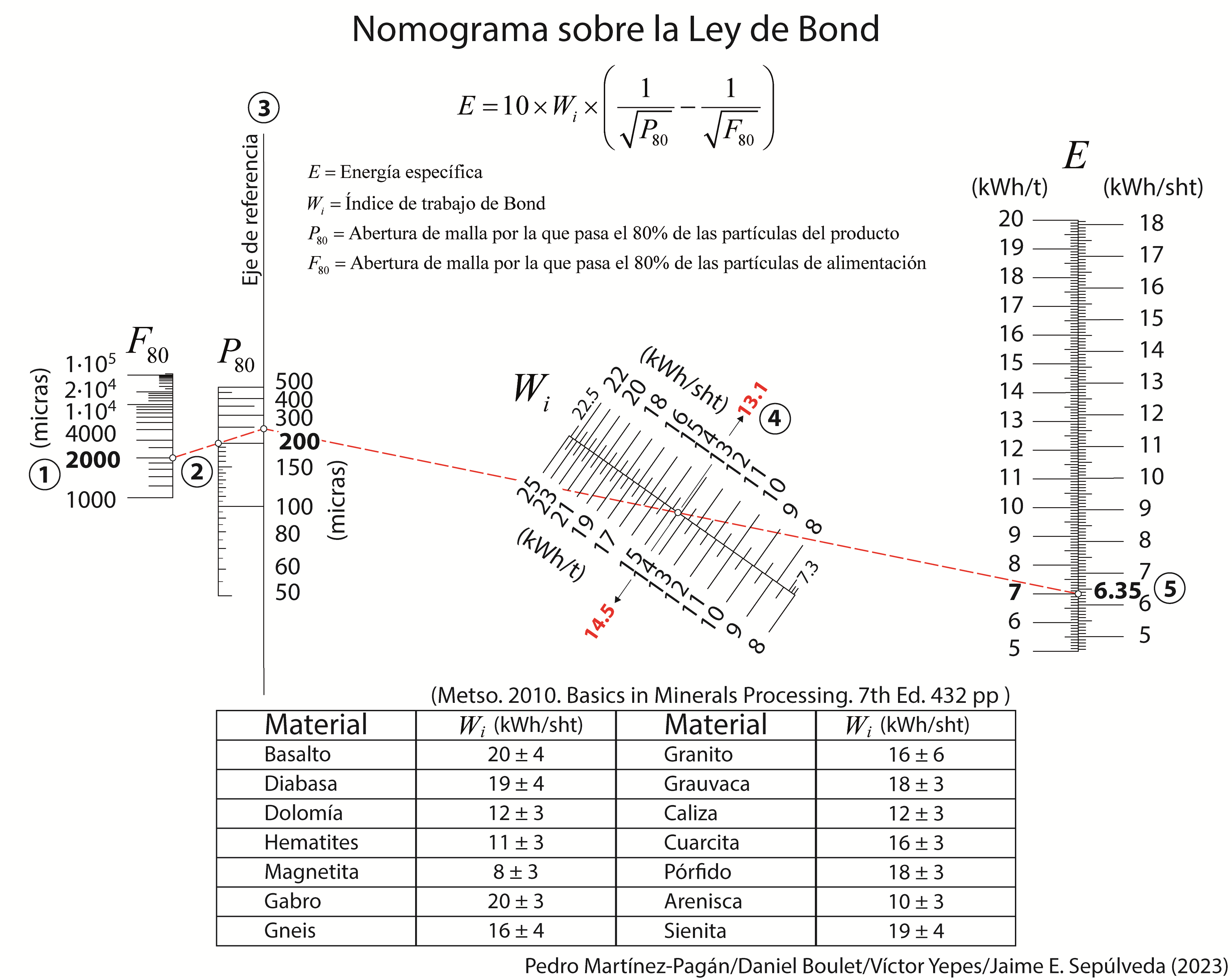
En un artículo previo, explicamos cómo se utiliza la Ley de Bond para calcular la energía necesaria para fragmentar un material, incluso proporcionando un ejemplo resuelto en el que se aplicó a un equipo de trituración para obtener un tamaño de áridos. En este artículo, presentaremos un nuevo nomograma que ha sido creado en colaboración con los profesores Pedro Martínez-Pagán, Daniel Boulet y Jaime E. Sepúlveda, específicamente diseñado para tamaños de partícula más pequeños. Este nomograma se emplea para una molienda con un molino de bolas para un tipo de mineral en particular. Esperamos que tanto el nomograma como el ejercicio resuelto sean de su interés.
FUEYO, L. (1999). Equipos de trituración, molienda y clasificación: tecnología, diseño y aplicación. Editorial Rocas y Minerales. 1ª edición. Fueyo Editores. Madrid, 371 pp. ISBN: 84-923128-2-3.
LÓPEZ JIMENO, C. (ed.) (1998). Manual de áridos. Prospección, explotación y aplicaciones. E.T.S. de Ingenieros de Minas de Madrid, 607 pp.
MARTÍ, J.V.; GONZÁLEZ, F.; YEPES, V. (2005). Temas de procedimientos de construcción. Extracción y tratamiento de áridos.Editorial de la Universidad Politécnica de Valencia. Ref. 2005.165. Valencia.
MARTÍNEZ PAGÁN, P. (2021). Ejercicios resueltos de plantas de tratamiento de recursos minerales. Universidad Politécnica de Cartagena, CRAI Biblioteca, Cartagena, 211 pp.
Figura 1. Bomba horizontal de pulpas (Bouso y Martínez-Pagán, 2023)
Una pulpa es una mezcla líquida que contiene partículas sólidas en suspensión. Las características de la pulpa dependen de la naturaleza, tamaño, forma, densidad y cantidad de las partículas sólidas, así como de la naturaleza, densidad y viscosidad del líquido. El flujo de las pulpas es diferente al de los líquidos homogéneos, donde su naturaleza (laminar, transitorio o turbulento) se determina a partir de las propiedades físicas del líquido y su conductividad. Para calcular un sistema de transporte hidráulico de pulpa, compuesto por una bomba y una tubería, es esencial conocer previamente parámetros como la densidad de sólido y líquido, viscosidad, concentración de sólidos, tipo de tubería y topografía del terreno.
La caracterización de una pulpa es más compleja que la de un líquido debido a la presencia de partículas sólidas y su influencia en la mezcla. Es importante tener en cuenta que una pulpa no es una disolución, sino una suspensión de sólidos en líquidos donde cada componente está claramente definido. Debemos considerar el fenómeno de sedimentación de los sólidos en el líquido, especialmente cuando las turbulencias son bajas o no existen. Este fenómeno puede causar acumulaciones de sólidos y dificultar las operaciones de transporte o almacenamiento. En términos generales, las pulpas se pueden clasificar en dos grupos: pulpas sin sedimentación y pulpas con sedimentación.
Figura 2. Bomba de pulpas. https://www.mogroup.com/es/informacion/e-books/manual-de-bombas–para-pulpa/
Las pulpas sin sedimentación, también conocidas como pulpas homogéneas, están compuestas por partículas finas (menores de 50 mm) y forma una mezcla homogénea y estable. No causan desgaste significativo, pero requieren una atención especial en la selección y funcionamiento de las bombas debido a su aumento de viscosidad. Cuando el contenido de partículas es alto, su reología se asemeja a la de líquidos No-Newtonianos. Ejemplos de este tipo de pulpa incluyen lodos espesados de la extracción de áridos, lechadas de cemento y lodos de perforación.
Las pulpas con sedimentación están formadas por partículas gruesas que tienden a crear una mezcla inestable y se comportan como líquidos Newtonianos. Generalmente, causan un elevado desgaste y requieren una selección cuidadosa de las tuberías, debido a su tendencia a sedimentar y causar obstrucciones. Este tipo de pulpa es común en el transporte de pulpas y se conoce como pulpa heterogénea, ya que los sólidos no se distribuyen uniformemente en conducciones horizontales a lo largo de su eje vertical a altas velocidades. Las fases sólida y líquida mantienen su propia identidad y el aumento de viscosidad es generalmente de poca importancia. Las pulpas heterogéneas suelen ser de menor concentración de sólidos y con partículas de mayor diámetro que las pulpas homogéneas. Ejemplos incluyen pulpas en plantas de tratamiento de áridos y minerales, equipos de dragado, etc.
En el transporte de pulpas minerales por tubería, la naturaleza de las partículas y las velocidades de flujo determinan los regímenes de flujo, que pueden ser tanto turbulentos como laminares. Sin embargo, en la mayoría de las aplicaciones, el régimen turbulento, que se produce cuando las partículas son gruesas y tienden a sedimentar, es el más común. Este tipo de fluido se conoce como fluido newtoniano. En cambio, las pulpas con partículas finas y uniformes suelen producir regímenes de flujo laminar.
Os dejo a continuación un artículo, elaborado por Juan Luis Bouso y Pedro Martínez-Pagán, donde se presenta un ejemplo de cálculo para una operación de bombeo de pulpas. Se exploran las diferentes alternativas de cálculo, que pueden variar debido a las preferencias personales de los técnicos o a la adaptabilidad de un procedimiento específico a las características de la operación de bombeo. Al final del trabajo, se incluye un anexo con gráficos y cálculos, que pueden ser muy útiles. Espero que os sea de interés.
BOUSO, J.L.; MARTÍNEZ-PAGÁN, P. (2023). Bombeo de pulpas minerales. Diferentes procedimientos de cálculo. Rocas y Minerales, 605:56-73.
LÓPEZ JIMENO, C. (ed.) (1998). Manual de áridos. Prospección, explotación y aplicaciones. 3ª edición, E.T.S. de Ingenieros de Minas de Madrid, 607 pp.
LÓPEZ JIMENO, C.; LUACES, C. (eds.) (2020). Manual de Áridos para el Siglo XXI. Asociación Nacional de Empresarios Fabricantes de Áridos— ANEFA, Madrid, 1328 pp.
MARTÍ, J.V.; GONZÁLEZ, F.; YEPES, V. (2005). Temas de procedimientos de construcción. Extracción y tratamiento de áridos. Editorial de la Universidad Politécnica de Valencia. Ref. 2005.165. Valencia, 74 pp.
