El dilema de lo imperfecto.
El dilema de lo imperfecto.
En la alta dirección y en la gestión de operaciones, es un error común considerar la aparición de un producto o de una materia prima no conforme como un simple desperdicio o un fallo administrativo.
La realidad es mucho más estratégica: la detección de una «no conformidad» no supone el fin del camino, sino el punto de partida de un protocolo crítico de toma de decisiones.
Lo que define a una organización de clase mundial no es la ausencia total de errores, sino su capacidad para ejecutar una «disposición» inteligente que proteja la rentabilidad, garantice la seguridad del cliente y transforme un incidente aislado en un activo de aprendizaje operativo.
La responsabilidad varía según el origen (no todo es culpa del departamento de calidad).
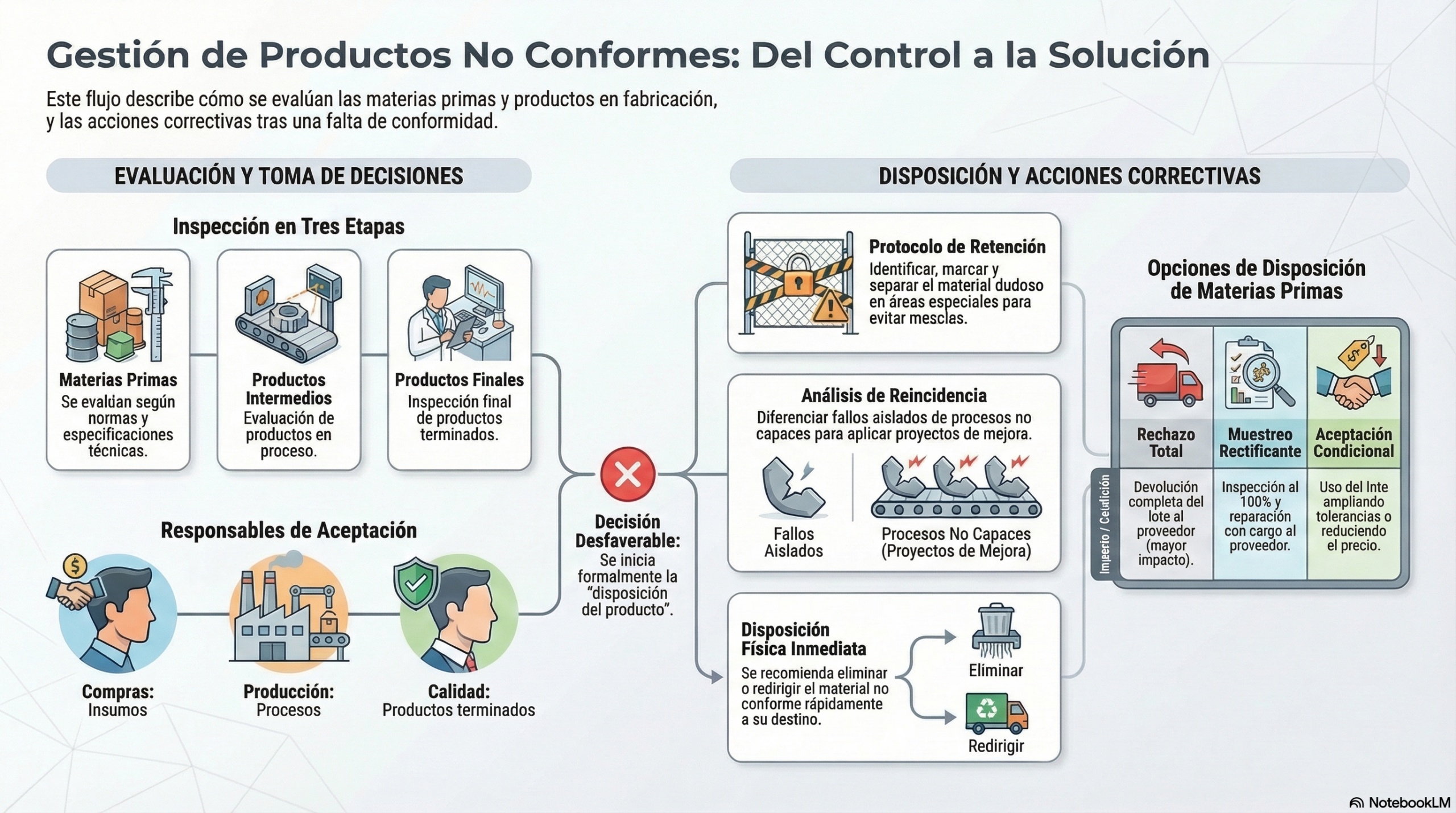
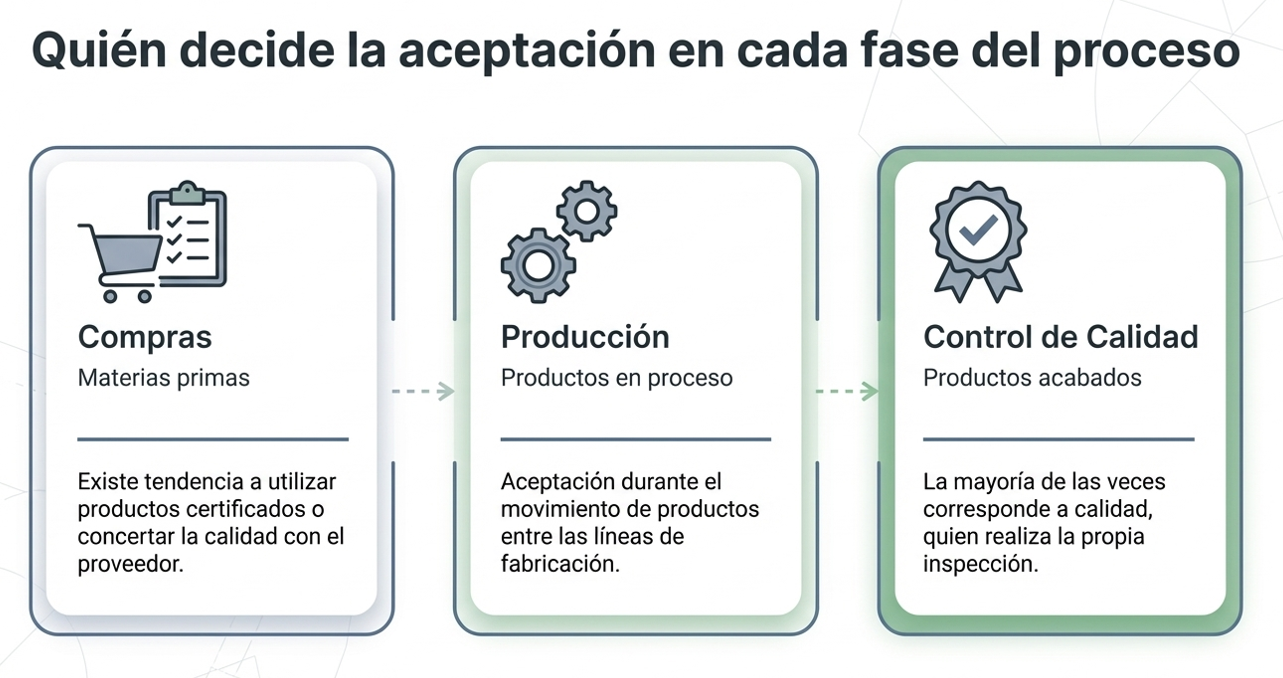
Para mantener la agilidad operativa, la autoridad de decisión no debe estar centralizada en un único departamento. Un error estratégico frecuente es crear un «cuello de botella» en el departamento de calidad, que detiene toda la cadena de suministro. La gestión moderna delega la responsabilidad según la etapa del ciclo de vida:
- Materias primas: la decisión primaria recae en compras, a menudo en colaboración con la junta de revisión de materiales (MRB), que evalúa el impacto del proveedor en la cadena de suministro.
- Productos en proceso: la validación del flujo entre las líneas de fabricación es responsabilidad del departamento de Producción, a fin de asegurar que el ritmo de la planta no se vea comprometido innecesariamente.
- Productos acabados: aquí, el departamento de calidad ejerce la autoridad final para garantizar que el estándar prometido llegue al mercado.
Esta delegación es vital para la agilidad, ya que permite que quienes poseen el contexto técnico y económico de cada fase tomen decisiones rápidas sin paralizar el sistema. Además, el paradigma actual se desplaza hacia la prevención compartida.
«Existe una tendencia creciente a utilizar productos certificados o a acordar la calidad con el proveedor».
El rechazo total es solo la punta del iceberg.
