Las primeras bombas de hormigón eran de accionamiento mecánico y consistían en un cilindro con un émbolo interno, una válvula de cierre y una tolva de descarga. El transporte del hormigón se realizaba mediante el movimiento alternativo del émbolo, sincronizado con la apertura y el cierre de la válvula. No obstante, presentaban dos problemas principales: funcionamiento discontinuo y baja potencia. También existen sistemas neumáticos con características específicas cuyo uso hoy en día se limita a situaciones muy particulares.
Actualmente, las bombas son de accionamiento hidráulico, lo que les proporciona mayor potencia y soluciona el problema del funcionamiento discontinuo. Estas bombas modernas se dividen en dos tipos: de pistón y de rotor.
Bombas hidráulicas de pistón
Las bombas hidráulicas de pistón funcionan como bombas alternativas con dos cilindros dispuestos en tándem, cada uno conectado de forma distinta a la tubería de impulsión según el tipo de bomba, lo que define su modo de operación. Al retroceder el pistón, el cilindro se llena con hormigón succionado. Al avanzar, el émbolo lo impulsa con una presión prácticamente constante a lo largo de toda la cámara. Para evitar el funcionamiento discontinuo de un solo pistón, se utilizan dos pistones que se alternan en la impulsión, lo que mantiene un flujo continuo de hormigón. Los sistemas más avanzados son los siguientes:
- De válvula corredera: en este sistema, los dos cilindros se conectan a la tubería de impulsión formando una estructura en «Y». El hormigón se impulsa alternativamente a través de cada cilindro, manteniendo un flujo continuo de alimentación. Esto se logra gracias a dos válvulas correderas ubicadas bajo la tolva y al inicio de la tubería de impulsión. Mientras un cilindro aspira el hormigón, el otro lo impulsa. El principal inconveniente de este sistema es el desgaste de las válvulas correderas. Estas bombas de pistones con sistema de correderas permiten desde presiones bajas hasta muy altas, dando muy buenos resultados en aplicaciones pesadas con alta o muy alta presión.
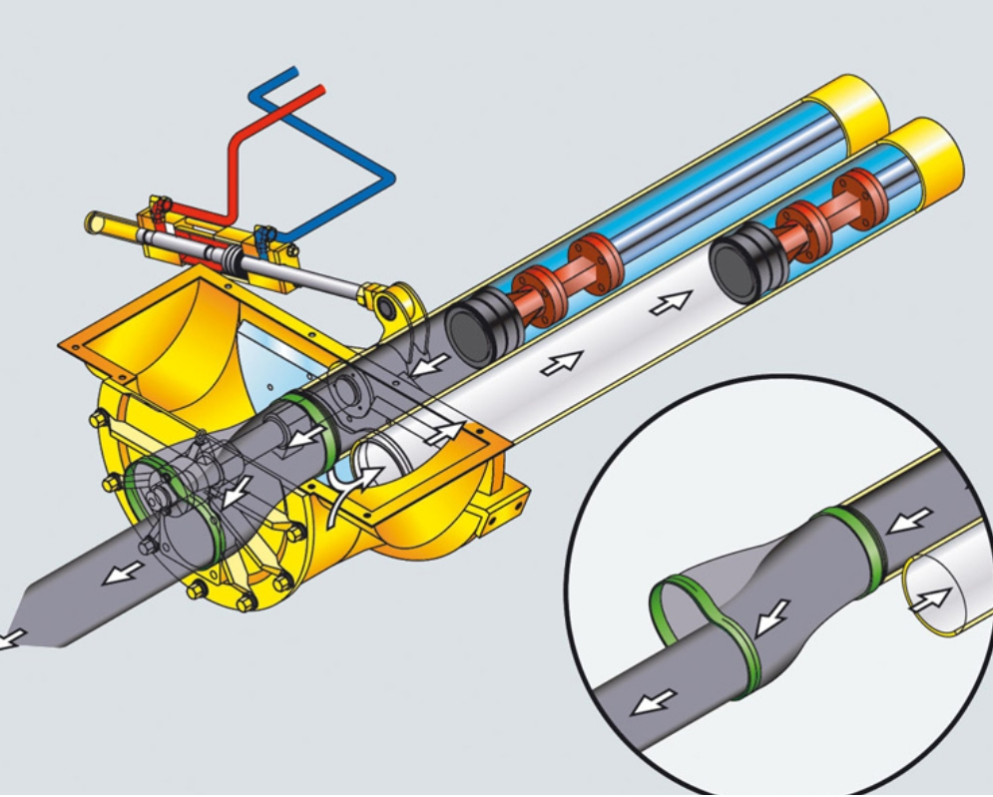
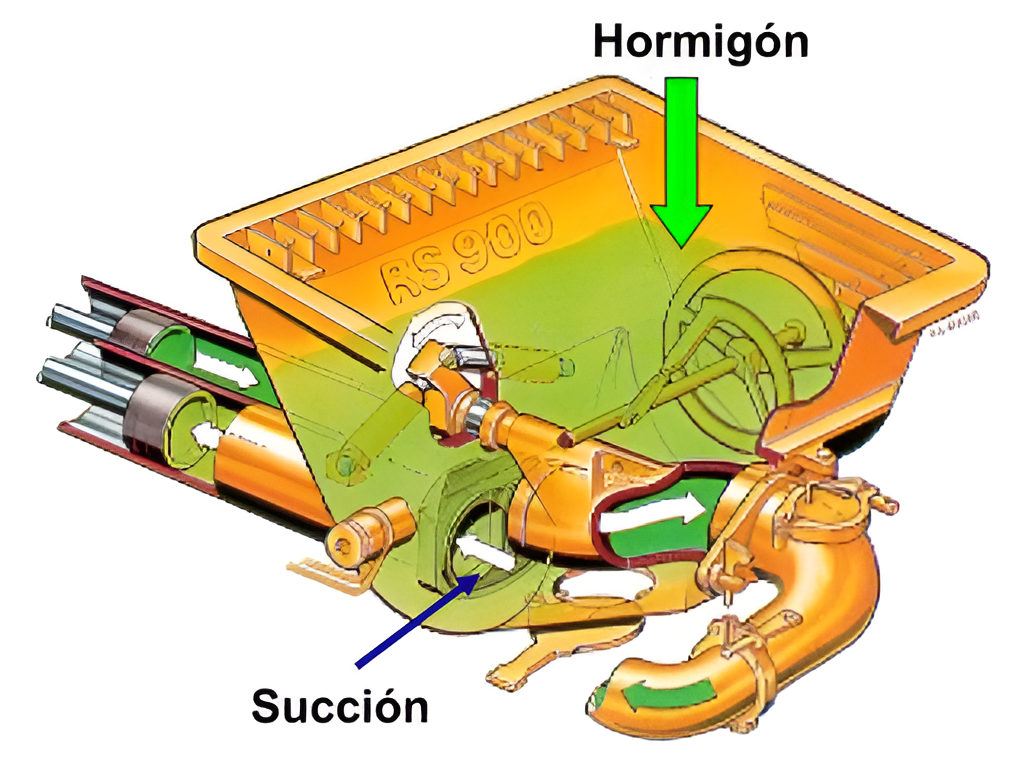