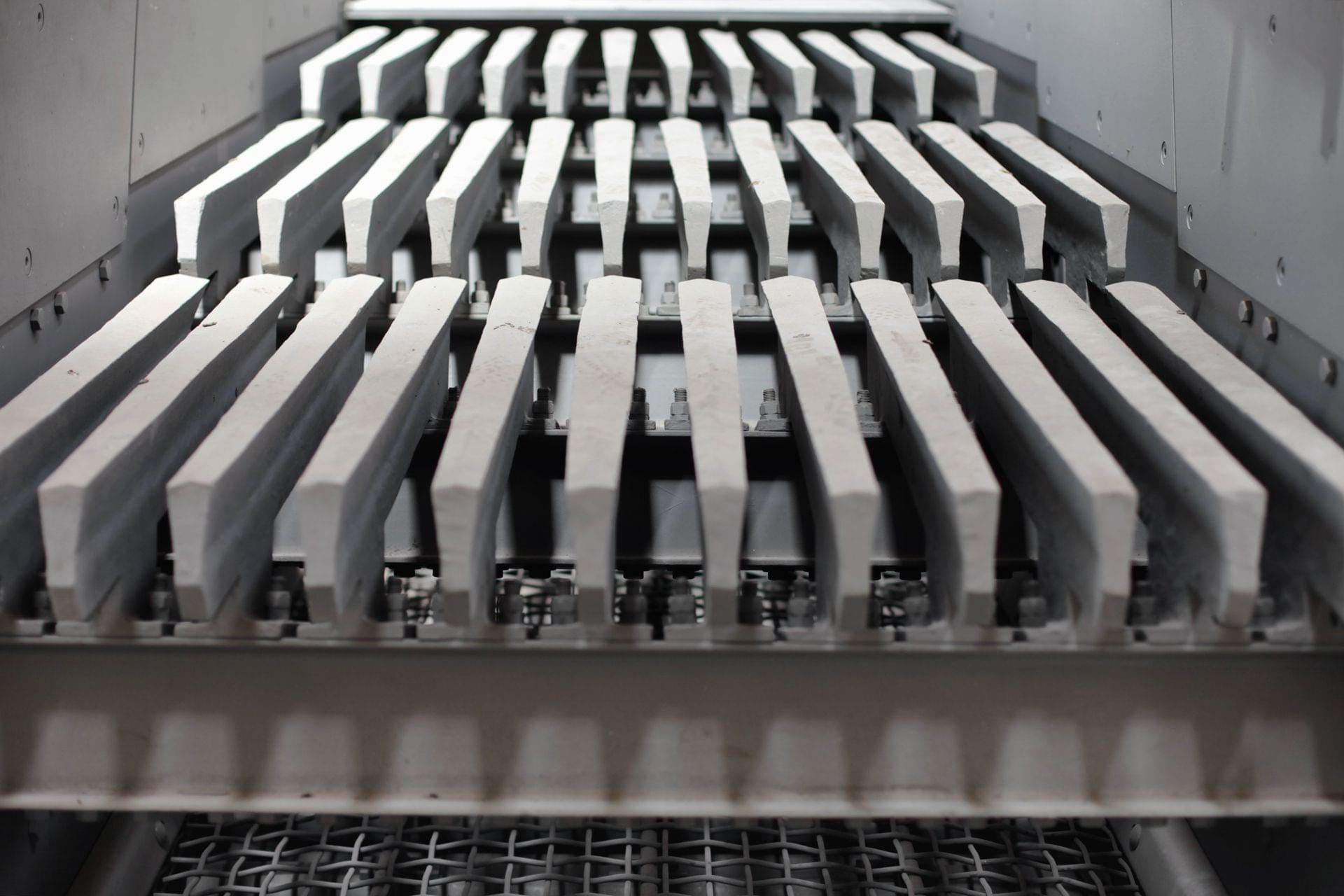
Figura 1. Parrillas de barras. https://www.mekaglobal.com/es/productos/trituradores-y-cribas/cribas/criba-de-parrilla
Las parrillas de barras, cribas debarrotes o superficies formadas son utilizadas en cribados en seco de material grueso o muy grueso antes de la trituración primaria, con tamaños superiores a 150 mm (Figura 1). Algunas de las aplicaciones más comunes de este tipo de cribado incluyen:
Realizar un escalpado, es decir, prevenir la entrada de material de gran tamaño a la trituradora primaria o a un sistema de transporte de material, como puede ser una cinta transportadora. Las partículas demasiado grandes podrían atascar las trituradoras.
Eliminar de la alimentación a la trituradora primaria de fracciones inferiores, ya sea para evitar su trituración o para producir un producto específico de cantera.
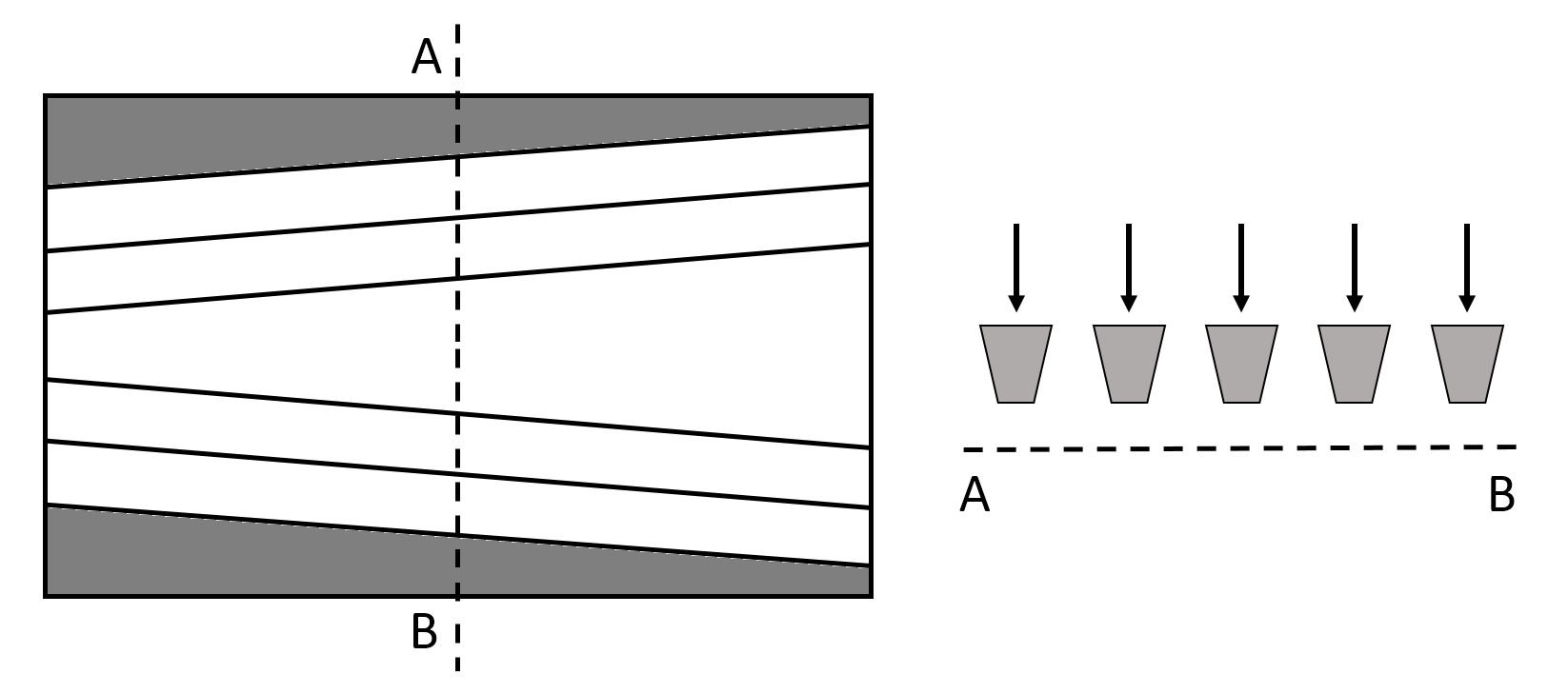
Estas parrillas son de construcción robusta, compuestas por barras, perfiles o carriles de vía en posición invertida, hechos de acero. Están dispuestos en paralelo y separados con precisión para cumplir con la clasificación deseada. Para trabajos duros y de alta abrasividad, se emplea acero al manganeso o aleado con cromo. La longitud máxima de las barras se alinea con la dirección del flujo del material, y suele tener una sección trapezoidal invertida para prevenir obstrucciones. La sección de las barras se va estrechando hacia el final de la criba, lo que crea una divergencia hacia la salida que impide atascos (ver Figura 2).
Figura 2. Criba de barrotes longitudinales. Detalle de la sección transversal y planta.
Las parrillas de barras fijas tienen una inclinación que promueve el avance del material, que va desde 20º hasta 45º. Esto aumenta el caudal de alimentación, pero se reduce su eficiencia. La separación entre las barras puede oscilar desde 25 mm hasta 250 mm, y una capacidad proporcional al área de 0,5-2,5 t/h por m2 de superficie útil por mm de abertura.
Una variante son los precribadores de barras móviles. En este caso las barras están fijas solo en un extremo, por lo que el golpeteo del material origina cierta vibración que mejora su limpieza. Están formados por dos juegos de barras longitudinales alternadas. Se emplean para la alimentación de machacadoras y molinos de tamaño mediano a pequeño.
Figura 3. Cribas de barras móviles. https://www.eralki.com/maquinas/cribas-vibrantes/
La otra opción son los precribadores vibrantes. Las barras se montan en una estructura vibrante que cuenta con dos o más series de superficies cribadoras formadas por barras. Estas pueden estar situadas una encima de la otra como en una criba normal (scalper) o dispuestas en varios escalones en cascada (grizzly). Su función principal es evitar la entrada de materiales reducidos y arcillosos antes de llegar a la trituradora. En este caso, la separación entre barras varía de 50 mm a 150 mm, y las dimensiones de las bandejas van de 1.200 x 2.000 mm a 2.000 x 6.000 mm. Las potencias van desde 11 kW hasta 30 kW. El scalper está diseñado para soportar impactos de bloques más grandes que el grizzly.
Figura 4. Criba vibrante de barras tipo grizzly. https://tallereslosan.com/cribas/cribas-vibrantes-barras-grizzlyz/
Os he grabado un vídeo explicativo sobre este tema, que espero os sea de interés.
A continuación os dejo un vídeo de una criba scalper. Espero que os sea útil.
LÓPEZ JIMENO, C. (ed.) (1998). Manual de áridos. Prospección, explotación y aplicaciones. 3ª edición, E.T.S. de Ingenieros de Minas de Madrid, 607 pp.
LÓPEZ JIMENO, C.; LUACES, C. (eds.) (2020). Manual de Áridos para el Siglo XXI. Asociación Nacional de Empresarios Fabricantes de Áridos— ANEFA, Madrid, 1328 pp.
MARTÍ, J.V.; GONZÁLEZ, F.; YEPES, V. (2005). Temas de procedimientos de construcción. Extracción y tratamiento de áridos. Editorial de la Universidad Politécnica de Valencia. Ref. 2005.165. Valencia, 74 pp.
