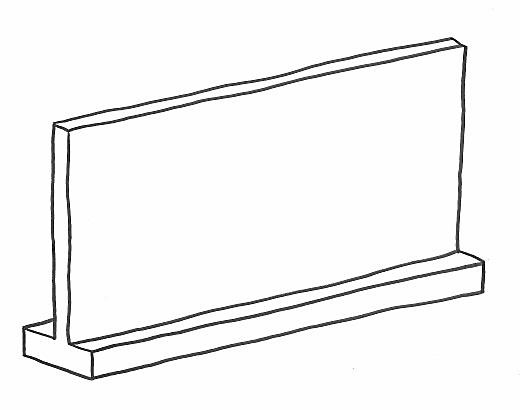
Figura 1. Detalle de zapata corrida bajo muro. Imagen: V. Yepes
La zapata continua o corrida bajo muro presenta una gran longitud comparada con las otras dimensiones (ver Figuras 1 y 2). Suele usarse como base de muros portantes y cimentación de elementos lineales. Se busca la homogeneidad en los asientos y la reducción de las tensiones en el terreno frente a una solución por zapatas aisladas. Además, presenta una mayor facilidad constructiva.
Figura 2. Zapata corrida bajo muro
La cimentación superficial corrida para muros portantes, aunque puede ser de mampostería (Figura 43) o de hormigón en masa, u hoy en día se construyen de hormigón armado (Figura 3). El canto mínimo en el borde es de 40 cm en zapatas de hormigón en masa y 30 cm si son de hormigón armado. En época calurosa se disponen juntas de hormigonado separadas 16 m si el clima es seco, y de 20 m si es húmedo. En época fría, dichas distancias serán de 20 y 24 m, respectivamente. No debe olvidarse nunca el llamado hormigón de limpieza, que tiene como objetivos evitar la desecación del hormigón estructural durante su vertido, así como una posible contaminación de este durante las primeras horas de su hormigonado. Suelen bastar unos 10 cm de este hormigón antes de empezar el ferrallado de la cimentación.
Figura 3. Zapata corrida de mampostería para muros portantes. Fuente: http://www.aguascalientes.gob.mx/
Os dejo a continuación un vídeo donde podréis ver el procedimiento constructivo de un muro de hormigón con su correspondiente zapata. Como curiosidad podéis ver que no se cumplen las medidas de seguridad en algunos casos, así como errores en la ejecución. Podéis hacer una lista.
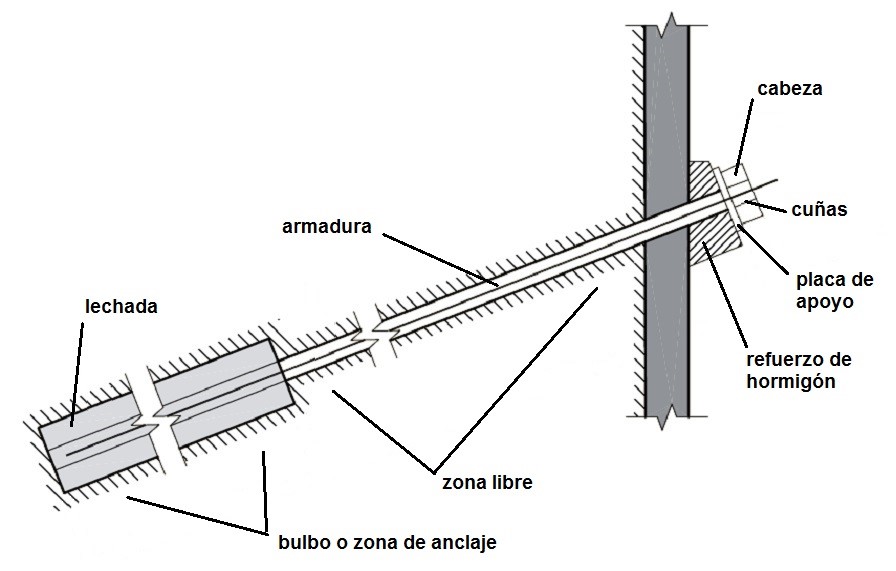
Un anclaje es el elemento capaz de transmitir esfuerzos de tracción desde la superficie del terreno hasta una zona interior del mismo. En artículos anteriores vimos el concepto y la clasificación de los anclajes, la forma de ejecutar un anclaje y aspectos relacionados con la seguridad en su ejecución. En este artículo vamos a describir brevemente las diferentes zonas de un anclaje.