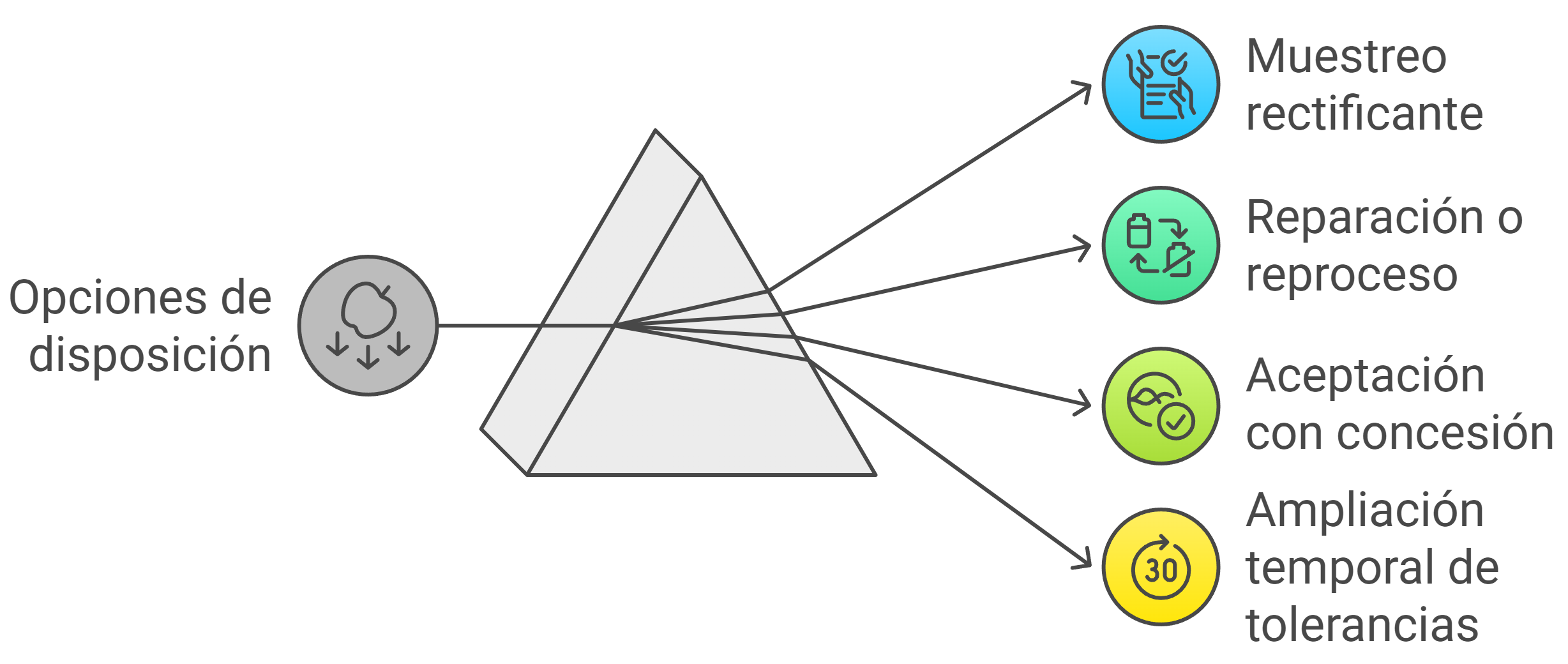
Es un mito industrial que todo lo que no se ajuste a los requisitos termine siempre en el vertedero o sea devuelto en su totalidad. La disposición es un ejercicio de pragmatismo económico y contractual que ofrece un abanico de opciones:
- Muestreo rectificante: inspección del 100 % para separar las unidades aptas de las defectuosas.
- Reparación o reproceso: el proveedor asume la responsabilidad técnica y el coste de la corrección de las unidades.
- Aceptación con concesión: reducción del precio o aceptación del lote si la desviación no afecta a la función crítica.
- Ampliación temporal de tolerancias: anulación de requisitos específicos durante un periodo limitado para salvaguardar la continuidad de la producción.
Estas vías de resolución no son arbitrarias. Se rigen por un análisis riguroso que incluye el coste para ambas partes, la urgencia de la producción, los antecedentes del proveedor y, fundamentalmente, lo estipulado en el contrato y en los convenios previos.
La «cuarentena» no es un concepto opcional.
La gestión de productos no conformes exige una disciplina férrea en la disposición física. No basta con una anotación en un sistema ERP; es necesaria una barrera física que impida su uso accidental en las líneas de montaje.
El protocolo establece el uso obligatorio de impresos de retención y de una identificación inequívoca. El material dudoso debe trasladarse a lugares habilitados específicamente para este fin. El riesgo de una señalización deficiente es un escenario de pesadilla: que un componente crítico defectuoso sea integrado por error humano en el producto final. Esto no solo genera costes de garantía, sino también riesgos legales y un daño reputacional que puede ser irreversible. El aislamiento físico es la última línea de defensa de la marca para garantizar la integridad.