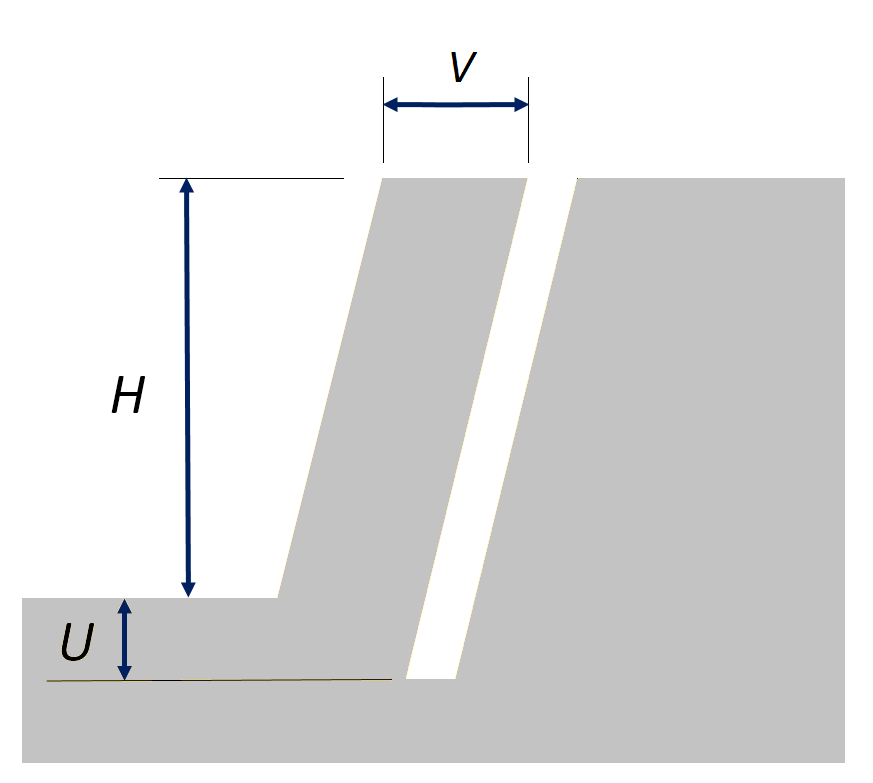
Figura 1. Esquema de la piedra V efectiva, también llamada burden o valor de mínima resistencia
En un artículo anterior, presentamos el método de Langefors y Kihlström para voladuras en banco de pequeño diámetro. En él se incluía una fórmula para calcular el valor de la piedra, también conocido como valor de mínima resistencia o burden. Sin embargo, existen otros métodos para calcular este valor.
El problema que se presenta a continuación incluye cinco métodos y dos nomogramas originales para su cálculo. Al comparar los resultados, es evidente que son bastante similares. No obstante, es posible que la piedra calculada tenga un margen de error que puede corregirse en las siguientes voladuras.
Agradezco sinceramente la colaboración de los profesores Pedro Martínez Pagán y Trevor Blight en la elaboración de los nomogramas. A continuación, comparto estos nomogramas junto con la solución correspondiente del problema. Espero que esta información sea de utilidad e interés para mis lectores.
LANGEFORS, U.; KIHLSTRÖM, B. (1963). Técnica moderna de voladuras de rocas. Editorial URMO, Bilbao, 425 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F.; ALCALÁ, J. (2012). Técnicas de voladuras y excavación en túneles. Editorial de la Universitat Politècnica de València. Ref. 530, 165 pp.
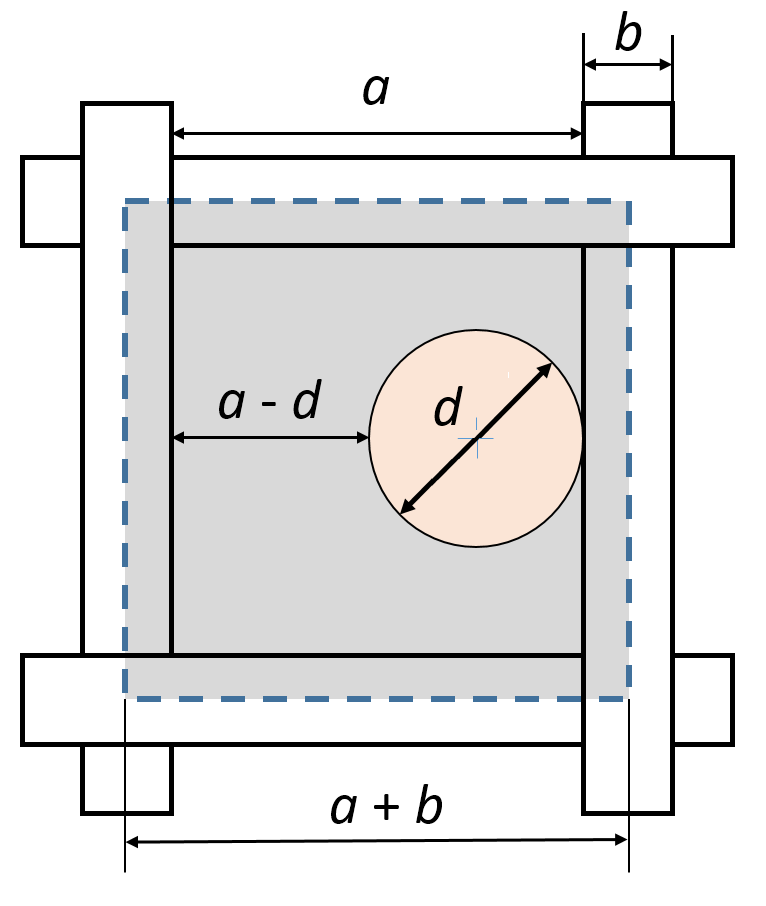
Figura 1. Relación entre los parámetros de una criba.
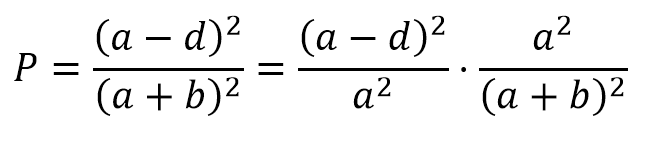
Sea una partícula esférica de diámetro d, la cual cae perpendicularmente a la superficie de cribado. La probabilidad P que pase a través de la malla, sin considerar los roces o rebotes en los hilos de la malla, se puede expresar como la relación entre el área en la que la partícula puede pasar libremente y el área total de la malla, incluyendo la parte proporcional del hilo.
Siendo a la abertura cuadrada de la criba y b el diámetro de los alambres, tal y como se puede ver en la Figura 1, la expresión sería la siguiente:
En la expresión anterior, el primer término de la expresión se refiere a la proporción del área de paso efectiva, que depende de la relación entre el tamaño de la partícula y la abertura de la malla. El segundo término representa la proporción de la superficie de cribado que está libre de obstáculos, permitiendo el paso de la partícula.
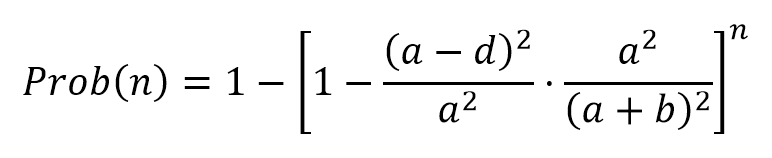
La probabilidad de ser cribado para un grano de tamaño d<a, cuando se dan un número n de rebotes encima de la criba será:
Prob (1) Probabilidad de pasar en un salto
Prob (0) = 1 – Prob (1) Probabilidad de no pasar en un salto
Por tanto, la probabilidad de no pasar en n rebotes será:
Como la suma de la probabilidad de paso más la de no paso es igual a uno, tenemos por diferencia que la probabilidad de paso de una partícula de tamaño d<a, para el total de n rebotes encima de la criba, se obtiene de la siguiente expresión general:
Y, por tanto,
Esta expresión no considera la interacción entre las partículas ni otros factores presentes durante el proceso de cribado, sin embargo, permite deducir propiedades esenciales en el funcionamiento de una criba.
A continuación, comparto un par de problemas resueltos que espero os resulten útiles. Se puede ver que las partículas con un tamaño menor a la mitad de la malla de la criba pasan inmediatamente al caer y prácticamente no afectan el cálculo de su capacidad siempre que su proporción sea baja. Por tanto, en los cálculos de la capacidad de una criba, se consideran los tamaños comprendidos entre 0,5 y 1 vez el tamaño de la malla. Se ha determinado que los granos con tamaños entre 0,5 y 1,5 veces el tamaño de la malla son los que más intervienen en el cribado, causando cierta obstrucción. Estos granos se conocen como tamaños críticos. En general, la criba directa, tanto en seco como en húmedo, se limita a tamaños de hasta 0,5 mm, a excepción de algunos casos específicos que pueden llegar hasta 0,1 o 0,2 mm.
LÓPEZ JIMENO, C. (ed.) (1998). Manual de áridos. Prospección, explotación y aplicaciones. E.T.S. de Ingenieros de Minas de Madrid, 607 pp.
LÓPEZ JIMENO, C.; LUACES, C. (eds.) (2020). Manual de Áridos para el Siglo XXI. Asociación Nacional de Empresarios Fabricantes de Áridos— ANEFA, Madrid, 1328 pp.
MARTÍ, J.V.; GONZÁLEZ, F.; YEPES, V. (2005). Temas de procedimientos de construcción. Extracción y tratamiento de áridos. Editorial de la Universidad Politécnica de Valencia. Ref. 2005.165. Valencia, 74 pp.
MARTÍNEZ PAGÁN, P. (2021). Ejercicios resueltos de plantas de tratamiento de recursos minerales. Universidad Politécnica de Cartagena, CRAI Biblioteca, Cartagena, 211 pp.
WILLS, B.A.; NAPIER-MUNN, T. (2006). Mineral Processing Technology. An Introduction to the Practical Aspects of Ore Treatment and Mineral Recovery. Elsevier Science & Technology Books, 7th edition.
