Dentro de los objetivos de la filosofía Lean Construction para producir resultados óptimos se encuentra hacer que la producción, y, por tanto, también el valor, fluya sin interrupciones, de un modo continuo. Para ello se pone en práctica el llamado flujo tenso (pull) según la demanda del cliente para evitar la sobreproducción. Kanban es una parte fundamental del flujo tenso, considerándose como un subsistema del Just in Time (JIT). El JIT constituye un sistema de organización de la producción que permite aumentar la productividad, reduciendo el costo de la gestión y por pérdidas en almacenes debido a acciones innecesarias.
Dentro de los objetivos de la filosofía Lean Construction para producir resultados óptimos se encuentra hacer que la producción, y, por tanto, también el valor, fluya sin interrupciones, de un modo continuo. Para ello se pone en práctica el llamado flujo tenso (pull) según la demanda del cliente para evitar la sobreproducción. Kanban es una parte fundamental del flujo tenso, considerándose como un subsistema del Just in Time (JIT). El JIT constituye un sistema de organización de la producción que permite aumentar la productividad, reduciendo el costo de la gestión y por pérdidas en almacenes debido a acciones innecesarias.
El método kanban se origina inicialmente por la empresa automotriz de Toyota en el año de 1956, once años después de la segunda guerra mundial. Dado la necesidad de generar competencia en el ámbito de un mercado internacional y poder competir con firmas tales como Ford y Chevrolet en cuanto a producción y entrega más próxima. El modelo Kanban se inspiró en los supermercados, concretamente en la “comunicación” entre el cliente y el producto, ya que en estos sitios se ofrecen los productos al consumidor cuando lo necesitan en la cantidad que lo necesitan. Viéndolo como una línea de producción corresponde ofrecerles a los obreros los componentes que necesiten para realizar su tarea en el momento que lo necesiten y en la cantidad que necesiten, garantizando la eficiencia.
Kanban es una traducción libre del japonés de “tarjeta”, siendo un sistema de información basado en señales que controla de modo armónico la fabricación de los productos necesarios en la cantidad y tiempo necesarios en cada uno de los procesos. Una tarjeta kanban es una autorización para producir y/o mover existencias empleada para controlarlas y poner al descubierto problemas u oportunidades de cambio. La principal función de esta tarjeta es ser una orden de trabajo: un dispositivo de dirección automática que nos da información acerca de qué nos da información acerca de que se va a producir, en qué cantidad, mediante que medios y como transportarlo. Se diseña para evitar la sobreproducción y para asegurarse de que los componentes pasan de un subproceso al siguiente en el orden adecuado. De este modo se diseña un sistema de relleno que controla las cantidades producidas. Los componentes se reponen únicamente cuando sea necesario y en la cantidad adecuada.
Es importante mencionar que este tipo de tarjeta no funciona como método kanban si no contiene la mayoría de la siguiente información:
- Nombre y/o código del puesto o máquina que procesará el material requerido.
- Iniciales o código del encargado de procesar.
- Nombre y/o código del material procesado o por procesar, requerido.
- Cantidad requerida de ese material (resaltada o en letra más grande).
- Destino del material requerido.
- Capacidad del contenedor de los materiales requeridos.
- Momento en el que fue procesado el material.
- Momento en el que debe ser entregado al proceso subsiguiente.
- Número de turno.
- Número del lugar de almacén principal.
- Estado del material procesado.
Se pueden omitir algún tipo de información mencionada anteriormente, pero esta debe ir diligenciada correctamente con el material. De esta manera se convierte en una orden; de tal manera que en el momento de la entrega se genera una resolución de la orden.
En lugar de utilizar kanban diseñados específicamente para ello, se pueden poner en marcha otros sistemas reutilizables tales como contenedores, palets o bandas codificadas (o coloreadas) que designan materiales específicos. Al dejar el embalaje para el suministrador en una ubicación específica implica una solicitud para rellenar con el componente adecuado, sin necesidad de que se produzca ninguna comunicación oral o escrita.
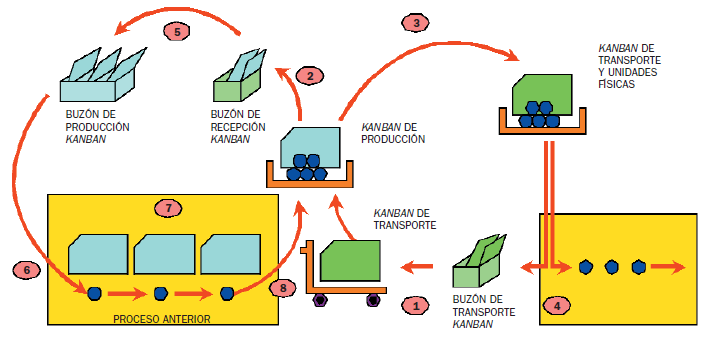
El flujo tenso del producto desde aguas arriba se indica mediante un kanban de retirada (withdrawal). El flujo tenso del cliente retira componentes del “supermercado”; este se define como un lugar de capacidad limitada para almacenar el producto proveniente del proceso de suministro. El supermercado se rellena emitiendo un kanban de producción cuando el inventario es demasiado bajo. Este kanban de producción da la orden adecuada al proceso de suministro para producir más componentes. El proceso de suministro emite las unidades necesarias para reponer lo extraído. Este método evita la sobreproducción, pero permite un inventario rígido que se sitúa entre los procesos de suministro y del cliente.
La alternativa al Kanban es producir anticipándose a las necesidades basándose en predicciones, caso habitual en los sistemas push. Estos sistemas tienden a incrementar la cantidad de pérdidas (por ejemplo, largos tiempos de espera o inventarios excesivamente grandes) dado que están basados en la estimación e incluyen factores adicionales para tener en cuenta la incertidumbre. La incertidumbre puede manifestarse en mayor o menor medida en un proyecto; en ese caso los sistemas pull están mejor preparados para adaptarse que los sistemas push.
En el sector de la construcción es aplicable este sistema pull a los procesos por lotes, como puede ser la fabricación y transporte del hormigón o del aglomerado. En este caso existe un proceso del cliente (el contratista principal), el cual emite una orden para el proceso de suministro (la planta de aglomerado) y recibe el producto como resultado. Estos procesos por lotes no admiten ningún tipo de inventario del producto, dado que el producto es perecedero.
Os dejo algunos vídeos explicativos que espero sean de vuestro interés.
También se puede utilizar este método para la gestión de proyectos y tareas para equipos.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
YEPES, V. (2001). Garantía de calidad en la construcción. Tomo 1. Servicio de Publicaciones de la Universidad Politécnica de Valencia. SP.UPV-660. Depósito Legal: V-3150-2001.
YEPES, V. (2001). Garantía de calidad en la construcción. Tomo 2. Servicio de Publicaciones de la Universidad Politécnica de Valencia. SP.UPV-961. Depósito Legal: V-3151-2001.
YEPES, V. (2022). Gestión de costes y producción de maquinaria de construcción. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 243 pp. Ref. 442. ISBN: 978-84-1396-046-3