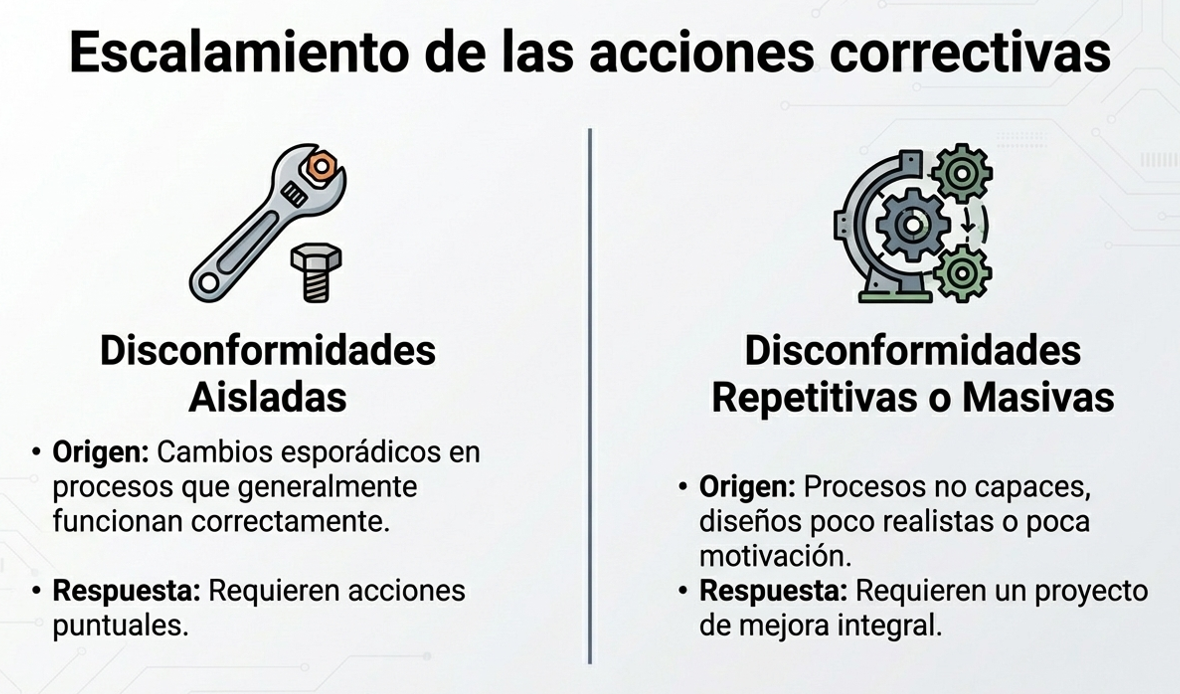
El error como síntoma: ¿fallo esporádico o crisis de diseño?
Desde una perspectiva de estrategia de calidad, debemos categorizar el error para aplicar la solución adecuada. No todas las averías requieren el mismo nivel de intervención:
- Fallos aislados: son variaciones esporádicas en procesos que, en condiciones normales, son estables. Requieren acciones correctivas puntuales y rápidas.
- Fallos repetitivos o masivos: son indicadores de un problema sistémico. Suele deberse a procesos ineficaces, diseños poco realistas o una alarmante falta de motivación del personal.
Cuando nos enfrentamos a fallos masivos, la mera disposición del material es insuficiente. En estos casos, la dirección debe exigir un proyecto de mejora integral que rediseñe el proceso raíz para evitar que el sistema siga produciendo pérdidas de forma sistemática.
Conclusión: hacia una cultura de la mejora continua.
Una operación eficiente se mide por la rapidez con la que se disipa la incertidumbre. La excelencia en la gestión no solo consiste en identificar el error, sino también en eliminar rápidamente el material no conforme y trasladarlo a su destino final (ya sea desecho, devolución o reparación), con el fin de mantener la planta limpia y el inventario ágil.
Finalmente, la organización debe capitalizar estos incidentes mediante el análisis de los informes de retención. Solo así la gestión de la no conformidad deja de ser una labor reactiva para convertirse en un motor de optimización. ¿Considera su organización los errores como un gasto inevitable que debe ocultarse o como una fuente de datos estratégica para diseñar el futuro de su rentabilidad?
En esta conversación puedes escuchar las ideas más interesantes sobre el tema.
Este vídeo resume los conceptos más importantes sobre la disposición de los productos no conformes.
Gestión_de_Productos_No_Conformes

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.