Figura 1. Molino de bolas. https://commons.wikimedia.org/wiki/File:Ball_mill.gif
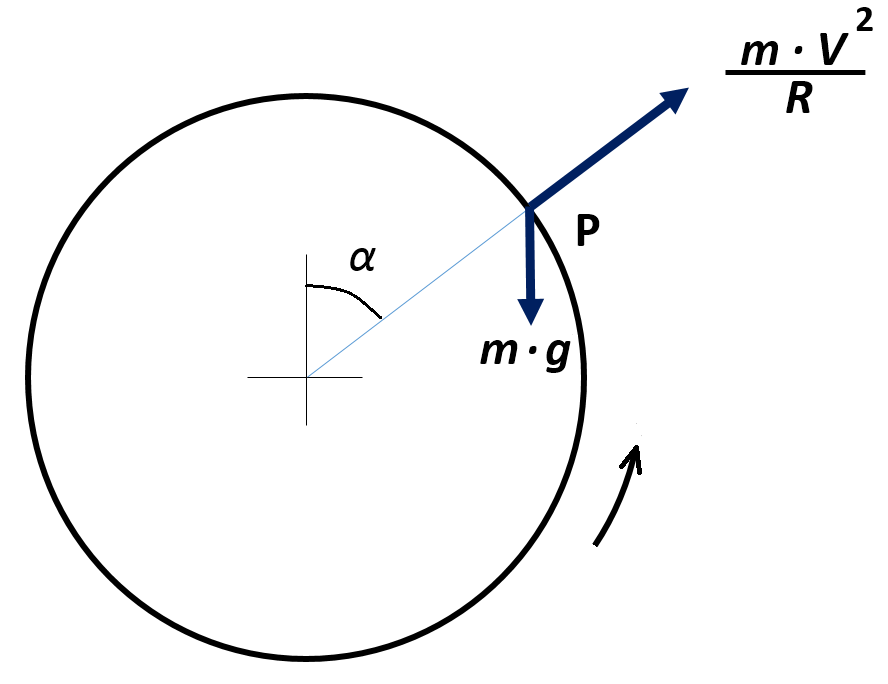
La velocidad crítica es aquella a la que una partícula infinitesimal en la periferia interna del molino se centrifugaría (se puede ver en las Figuras 1 y 2). Cuando se alcanza esta velocidad, el molino pierde su capacidad de molienda, ya que una parte de la carga de materiales molturadores deja de trabajar.
Siguiendo la recomendación de Wills y Napier-Munn (2006), se recomienda que el molino opere entre el 50% y el 90% de su velocidad crítica, dependiendo de factores económicos. Sin embargo, el punto de máxima eficiencia, medido por la potencia requerida para accionar el molino, se encuentra cerca del 75%. Por lo tanto, se suelen utilizar velocidades de rotación del 65-70% para los molinos de bolas y del 50-70% para los molinos de barras.
Figura 2. Equilibrio entre el peso de una partícula y la fuerza centrífuga dentro de un molino de bolas
Os presento a continuación la demostración de dicha velocidad crítica y un problema de aplicación. Podéis observar que esta velocidad crítica es independiente del tipo de material molido. Espero que os sea de interés.
LÓPEZ JIMENO, C.; LUACES, C. (eds.) (2020). Manual de Áridos para el Siglo XXI. Asociación Nacional de Empresarios Fabricantes de Áridos— ANEFA, Madrid, 1328 pp.
MARTÍ, J.V.; GONZÁLEZ, F.; YEPES, V. (2005). Temas de procedimientos de construcción. Extracción y tratamiento de áridos. Editorial de la Universidad Politécnica de Valencia. Ref. 2005.165. Valencia, 74 pp.
MARTÍNEZ PAGÁN, P. (2021). Ejercicios resueltos de plantas de tratamiento de recursos minerales. Universidad Politécnica de Cartagena, CRAI Biblioteca, Cartagena, 211 pp.
WILLS, B.A.; NAPIER-MUNN, T. (2006). Mineral Processing Technology. An Introduction to the Practical Aspects of Ore Treatment and Mineral Recovery. Elsevier Science & Technology Books, 7th edition.
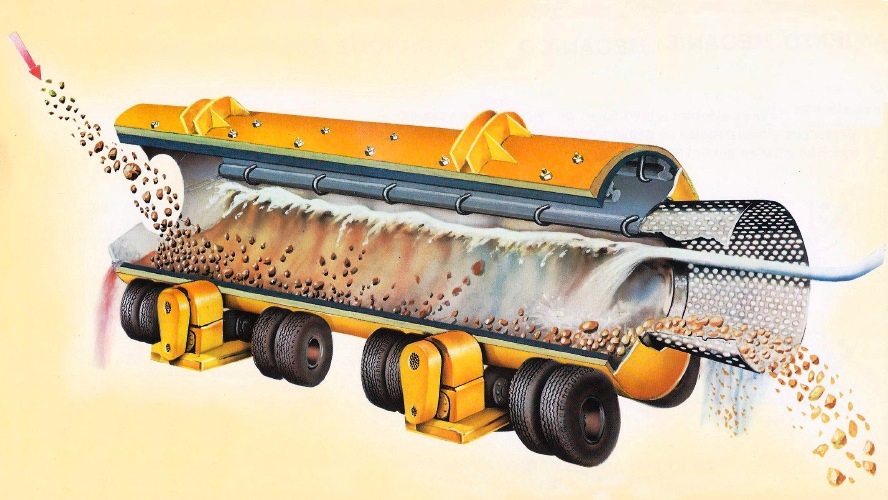
Figura 1. Trómel lavador de áridos. https://minerales-maquinaria.com/tromer-lavador-de-aridos-y-minerales/
Las cribadoras tipo trómel son tambores giratorios constituidos por chapas perforadas curvadas o paneles de malla ensamblados en un cilindro que gira alrededor de su eje central o a través de un tren de neumáticos, de entre 4 y 24 ruedas, la mitad de las cuales son motrices. Trabajan tanto en vía seca como húmeda, aunque es común que sean trómeles lavadores.
La rotación favorece la disgregación del material, desempeñando así un papel de lavado. El rechazo se transporta por el tambor hasta que se descargan por el extremo del equipo. Para facilitar el movimiento del material en su interior, están inclinados de 5º a 7º sobre la horizontal y se encuentran equipados con deflectores internos que empujan y voltean el material. La limpieza de los orificios se realiza facilitando la caída del grano atascado a su paso por la parte superior de su recorrido, donde la gravedad hace que las partículas caigan con la ayuda de las vibraciones que acompañan el movimiento.
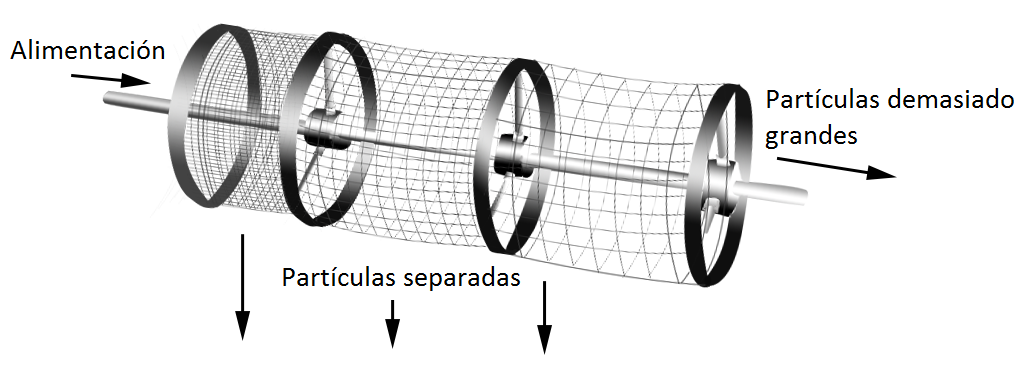
Los tambores giran entre un 30 % y un 45 % de su velocidad crítica, evitando el centrifugado, siendo la velocidad periférica de 40 a 50 r.p.m. La capacidad de transporte se puede estimar como 32·Di2 (m³/h), donde Di es el diámetro interno del tambor expresado en metros. Estas cribas suministran el material clasificado por tamaños, empezando por la fracción más fina y terminando con la más gruesa. Es por ello que los diámetros de las cribas van de menor a mayor (Figura 2). Los finos se descargan a través de las paredes del cilindro.
Figura 2. Trómel de cribado. https://en.wikipedia.org/wiki/Trommel_screen
Las dimensiones habituales del diámetro interno de estos trómeles varían de 1,5 a 3 m, con longitudes aproximadas de tres veces este diámetro y potencias entre 22 y 130 kW. Sus capacidades de lavado oscilan entre 50 y 450 t/h cuando la densidad aparente del material es de 1,6 t/m3, admitiendo tamaños máximos a la entrada de 150 a 300 mm.
Los trómeles lavadores reciben agua y áridos por la boca más alta, permitiendo el volteo, una atrición que libera las tierras y arcilla que acompañan a los áridos, saliendo limpios por la boca opuesta. Pueden ser de dos tipos: de simple corriente, para áridos de tamaños entre 180 y 400 mm, y a contracorriente, para tamaños entre 90 y 260 mm. El consumo de agua varía entre los 150 y los 2.000 m³/h, dependiendo del tamaño y si el flujo va en la misma dirección del material. A contracorriente se emplea menos, aunque su consumo de agua es menor.
El tiempo de permanencia del árido en el cilindro determina el efecto de lavado deseado. Este periodo, para áridos fáciles de lavar, está en torno al minuto y medio, pero puede más que duplicarse en el caso de que los materiales arcillosos o de aglomerados sea elevado, reduciéndose la capacidad de un 30 % a un 50 %. A más tiempo de permanencia, mayor índice de llenado, lo que aumenta la potencia empleada para mover el cilindro con una carga más grande.