En los anclajes se distinguen las siguientes zonas (Figura 1):
Zona o bulbo de anclaje: es la parte solidaria al terreno en profundidad, encargada de transferirle los esfuerzos. Tiene características muy distintas dependiendo del procedimiento constructivo empleado. Teóricamente, se trataría de una parte fija, es decir, que no se movería ni durante el tesado ni durante la movilización del empuje activo. En la práctica se puede mover algo, pero no debe despegarse del terreno, pues entonces desaparecería la capacidad del anclaje.
Zona libre: es la parte en la que la armadura es independiente del terreno que la rodea, de forma que está libre su deformación al tensionarse. En efecto, la capacidad de deformación de esta zona libre es la que provoca la progresiva puesta en carga del anclaje. Conviene una longitud mínima de unos 5 m para que el esfuerzo aplicado se vea poco afectado por los posibles desplazamientos de la cabeza respecto a la zona de anclaje al terreno. Puede garantizarse la independencia del anclaje respecto al terreno en esta zona mediante camisas de PVC o metálicas. Sin embargo, debe garantizarse su protección contra la corrosión.
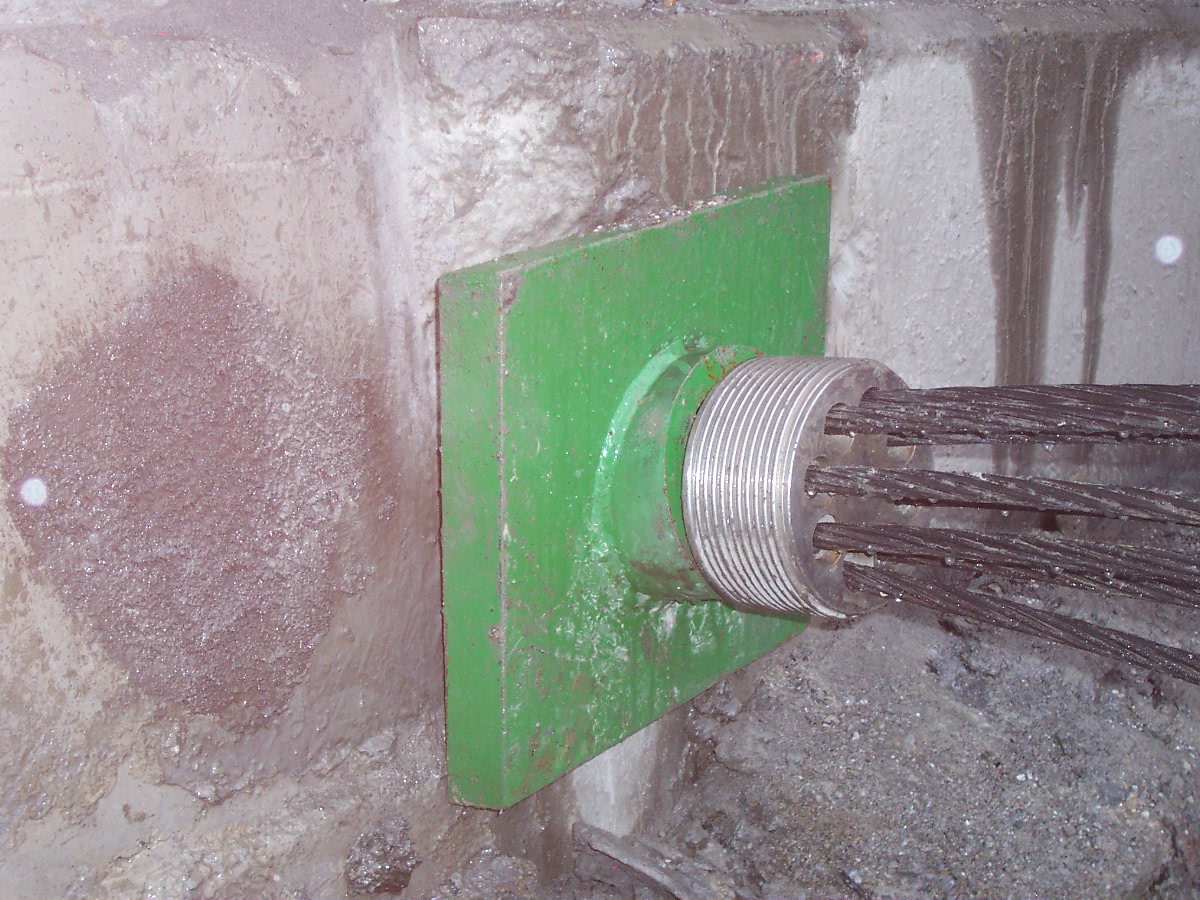
Cabeza: es la unión de la armadura a la placa de apoyo, sobre la que se ejerce la fuerza estabilizadora sobre la estructura. Dependen de cada fabricante y son similares a las utilizadas en hormigón pretensado.
