Figura 1. Planta dosificadora de hormigón. https://frumecar.com/2021/07/06/plantas-hormigon-via-seca/?lang=es
Las plantas dosificadoras, o plantas de vía seca, no incluyen una mezcladora, por lo que suelen ser menos complejas. La elección de una planta dosificadora puede estar restringida por normativas locales o nacionales, o por los requisitos específicos de obras o proyectos complejos, como grandes infraestructuras, puentes o rascacielos, que requieren un preamasado antes del vertido en la hormigonera. Estos modelos de plantas de hormigón son ideales cuando la distancia entre la planta y el área de aplicación es considerable. En estos casos, los ingredientes del hormigón se pesan y se trasladan directamente al camión hormigonera, sin pasar por un proceso de mezclado en planta. La capacidad de producción de estas plantas de hormigón tipo seco suele variar entre 60 y 120 m³/h. Además, estas plantas no son adecuadas para la producción de hormigón destinado a la fabricación de piezas prefabricadas.
Figura 2. Planta dosificadora de hormigón. https://www.sami.info/es/productos/plantas-dosificadoras-hormigon/
En algunos países se permiten las llamadas mezclas secas, en las que la central solo realiza la dosificación de los ingredientes sin contar con una mezcladora. En este caso, el amasado se realiza en los camiones hormigonera durante el transporte. Estas centrales suelen funcionar sin automatización y tienen una capacidad de producción muy elevada.
Las plantas dosificadoras pueden ser fijas o móviles y pueden adaptarse a diferentes niveles de infraestructura. Existen dos tipos principales:
Plantas de hormigón verticales: en estas, el acopio de áridos y cemento se realiza en la parte superior y el dosificado se realiza por gravedad.
Plantas de hormigón horizontales: el acopio de los componentes se realiza a nivel del suelo y el traslado a la hormigonera se realiza mediante cintas transportadoras o tornillos sinfín.
Os dejo algunos vídeos explicativos:
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
ACI COMMITTEE 304. Guide for Use of Volumetric-Measuring and Continuous-Mixing concrete Equipment. ACI 304.6R-09.
BUSTILLO, M. (2008). Hormigones y morteros. Fueyo Editores, Madrid, 721 pp.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
FERRARIS, C.F. (2001). Concrete mixing methods and concrete mixers: State of the art. Journal of Research of the National Institute of Standards and Technology, 106(2):391-399.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València, 189 pp.
TIKTIN, J. (1998). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
Figura 1. https://www.cdt.cl/hormigonado-en-tiempo-frio/
En tiempo frío, una de las medidas para reducir el riesgo de congelación es usar hormigón más caliente. Sin embargo, la protección contra las heladas no aumenta proporcionalmente a la temperatura del hormigón, ya que las pérdidas de calor son mayores cuanto mayor sea la diferencia térmica. Además, a mayor temperatura, se necesita más agua de amasado, lo que puede provocar variaciones en la consistencia y, en ocasiones, un fraguado más rápido. Las pérdidas rápidas de humedad en las superficies calientes del hormigón pueden provocar fisuras. Por lo tanto, la temperatura del hormigón fresco en el momento de su colocación debe mantenerse lo más cercana posible a los mínimos adecuados para las temperaturas ambientales previstas.
A modo de orientación, las medidas recomendables para el hormigonado en tiempo frío son las siguientes:
Para temperaturas ambientales entre +5 °C y 0 °C, calentar el agua de amasado y los áridos y proteger el hormigón vertido de las heladas.
Para temperaturas entre 0 °C y -5 °C, se debe calentar el agua y los áridos y proteger eficazmente el hormigón.
Para temperaturas inferiores a -5 °C, se debe suspender el hormigonado o realizar la fabricación y la colocación dentro de un recinto que pueda calentarse.
Se puede aumentar la temperatura del hormigón calentando uno o varios de sus componentes. No se recomienda calentar el hormigón fresco durante su fabricación ni el ya fabricado. En cada caso, es necesario estudiar las medidas a adoptar, evaluando la viabilidad y la facilidad de cada opción, así como el cumplimiento de los requisitos que el hormigón final debe cumplir.
En primer lugar, se deben proteger los materiales tanto como sea posible de la temperatura ambiente, especialmente del viento y de la escarcha, mediante cubiertas o almacenamiento en silos. También puede ser necesario aislar térmicamente los silos y las tuberías que transportan los materiales a la amasadora.
Además, es posible calentar los materiales para el hormigón. El método más sencillo es calentar el agua mediante un sistema de resistencias o mediante vapor de agua en un depósito antes de la amasadora. Se debe contar con un depósito aislado para mantener el agua caliente. Además, la temperatura del agua debe mantenerse constante para evitar variaciones entre amasadas. En cualquier caso, se podría utilizar agua a temperaturas cercanas a la ebullición, aunque ello requiere un procedimiento de amasado más cuidadoso para evitar un fraguado relámpago. Aunque la cantidad de agua en el hormigón no es elevada, su calor específico es mucho mayor que el del cemento y del de los áridos. Si la temperatura ambiente no es demasiado baja, este sistema puede ser suficiente.