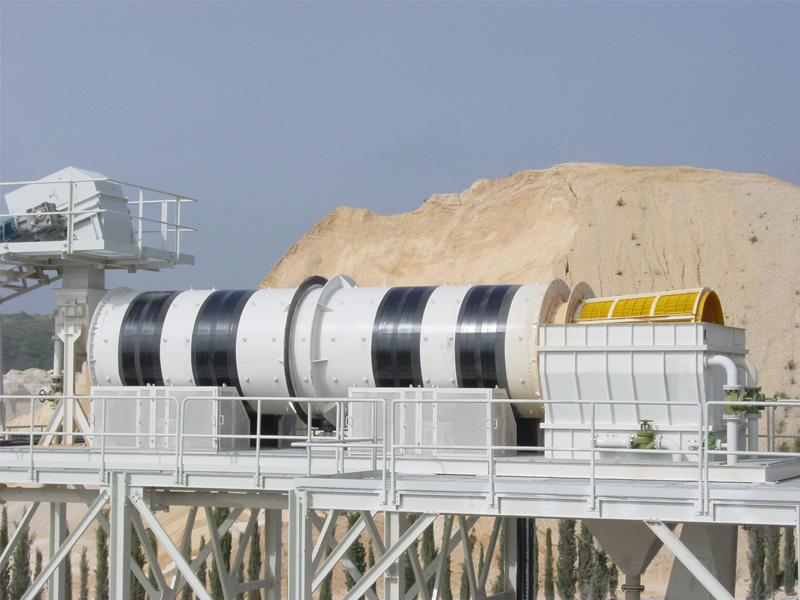
Figura 3. Trómel de lavado. https://www.thprocess.com/es/productos/tromel-de-lavado-tl
Las ventajas del trómel son la ausencia de vibraciones, una construcción sencilla y barata, facilidad de separación con una instalación única. Como inconveniente destaca su capacidad relativamente pequeña y la dificultad de mantenimiento de las superficies de criba. La capacidad de lavado es baja, de 0,1 a 1,5 t/h/m2 por mm de abertura, debido a la reducida proporción de la superficie del tamiz que se utiliza durante su giro. Hoy en día se van sustituyendo por una combinación de trómel desenlodador y tamices vibrantes inclinados. Sin embargo, siguen montándose en grupos móviles de machaqueo y clasificación, de pequeña producción (hasta 35 t/h). Aún se conservan en el tratamiento de áridos para producir arenas sin finos y también a la salida del producto de molinos de bolas o barras. Se emplean en plantas de lavado de arenas e instalaciones de clasificación y reciclado. Otra aplicación es colocarlo a la salida de los molinos de bolas o barras, evitando que las piezas molturantes desgastadas pasen a las siguientes etapas. En los molinos autógenos y semiautógenos, el trómel retira los guijarros (pebbles) para llevarlos a trituración.
Se construyen dos tipos de trómeles. Los de construcción ligera, que no presentan revestimiento interior y con gran diámetro de boca, lo que supone un pequeño nivel de llenado y una baja potencia de accionamiento, con un bajo efecto de lavado. Los de construcción pesada tienen revestimiento interior desmontable, con un reducido diámetro de boca y elevada potencia. Estos últimos operan con un alto porcentaje de llenado y un alto efecto de lavado.
He grabado un vídeo explicativo sobre este tema que, espero, os sea útil.
Os dejo algunos vídeos explicativos, que espero sean de vuestro interés.
Referencias:
FUEYO, L. (1999). Equipos de trituración, molienda y clasificación. Tecnología, diseño y aplicación. Ed. Rocas y Minerales, Madrid, 360 pp.
MARFANY, A. (2004). Tecnología de canteras y graveras. Fueyo Editores, Madrid, 525 pp.
LÓPEZ JIMENO, C. (ed.) (1998). Manual de áridos. Prospección, explotación y aplicaciones. 3ª edición, E.T.S. de Ingenieros de Minas de Madrid, 607 pp.
LÓPEZ JIMENO, C.; LUACES, C. (eds.) (2020). Manual de Áridos para el Siglo XXI. Asociación Nacional de Empresarios Fabricantes de Áridos — ANEFA, Madrid, 1328 pp.
MARTÍ, J.V.; GONZÁLEZ, F.; YEPES, V. (2005). Temas de procedimientos de construcción. Extracción y tratamiento de áridos. Editorial de la Universidad Politécnica de Valencia. Ref. 2005.165. Valencia, 74 pp.
Figura 1. Molino de bolas. https://carbosystem.com/como-funciona-un-molino-de-bolas/
El proceso de molienda es el último paso en la fragmentación del material después de la trituración. Se logra la fragmentación combinando fuerzas de compresión, corte, percusión y abrasión. Se estima que la molienda consume la mitad de la energía utilizada en los molinos.
El tamaño de salida en esta etapa de molienda puede variar entre milímetros y micras. La molienda gruesa produce tamaños de 1 a 2 mm, la molienda media produce tamaños de 200 a 500 micras, la molienda fina produce tamaños de 50 a 100 micras, y la molienda ultrafina produce tamaños de 10 micras.
Los molinos de rodamiento de carga, también conocidos simplemente como molinos, realizan este proceso tanto en seco como en húmedo. Estos incluyen cuerpos molturantes como barras, bolas, guijarros de sílex, o incluso fragmentos gruesos del material para ayudar en la fragmentación. Por lo tanto, una primera clasificación de los molinos se puede hacer según el tipo de cuerpos molturantes utilizados:
Molinos de barras: se emplean para moliendas más gruesas. Las barras se fabrican en acero de alto contenido en carbono y límite elástico.
Molinos de bolas: se emplean en moliendas finas. Las bolas se fabrican en acero de fundición o acero forjado aleado al Cr-Mo para ser resistentes al desgaste por impacto, o aleado al Ni para ser resistentes a la abrasión. A veces tienen formas cilíndricas o troncocónicas.
Molinos autógenos o semiautógenos: Los cuerpos de molienda pueden ser el propio mineral (AG) o un porcentaje de mineral y otro de bolas u otro tipo (SAG).
Molinos de pebbles: se utilizan cuerpos no metálicos; naturales o fabricados. Es el caso de guijarros de silex o porcelana para evitar la contaminación del mineral a causa del desgaste del acero.
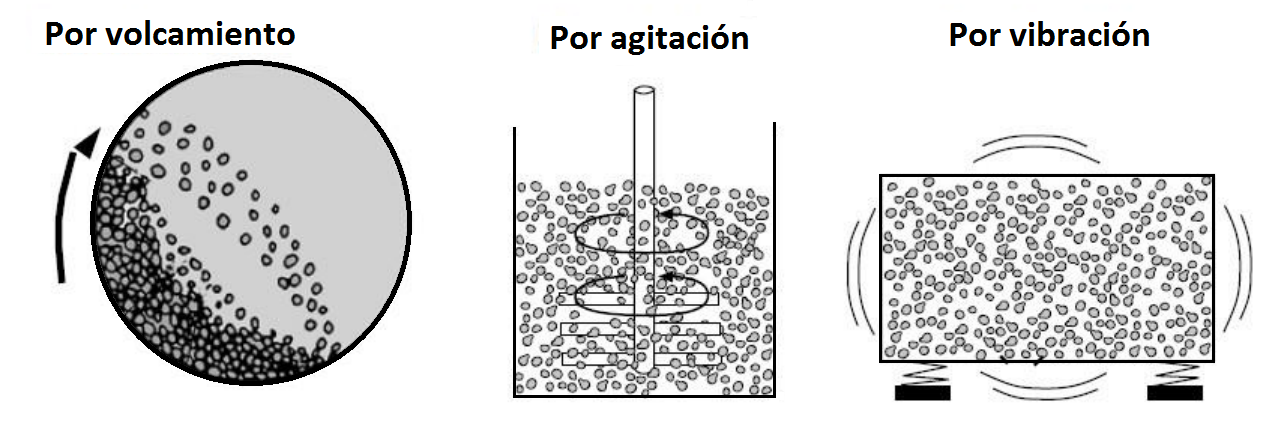
La molienda se puede realizar por volcamiento, por agitación o por vibración, tal y como se puede observar en la Figura 2.
Figura 2. Tipos de molienda
La molienda por vía seca no debería tener un contenido de agua superior al 2%, ya que si el nivel de humedad supera un valor del 8 % al 9 %%, la pasta pegajosa resultante impedirá los choques y la abrasión, disminuyendo el rendimiento del proceso. El mejor rendimiento se logra con una humedad baja (1%), que ayuda a la rotura de los granos. La vía seca es necesaria cuando se trata de sustancias que reaccionan con el agua, como el clinker del cemento. Sin embargo, requiere una gran extensión de terreno para incluir un clasificador, transportadores, captadores de polvo, etc. Si la humedad es alta, es necesario efectuar un secado previo. Además, la molienda por vía seca aumenta la temperatura, por lo que no se pueden usar revestimientos de goma.
La molienda por vía húmeda presenta ventajas sobre la molienda en seco, siempre y cuando se cuente con agua y un adecuado tratamiento de esta tras el proceso de molienda. Además, requiere menos energía (1,3 veces menos), ya que el agua reduce la resistencia de los fragmentos. Sin embargo, la molienda por vía húmeda requiere un mayor consumo de revestimientos y cuerpos moledores debido a los ataques químicos por corrosión causados por los minerales con sulfuro (un desgaste hasta 6 – 8 veces superior a la vía seca por la corrosión). La molienda por vía semi-húmeda requiere un contenido de agua en el producto de entre un 2% y un 20%, mientras que la vía húmeda requiere un contenido de agua de entre un 30% y un 300%.
Los molinos pueden operar en forma discontinua o continua. En el modo intermitente, después de cargar material y cerrar el molino para que gire, se abre el molino para separar el material de los cuerpos molturantes. Este enfoque requiere máquinas pequeñas y una gran cantidad de manejo de materiales. Por lo tanto, es más común operar de manera continua, descargando el material y los cuerpos molturantes simultáneamente, deteniendo la operación solo para reabastecer los cuerpos molturantes o para mantenimiento. En la producción de áridos, se trabaja siempre de manera continua.
La molienda en circuito abierto tiene menos control sobre la distribución de tamaños de partículas en el producto, lo que resulta en una distribución más amplia. La velocidad de alimentación debe ser más baja y el tiempo de permanencia de las partículas debe ser más largo para garantizar una molienda adecuada. Esto lleva a un mayor porcentaje de partículas sobremolidas y un mayor consumo de energía (1,5 veces más que en el circuito cerrado).
Por otro lado, la molienda en circuito cerrado es la opción predominante en la industria minera. El producto se clasifica después de ser descargado del molino, lo que resulta en un menor consumo de energía en comparación con el circuito abierto, un mayor control sobre el tamaño máximo del producto y la capacidad de usar tanto la vía seca como la vía húmeda. Los molinos de bolas y los autógenos son los tipos más comúnmente utilizados en el circuito cerrado.
El revestimiento o blindaje del interior del tambor de los molinos se diseña para proteger la carcasa del molino contra la abrasión, la corrosión y el desgaste. Está compuesto de piezas intercambiables y debe ser resistente a impactos y tener la capacidad de minimizar el deslizamiento entre los cuerpos molturantes y el tambor. Los diseños con resaltes o nervios mejoran el movimiento de la carga y se fabrican en acero fundido o laminado por su alta resistencia, pero también pueden ser de cerámica. En el caso de molinos que traten materiales muy duros, es recomendable emplear caucho como revestimiento, siempre que la temperatura no supere los 80 °C y no haya contacto con reactivos de flotación.
Os dejo un vídeo en el que os explico este tema. Espero que os sea de interés.
Referencias:
LÓPEZ JIMENO, C. (ed.) (1998). Manual de áridos. Prospección, explotación y aplicaciones. 3ª edición, E.T.S. de Ingenieros de Minas de Madrid, 607 pp.