En la Figura 2 se puede observar la cabeza para un anclaje de 8 torones.
Figura 2. Cabeza para un anclaje de 8 torones. https://publicworkstoolscad.blogspot.com/
Os dejo una animación de Keller Cimentaciones respecto a la ejecución de una inyección.
En situaciones difíciles, como estratos de arcilla compacta o roca blanda, cuando la técnica de la inyección del agua no es apropiada, se puede optar por una perforación vertical previa mediante una barrena helicoidal de un diámetro bastante inferior al pilote. Al utilizar una perforación previa, se protege el pilote de un hincado demasiado difícil y, además, se reduce el ruido y las vibraciones. El diámetro del prebarrenado dependerá del tamaño y la forma del pilote, así como de las características del terreno. Suele ser 100 mm inferior que la diagonal de la sección de pilotes cuadrados o en H, y 25 mm inferior en caso de sección circular. Sin embargo, si el terreno es muy resistente, a veces el diámetro del prebarrenado es igual a la mayor dimensión exterior del pilote.
Esta técnica es aplicable a la hinca de pilotes muy próximos a otra infraestructura, de forma que el desplazamiento radial del terreno puede afectarla. También sería de interés en el caso de que la hinca del pilote transmitiera fuertes presiones hidráulicas a distancias considerables. Otro caso sería en terrenos de gran susceptibilidad tixotrópica, donde los pilotes pueden levantarse varios metros debido a la recuperación de las propiedades del suelo.
En otras ocasiones, se recurre a la técnica del punzonado cuando los pilotes son pequeños. Esta técnica consiste en hincar un perfil pesado de acero laminado para romper estratos duros. El punzón se debe extraer antes de hincar el pilote.
A continuación, os dejo un vídeo en el que se realiza un prebarrenado antes de hincar un pilote metálico de sección en H.
Los micropilotes son pilotes de pequeño diámetro de perforación, normalmente de 80 a 300 mm, compuestos por una barra, un tubo de acero o una armadura de acero que constituye el núcleo portante, el cual se recubre normalmente de lechada de cemento que forma el bulbo. Esta inyección favorece el trabajo por rozamiento lateral del fuste. No obstante, también se denominan micropilotes a aquellos elementos hincados por golpeo o hincados mediante vibración, con un diámetro no superior a 150 mm. Los micropilotes aparecieron en los años cincuenta con los «pali-radicci» o pilotes-raíz, para solucionar los problemas de recalces de edificios o estructuras. Se trataba de perforaciones con un diámetro pequeño (de 3 pulgadas o menos), donde se introducía un redondo de acero y se inyectaba con una lechada de cemento.
Los micropilotes estructurales actuales son de mayor diámetro, entre 100 y 150 mm, e incorporan una armadura. Las características técnicas de los materiales y el modo de ejecución de estos micropilotes permiten lograr altas capacidades de carga, normalmente entre 100 y 150 kN, tanto a la tracción como a la compresión, con deformaciones mínimas. De este modo, se consigue un elemento resistente en el que predomina la longitud y la resistencia por rozamiento o fuste. Además, presentan la ventaja de no requerir grandes volúmenes de excavación del terreno. El uso de micropilotes es especialmente interesante cuando existen cargas dispersas de poca importancia, terrenos y cimientos heterogéneos, condiciones difíciles de ejecución en espacios reducidos, con restricciones en altura, o zonas congestionadas, y donde se alternan las cargas en tracción y compresión.