- De tubo o trompa oscilante (también conocida como trompa de elefante): En este sistema, ambos cilindros están sumergidos en el hormigón. La conexión entre los cilindros se realiza a través de un tubo o trompa que oscila alternativamente, conectándose sucesivamente a cada cilindro por un extremo, mientras que el otro extremo permanece acoplado a la conducción. Este diseño es más eficiente para bombear hormigones difíciles de manejar. Existen varios tipos de este sistema:
- Trompa rápida (CS y C): comúnmente utilizada en autobombas. Altas presiones de hormigón (hasta 57 bar) y caudales elevados (hasta 56 m³/h). Permite utilizar sin problemas mangueras largas.
- Tubo oscilante (S): más frecuente en equipos estacionarios y en bombas de hormigón sobre remolque. Este sistema incorpora cilindros conectados a cilindros hidráulicos que giran alternativamente. Con hormigón en la tolva y la bomba en funcionamiento, el hormigón del cilindro se retrae y se amolda dentro del cilindro. Altos caudales (67 – 80 m³/h) y elevadas presiones (75 – 50 bar). Presenta un alto rendimiento con pocas carreras.
El principal inconveniente de las bombas de pistón es el desgaste, especialmente debido a los grandes esfuerzos que se aplican sobre el hormigón. Este desgaste se puede reducir disminuyendo el número de emboladas por minuto, sin afectar la producción si se aumenta el tamaño de los cilindros. Por esta razón, existe una tendencia a incrementar el diámetro y la carrera de los cilindros de impulsión.
Sin embargo, cuando el diámetro del cilindro supera el de la tubería, es necesario incorporar estrechamientos, lo que provoca pérdidas de carga y aumenta el riesgo de atascos en esos tramos. Para contrarrestar estos problemas, se busca facilitar el acceso para el mantenimiento.
Bomba peristáltica o de rotor para hormigón
Las bombas peristálticas o de rotor para hormigón están compuestas por dos rodillos de presión giratorios, instalados en una carcasa, cuyo interior se encuentra a una presión inferior a la del exterior. Al girar, los rodillos comprimen el vacío en una manguera flexible fabricada con malla de acero de alta resistencia, a través de la cual se impulsa el hormigón. La operación se realiza en un vacío de 0,8-0,9 bar y, de esta forma, el tubo recupera su forma produciendo el efecto de succión.