LÓPEZ JIMENO, C.; LUACES, C. (eds.) (2020). Manual de Áridos para el Siglo XXI. Asociación Nacional de Empresarios Fabricantes de Áridos— ANEFA, Madrid, 1328 pp.
MARTÍ, J.V.; GONZÁLEZ, F.; YEPES, V. (2005). Temas de procedimientos de construcción. Extracción y tratamiento de áridos. Editorial de la Universidad Politécnica de Valencia. Ref. 2005.165. Valencia, 74 pp.
Se consideran voladuras en banco de pequeño calibre aquellas cuyo diámetro de barreno se encuentra entre 65 y 165 mm. Las cargas son cilíndricas y alargadas, con una relación de longitud de carga mayor de 100 veces el diámetro. Suelen tener un explosivo en el fondo y otro en la columna, y sus consumos específicos son relativamente bajos, con inclinaciones de barrenos de 1:2 a 1:3. Para este tipo de voladuras, se suele aplicar la técnica sueca de diseño y cálculo de voladuras, o teoría de Langefors y Kihlström (1963).
Según estos autores, la disposición de los barrenos, la cantidad de carga y la secuencia de rotura constituyen los principales problemas que deben determinarse en una voladura. Cuando la altura del banco supera dos veces el valor de la piedra (línea de mínima resistencia, también llamada burden), se usan cargas selectivas. En el fondo del barreno se requiere una cantidad de energía por unidad de longitud superior a unas 2,5 veces la energía necesaria para la rotura de la columna.
Figura 2. Voladura en banco. https://eadic.com/blog/entrada/voladuras-parametros-de-diseno/
La teoría de la escuela sueca se ha desarrollado para tipos de roca más o menos homogéneos, es decir, rocas duras y compactas. Además, trabaja con alturas de banco relativamente altas, típicas de la explotación de canteras, grandes excavaciones de obras públicas y minería a cielo abierto de pequeña escala. La teoría se desarrolló principalmente para rocas duras y diámetros pequeños.
La formulación que calcula la cantidad de piedra se basa, en una primera aproximación, en que la cantidad máxima de piedra es igual a 30 veces el diámetro del barreno, multiplicado por un coeficiente de corrección. Dicho coeficiente depende de la densidad y la potencia relativa en peso del explosivo, de la relación entre el espaciamiento y la piedra, de la inclinación de los barrenos y de un factor de roca. El factor de roca es la cantidad de explosivo, en kilogramos, necesaria para arrancar un metro cúbico de roca. El factor de roca c = 0,4, se corresponde a un granito; en el caso de una caliza estará algo sobredimensionado, pero del lado de la seguridad. En cualquier caso, la piedra calculada tendrá un error de un 10%, por arriba o por abajo, que puede subsanarse en las siguientes voladuras.
Para aclarar cómo se realiza el diseño aplicando la técnica sueca, os dejo un problema resuelto que espero que os sea de interés. También os adjunto un nomograma original para calcular la piedra teórica de una voladura según la formulación de Langefors y Kihlström (1963), elaborado en colaboración con el profesor Pedro Martínez Pagán.
LANGEFORS, U.; KIHLSTRÖM, B. (1963). Técnica moderna de voladuras de rocas. Editorial URMO, Bilbao, 425 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F.; ALCALÁ, J. (2012). Técnicas de voladuras y excavación en túneles. Editorial de la Universitat Politècnica de València. Ref. 530, 165 pp.
Figura 1. Planta de áridos. https://www.sotecma.es/maquinaria-planta-aridos/
Una instalación de procesado de áridos es una planta encargada de producir las distintas fracciones granulométricas necesarias para la onstrucción civil y otros sectores, como la cerámica, el vidrio y las fundiciones (Figura 1).
Existen dos tipos de plantas de procesamiento de áridos: de vía seca y de vía húmeda. Las plantas de vía húmeda suelen mejorar la finura y calidad del material, mientras que las de vía seca son más económicas y se utilizan en aplicaciones que no requieren una calidad excesiva de las materias primas. En este artículo nos centramos en las plantas de áridos por vía seca.
Las plantas de áridos por vía seca tienen la ventaja de ser sencillas y flexibles, de tener un bajo costo de inversión y operación, una alta productividad y un ritmo elevado. Además, no requieren agua para su funcionamiento, lo que las hace fáciles de ubicar en cualquier terreno, y ocupan poco espacio. Sin embargo, su desventaja es la falta de capacidad para producir materiales finos bien clasificados y la poca eficiencia en la limpieza de los materiales más finos. Por lo tanto, deben tratar materiales secos con poca arcilla (canteras).
En este tipo de plantas se pueden distinguir tres procesos básicos: trituración, clasificación y otras operaciones auxiliares, como la alimentación, el transporte y el almacenamiento.
Se pueden distinguir varios tipos de plantas de áridos por vía seca (Vázquez García, 1998):
Tipo 1: Planta de clasificación.
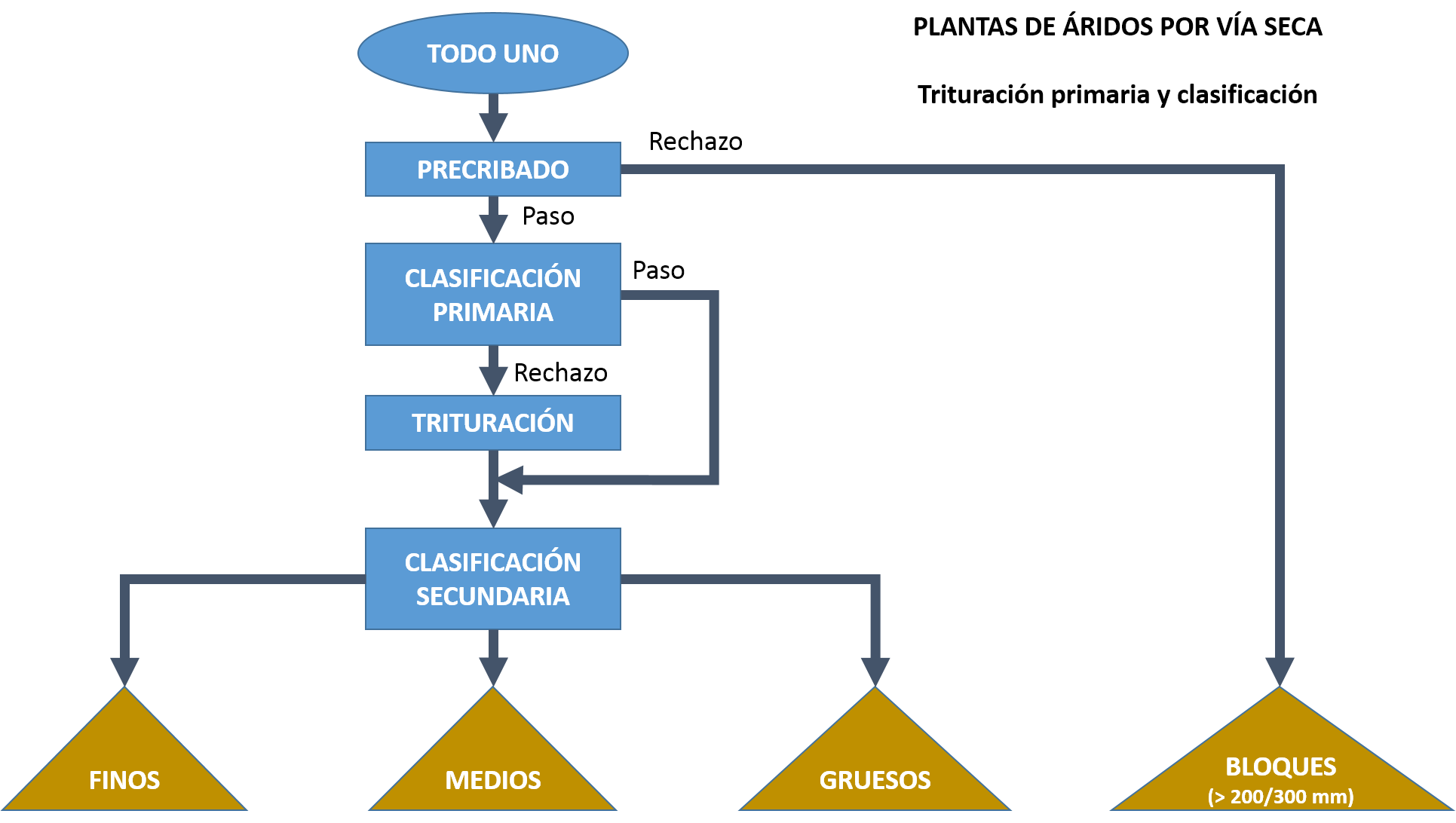
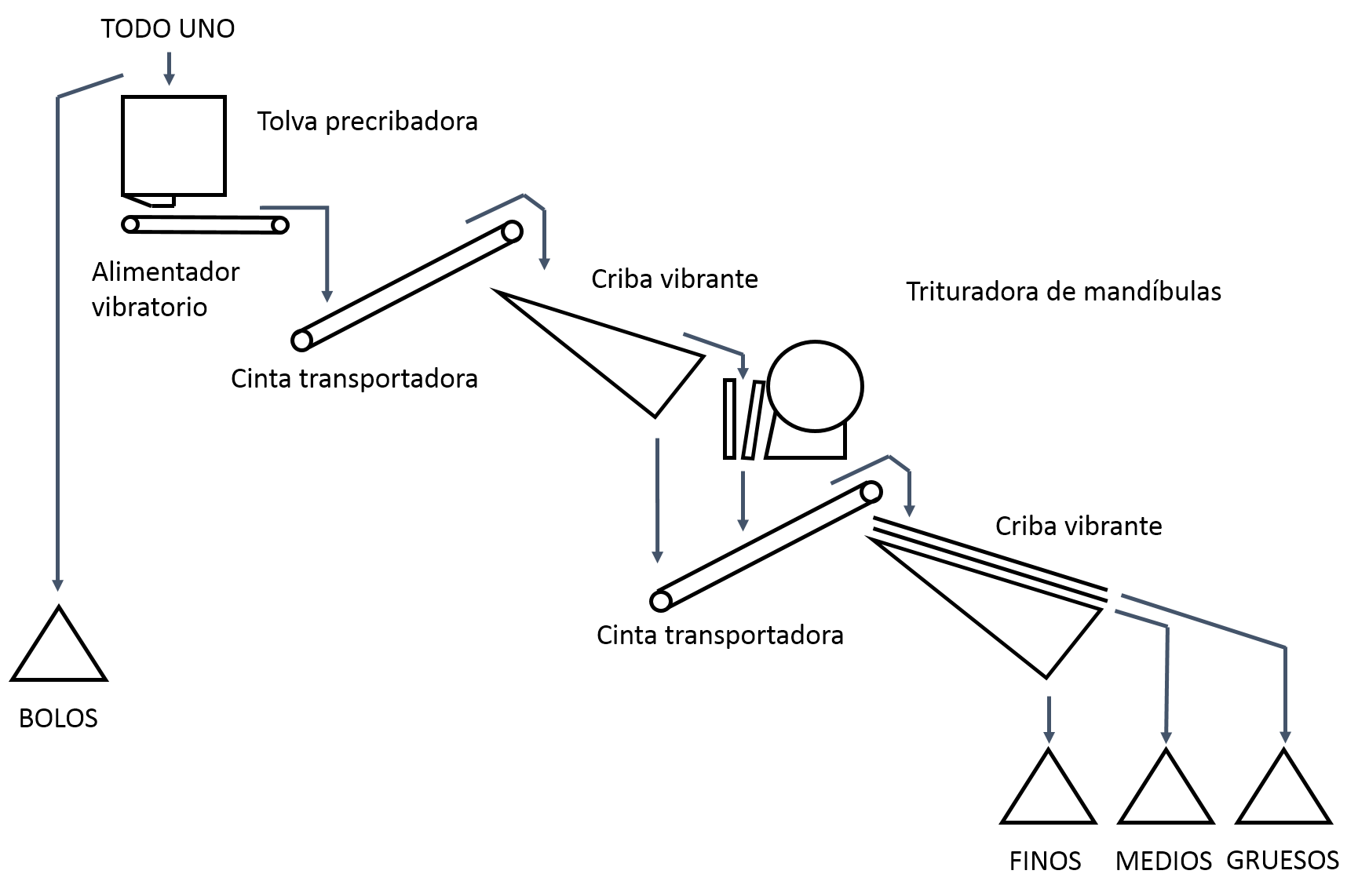
Tipo 2: Trituración primaria y clasificación.