Las cuatro grandes áreas de utilización de los micropilotes son las siguientes:
Como cimentación o recalce de estructuras, trabajando fundamentalmente a compresión
Formando cortinas o muros discontinuos para contener terrenos o excavaciones profundas
En la corrección de corrimientos o deslizamiento, trabajando a flexión, tracción o flexotracción
Como paraguas de sostenimiento en bocas de túneles, como paso de terrenos muy difíciles o para recuperar tramos con hundimientos.
Hoy en día también se utilizan micropilotes de gran capacidad, con diámetros de 300 mm o, en casos excepcionales, incluso mayores, en los que se introduce como elemento resistente un perfil metálico, generalmente tubular, capaz de resistir 2000 kN o más. Posteriormente, se inyecta mortero de cemento para rellenar la sección interior del perfil y sellar la corona exterior entre el perfil metálico y el terreno. Con perforación a rotopercusión, se alcanzan rendimientos de 50 a 100 m por turno. Sin embargo, los costes de este sistema son superiores a los de otros pilotes y solo se justifica cuando hay que atravesar zonas rocosas.
La maquinaria empleada para ejecutar los micropilotes presenta varias ventajas respecto a la de los pilotes. Es más accesible y maniobrable en espacios pequeños, reduce los movimientos durante la ejecución y, por tanto, las deformaciones en estructuras vecinas, se puede adaptar a suelos duros, heterogéneos y con obstáculos y mantiene bien la verticalidad. Sin embargo, no son tan aptos en terrenos saturados o con un nivel freático superior a la cota inferior de la cimentación. En la figura 2 se muestran algunas máquinas empleadas para ejecutar micropilotes.
Figura 2. Maquinaria empleada en la ejecución de micropilotes. Fuente: http://www.civogal.com/
La armadura debe colocarse inmediatamente después de finalizar la perforación del taladro. Para ello, se habrá comprobado que no hay obstáculos en el taladro. La armadura se ubicará sin que se muevan los centradores o los manguitos. Los centradores garantizan la colocación correcta de la armadura y aseguran un recubrimiento mínimo frente a la corrosión, de modo que no impidan la inyección. Se deben instalar, al menos, dos centradores, a distancias que no superen los 3 m. El límite elástico del acero de la armadura tubular suele ser de 560 MPa, mientras que el de las barras corrugadas suele ser de 500 MPa.
Tras la colocación de la armadura, debe inyectarse el micropilote lo antes posible (preferiblemente, en menos de 24 horas) con lechada o mortero de cemento. El objetivo es doble: por un lado, ejecutar el fuste y la punta del pilote propiamente dichos, rellenando tanto el espacio entre el tubo y la perforación como el interior del tubo y, por otro, protegerlo de la corrosión. La relación agua/cemento, en peso, de la lechada debe situarse entre 0,40 y 0,55, y la resistencia característica no debe ser inferior a 25 MPa.
En ocasiones, las pérdidas de inyección son tan elevadas, de 2,5 a 3 veces el volumen teórico necesario, que es necesario realizar una inyección previa con lechada o mortero de cemento que habrá que reperforar para continuar con el micropilote.
La inyección del micropilote se realiza por circulación inversa, bombeándose desde la central de fabricación de lechada mediante el empleo de batidoras de alta turbulencia. La inyección se realiza desde el interior de la armadura hasta el fondo del taladro, ascendiendo por el espacio anular existente entre la armadura y el varillaje de perforación, desplazando al exterior el posible detritus de perforación. Según su forma de ejecución, los micropilotes pueden estar inyectados a baja o a alta presión. En los primeros, se reproduce la técnica del pilote de gran diámetro y se inyecta mortero o mezcla cementicia de forma que se recubre el elemento de acero que constituye la armadura. Los micropilotes inyectados a alta presión se realizan en una o varias etapas a través de válvulas antirretorno, colocadas en la parte más profunda del micropilote, de forma que se conforme un bulbo que transmita las cargas en profundidad. Esta última técnica es similar a la inyección de terreno no cohesivo, que forma una serie de bulbos que, en su conjunto, conforman el elemento de transmisión de la carga del micropilote al terreno.