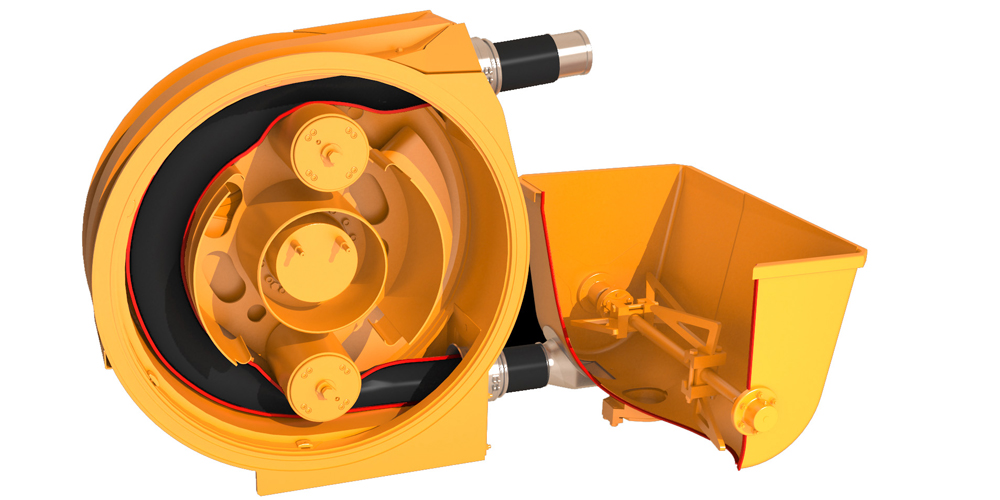
Así, debido a la diferencia de presión entre la carcasa y el agitador, el hormigón sufre un efecto de succión que lo hace fluir de forma constante hacia la manguera. El caudal depende del diámetro de la tubería y de la velocidad de rotación del rotor. A diferencia de las bombas de pistón, la unión entre la manguera y la conducción es directa, sin desvíos ni cambios de sección.
La presión de bombeo es media o baja, con una muy buena estanqueidad, un mantenimiento sencillo y en la que las piezas que más se desgastan son el propio rotor y la manguera flexible. Sin embargo, solo se pueden bombear hormigones muy trabajables.
El equipo puede montarse en un camión y la bomba hidráulica que acciona el rotor puede estar acoplada al motor diésel del camión. En caso de ir la bomba remolcada, dispone de un motor de accionamiento propio.
Principales ventajas:
- Economía
- Simplicidad de funcionamiento.
- Sencillez en el acoplamiento y en la regulación.
- Las piezas que más se desgastan son la válvula y, en menor medida, la manguera, que debe reemplazarse relativamente a menudo debido al desgaste que sufre, a lo largo de unos 2000-2500 m³. Además, estos primeros fallos pueden apreciarse en las manchas que las salpicaduras de hormigón dejan en las ventanas de la carcasa.
Aplicaciones:
- Para obras pequeñas o medianas con alcances no excesivos (20-25 m).
- Posibilidad de instalación en equipos móviles o estacionarios.
- Posibilidad de uso para gunitado por vía húmeda.
A modo de resumen, tenemos el siguiente cuadro comparativo entre los distintos sistemas de bombeo:
Tabla 1. Comparación entre las principales bombas de hormigón (Tiktin, 1998)
| Características | Sistema de bombeo | ||
| Pistón de válvula corredera | Pistón de trompa/ oscilante | Rotor | |
| Presión bombeo | Baja – Muy alta | Baja – Alta | Baja – Media |
| Estanqueidad | Buena | Buena | Muy buena |
| Pérdidas salida | En estrechamientos y tubo pantalón | En estrechamientos | Solo con manguera desgastada |
| Piezas de mayor desgaste | Pistones
Válvulas |
Pistones
Tubo oscilante |
Manguera flexible
Rotor |
| Condiciones de mantenimiento | Recambio dificultoso al ser piezas poco accesibles | Recambio sencillo
Piezas pesadas |
Mantenimiento sencillo
Vigilar la manguera |
| Aplicaciones | Bombeos de alta y muy alta presión | Bombeos de media presión
Hormigones difíciles |
Bombeo medio-ligero
Gunitado Bombeo de agua |
A continuación, os dejo unos vídeos en los que podemos ver el funcionamiento de este tipo de bombas. El primero de ellos muestra el funcionamiento de un modelo de tubo oscilante S.
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
BUSTILLO, M. (2008). Hormigones y morteros. Fueyo Editores, Madrid, 721 pp.
CALAVERA, J.et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
CORMON, P. (1979). Fabricación del hormigón. Editores Técnicos Asociados, Barcelona, 232 pp.
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València.
MONTERO, E. (2006). Puesta en obra del hormigón. Exigencias básicas. Consejo General de la Arquitectura Técnica de España, Madrid, 750 pp.
MORILLA, I. (1992). Plantas de fabricación de hormigón y grava-cemento. Monografías de maquinaria. Asociación Española de la Carretera, Madrid.
YEPES, V. (2020). Procedimientos de construcción de cimentaciones y estructuras de contención. Colección Manual de Referencia, 2ª edición. Editorial Universitat Politècnica de València, 480 pp. Ref. 328. ISBN: 978-84-9048-903-1.
YEPES, V. (2023). Maquinaria y procedimientos de construcción. Problemas resueltos. Colección Académica. Editorial Universitat Politècnica de València, 562 pp. Ref. 376. ISBN 978-84-1396-174-3
Cursos:
Curso de fabricación y puesta en obra del hormigón.

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.