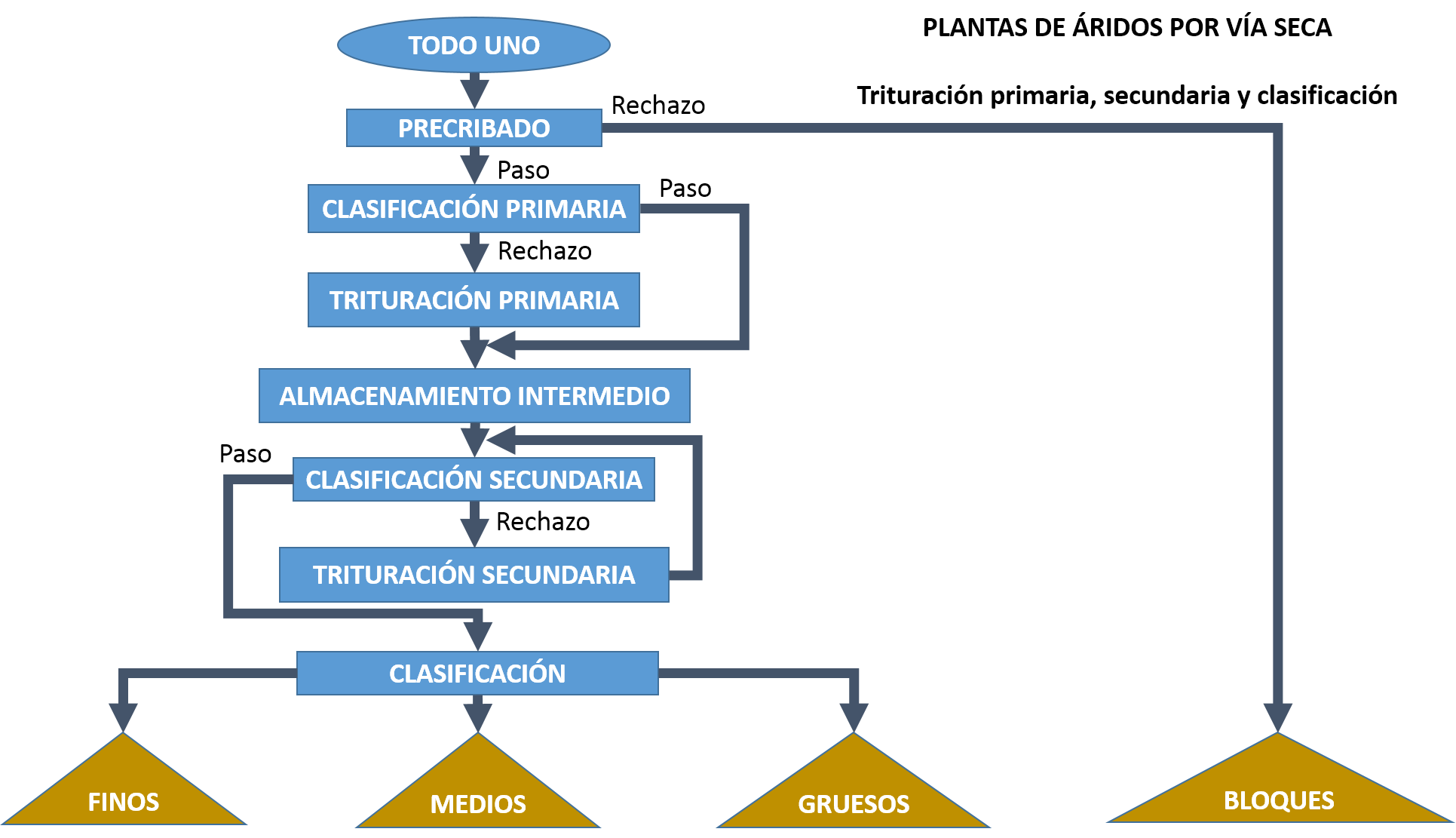
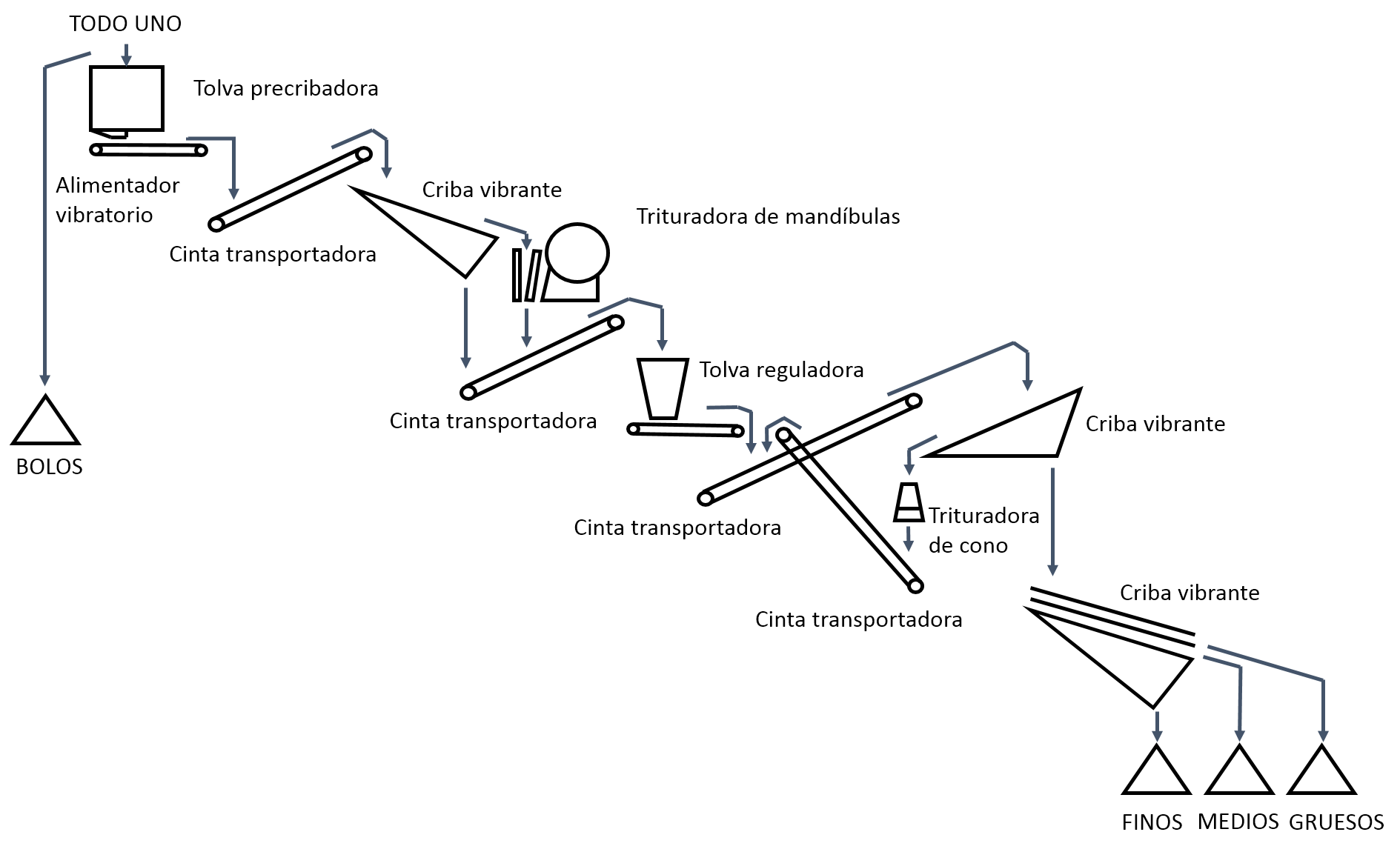
Tipo 3: Trituración primaria, secundaria y clasificación.
Tipo 4: Trituración primaria, secundaria, terciaria y clasificación.
A continuación, veremos algunos ejemplos de este tipo de plantas. No obstante, los procesos requeridos pueden hacer que estos esquemas varíen en función del tipo de necesidades.