Se utilizan distintos tipos de inyección con los micropilotes:
(IU) “Global única”: Se inyecta en una fase desde la base inferior del tubo de armado, desde donde asciende el material de relleno entre las paredes de este y la del encamisado, si lo hay, o del terreno, si no lo hay. La presión de inyección debe ser superior a la mitad de la presión límite del terreno e inferior a dicha presión límite. Es adecuado para rocas más o menos sanas, suelos cohesivos muy duros y suelos granulares.
(IR) “Repetitiva única”: La inyección se realiza en dos fases: la primera, como en el caso del IU, y posteriormente a través de rejillas practicadas a lo largo del tubo. Una vez terminado el proceso, se realiza una inyección final de relleno de la armadura tubular. La presión en la boca del taladro debe cumplir las mismas condiciones que en el tipo IU. La inyección se realiza entre 500 kPa y la mitad de la presión límite del terreno. Es adecuado para rocas blandas y fisuradas, así como para materiales granulares gruesos de compacidad media.
(IRS) “Representativa o repetitiva selectiva”: Se utilizan válvulas antirretorno dispuestas a lo largo de la tubería de armado. Se puede inyectar más de dos veces, en función de la admisión de lechada. La presión de inyección es alta, entre 1000 kPa y la mitad de la presión límite del terreno. Una vez finalizado el proceso, se realiza una inyección final de relleno de la armadura tubular. Es adecuada para suelos cohesivos no muy duros, suelos de consistencia baja o media y suelos granulares en los que se intenta crear un bulbo.
Al inyectar una lechada, debe guardarse una relación entre el diámetro efectivo y el teórico. En bolos y gravas es 2 veces el diámetro teórico de perforación, mientras que en arcillas es 1,4 veces y en arenas, 1,2 veces.
Los micropilotes también se pueden realizar hincando una única tubería y sin inyección de lechada. Es el caso de una cimentación provisional o cuando posteriormente se vaya a excavar, dejando los micropilotes a la vista. Al ser de acero, esto permite soldar una estructura de arriostramiento. Incluso se pueden formar «muros-pantalla» de micropilotes (figura 3) que contengan tierras en un vaciado, en cuyo caso se descubre la lechada para soldar vigas metálicas a los tubos como estructura auxiliar para el arriostramiento y el apuntalamiento provisional del muro.En un artículo anterior podéis ver qué medidas de seguridad se deben adoptar en la ejecución de este tipo de cimentación profunda.
Figura 3. Pantalla de micropilotes con anclajes. Fuente: http://www.geotec262.com/micropilotes-anclajes
A continuación os dejo un vídeo explicativo sobre micropilotes de goetecnia.ONLINE
Os dejo un par de animaciones de Keller sobre la ejecución de micropilotes.
También resulta de interés este vídeo de geotecnia.online sobre pruebas de carga en micropilotes.
Existe una variedad de pilotes en los que se inyecta mortero o microhormigón sobre pilotes hincados o perforados. Normalmente, la lechada contiene aditivos, con una relación agua/cemento de entre 0,4 y 0,55. Entre pilotes, podemos distinguir los siguientes:
Pilotes “prepacked”: Se rellena la perforación con un árido de tamaño máximo de 25 mm y una granulometría que permita la entrada de una inyección de lechada. La inyección se realiza a través de tubos que suelen llegar hasta el fondo del pilote. A medida que avanza la inyección, se retiran los tubos, pero permanecen sumergidos en la lechada para asegurar su distribución uniforme.
Inyección de base o de fuste: En los pilotes ejecutados en obra se pueden dejar alojados tubos permanentes, fijados a las armaduras, para inyectar la lechada con el hormigón endurecido. Esta inyección puede realizarse tanto en el fuste como en la base.
Inyección de pilotes de desplazamiento: Se dispone de un azuche de diámetro suficiente para dejar un espacio alrededor del pilote que permita la inyección.