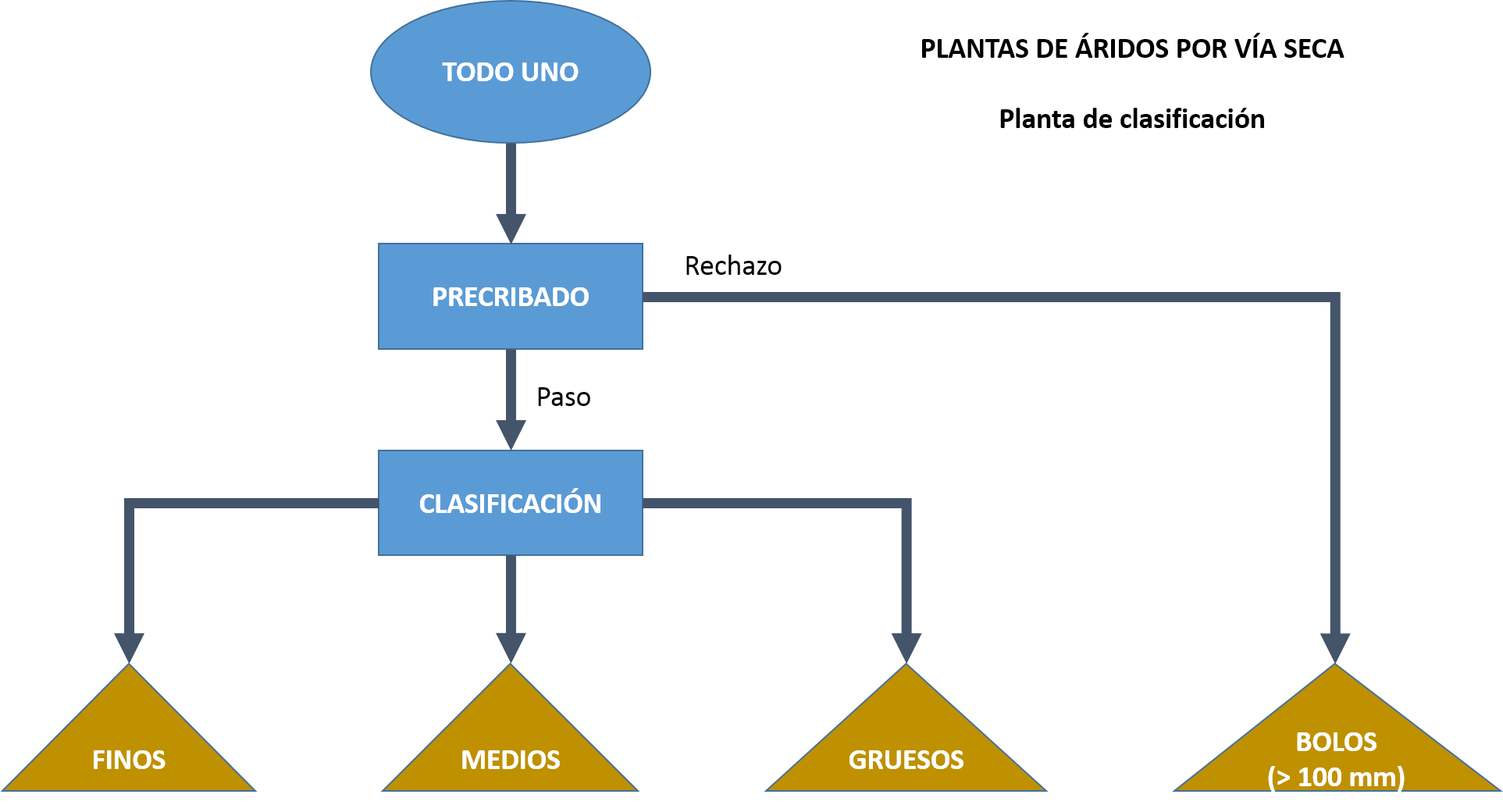
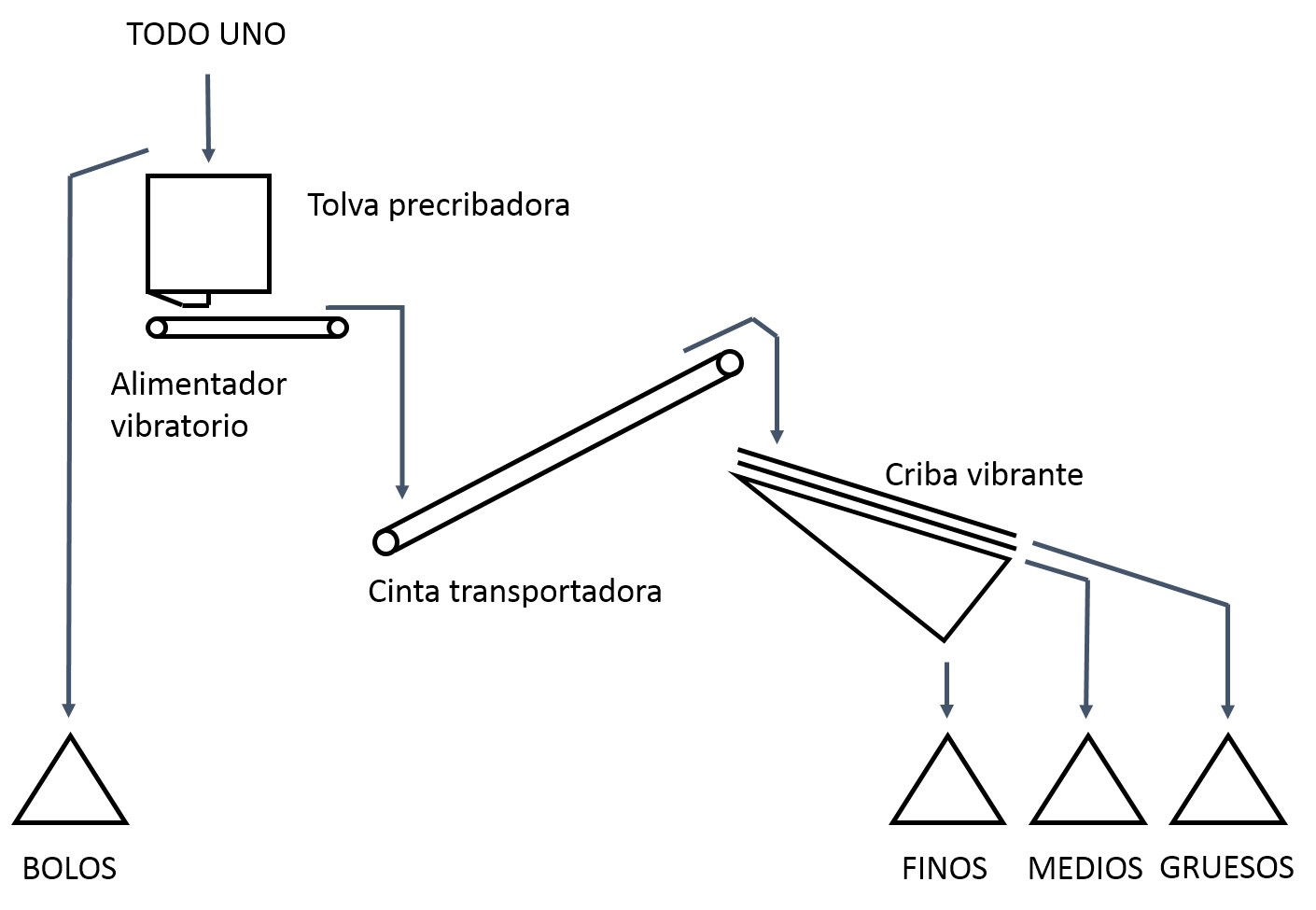
Tipo 1. Planta de clasificación.
Este tipo de planta se utiliza fundamentalmente para producir áridos para hormigones de obra, zahorras para subbases de carreteras y gravas para rellenos. Se alimenta con materiales procedentes de canteras que contienen una baja proporción de arcilla y material suelto. Los materiales de mayor tamaño (mayores de 100 mm) generalmente se descartan como estériles. Las Figuras 2 y 3 muestran los correspondientes esquemas y diagramas de flujo.
Figura 2. Esquema de una planta de clasificación por vía seca. Elaboración propia, basado en Vázquez García (1998).
Figura 3. Esquema de flujos de una planta de clasificación en seco. Elaboración propia, basado en Vázquez García (1998).
Tipo 2. Planta de trituración primaria y clasificación.
Las aplicaciones de este tipo de planta son similares a las del tipo 1, pero añadiendo trituración, siempre que sea rentable. Se utilizan en zahorras para subbases y bases de carreteras, así como en suelos cementados y gravas cementadas. Las Figuras 4 y 5 muestran los esquemas de esta planta en circuito abierto. No obstante, la trituración se podría diseñar en circuito cerrado interponiendo una criba mediante cintas transportadoras.
Figura 4. Esquema de una planta de trituración primaria y clasificación en seco (circuito abierto). Elaboración propia, basado en Vázquez García (1998).
Figura 5. Esquema de flujos de una planta de trituración primaria y clasificación en seco (circuito abierto). Elaboración propia, basado en Vázquez García (1998).
Tipo 3. Planta de trituración primaria, secundaria y clasificación.
Se trata del sistema más utilizado en la producción de áridos. Sus aplicaciones habituales son subbases y bases para carreteras, grava-cemento y suelo-cemento, aglomerados asfálticos y hormigones. Consiste en someter la planta tipo 2 a una trituración secundaria. Esta trituración adicional permite aprovechar bloques de gran tamaño y obtener fracciones de gravilla (30/40 mm) con un triturador de cono. Suelen intercalarse silos o depósitos intermedios, ya que la producción de la trituración primaria suele ser mayor que la de la secundaria. La trituración primaria se realiza en circuito abierto y la secundaria, en circuito cerrado (Figuras 6 y 7).
Figura 6. Esquema de una planta de trituración primaria, secundaria y clasificación en seco (circuito cerrado). Elaboración propia, basado en Vázquez García (1998).
Figura 7. Esquema de flujos de una planta de trituración primaria, secundaria y clasificación en seco (circuito cerrado). Elaboración propia, basado en Vázquez García (1998).
Tipo 4. Planta de trituración primaria, secundaria, terciaria y clasificación.
Se trata de una planta similar al tipo 3, en la que se realiza una trituración terciaria con conos, molinos de impacto o martillos para la producción de arenas. Es útil para la producción de materiales de granulometría fina. La trituración secundaria y terciaria se realiza en circuito cerrado.
Os he grabado un vídeo sobre este tema que espero que sea de vuestro interés.
Referencias:
MARTÍ, J.V.; GONZÁLEZ, F.; YEPES, V. (2005). Temas de procedimientos de construcción. Extracción y tratamiento de áridos. Editorial de la Universidad Politécnica de Valencia. Ref. 2005.165. Valencia, 74 pp.
VÁZQUEZ GARCÍA, A. (1998). Plantas fijas para el tratamiento de áridos, en LÓPEZ JIMENO (ed.): Manual de áridos. Prospección, explotación y aplicaciones. 3ª edición, E.T.S. de Ingenieros de Minas de Madrid, pp. 313-331.