La temperatura de los aditivos tiene una influencia mínima en la del hormigón debido a su pequeña cantidad. El calentamiento del resto de los materiales debe realizarse mediante un sistema especial, ya que son sólidos con baja capacidad de transmisión de calor. Al calentar los áridos, su temperatura en cualquier punto no debe superar los 100 °C y su temperatura media debe ser inferior a los 65 °C.
Si los áridos contienen hielo, nieve o grumos helados, deben deshacerse utilizando, por ejemplo, aire caliente insuflado desde distintos puntos y almacenarse bajo lonas. Si la temperatura de los áridos es muy baja, debe iniciarse la descongelación el día anterior y mantenerse un calentamiento mínimo hasta el momento de su uso. Esto garantiza un contenido de humedad y de temperatura más uniforme.
Cuando la temperatura del aire es inferior a -5 °C, suele ser necesario calentar los áridos, además del agua de amasado, para elevar la temperatura del hormigón. Los áridos no deben calentarse a más de 65 °C, ya que este valor es considerablemente superior al habitualmente necesario para alcanzar la temperatura deseada del hormigón fresco. Si la grava está libre de hielo o grumos helados y el agua de amasado se calienta a 60 °C, se pueden lograr temperaturas adecuadas en el hormigón simplemente calentando la arena, generalmente a una temperatura no superior a 40 °C. Si también es necesario calentar la grava, basta con que alcance los 15 °C.
Durante el proceso de calentamiento, se recomienda cubrir las superficies expuestas de los áridos con lonas para asegurar una distribución uniforme del calor. Además, se debe tener cuidado al utilizar las primeras cargas de áridos calentados con vapor, ya que pueden permanecer en las tolvas por un tiempo prolongado. Para evitar problemas, puede ser útil descargar las primeras toneladas de árido muy caliente en la parte superior de la tolva.
Por otro lado, el cemento suele llegar caliente a la planta, pues no se enfría lo suficiente en la fábrica tras su calcinación y molienda. Así pues, puede ser beneficioso aislar el silo de la planta o almacenar el cemento en un silo previo, aislado, para evitar que se enfríe antes de transferirlo al silo principal de la planta.
El proceso de amasado no varía respecto al realizado en condiciones normales. El calor generado en la amasadora por el rozamiento del hormigón con la cuba y las palas, junto con el breve tiempo de permanencia en ella, evita que el agua de amasado se congele. Por esta razón, la amasadora no requiere un aislamiento específico. Sin embargo, es recomendable que la amasadora esté adecuadamente aislada, para lo cual pueden utilizarse materiales como espuma de poliestireno o fibra de vidrio para su recubrimiento externo.
La temperatura recomendada del hormigón durante el amasado debe ser de 3 a 4 °C superior a la necesaria en la obra, para compensar la pérdida de calor durante el transporte.
Es fundamental amasar los materiales durante un período prolongado y con suficiente energía para lograr una mezcla con temperatura uniforme. También es esencial asegurarse de que ninguno de los componentes esté congelado y de que las temperaturas se mantengan constantes entre amasadas. Esto evita variaciones en la demanda de agua, del aire ocluido, de la velocidad de fraguado y del asentamiento del hormigón. Si el tamaño del árido es muy grande (63 mm o más), la masa de hormigón puede tardar hasta 20 minutos en alcanzar una temperatura uniforme.
Además, el uso de agua caliente puede reducir la eficacia de los aditivos, especialmente del aireante. Por ello, se recomienda añadir los aditivos al final del proceso, cuando la temperatura del agua haya disminuido tras mezclarse con el resto de los materiales.
Si se utiliza una relación agua/cemento muy baja, es necesario controlar cuidadosamente la fluidez a la salida de la amasadora para asegurar que el hormigón llegue a la obra en condiciones óptimas para su colocación. En la Tabla 1 se pueden consultar las temperaturas mínimas recomendadas del hormigón a la salida de la amasadora, en función de la temperatura del aire y del espesor mínimo de la pieza a hormigonar.
Tabla 1. Temperaturas mínimas recomendadas en el hormigón a la salida de la amasadora
Temperatura del aire
Dimensión mínima de la sección en mm
< 300
300-900
900-1800
>1800
> -1 °C
16 °C
13 °C
10 °C
7 °C
-1 °C a -18 °C
18 °C
16 °C
13 °C
10 °C
< -18 °C
21 °C
18 °C
16 °C
13 °C
Referencias:
AA. VV. (2002). Hormigones de ejecución especial (seis tipos). Colegio de Ingenieros de Caminos, Madrid, 114 pp.
ACI COMMITTEE 306. Cold wheather concreting (ACI 306R-16). American Concrete Institute.
AENOR (2022). UNE 83151-1 IN Hormigonado en condiciones climáticas especiales. Parte 1: Hormigonado en tiempo frío. Madrid, 27 pp.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València, 189 pp.
El amasado del hormigón tiene como objetivo cubrir los áridos con una capa de pasta de cemento y mezclar todos los componentes hasta obtener una masa uniforme. Este proceso se realiza en mezcladoras u hormigoneras. Es fundamental que la mezcla mantenga su uniformidad durante las operaciones de descarga, lo cual depende tanto de la cohesión de la mezcla como del diseño de la hormigonera.
Este proceso puede llevarse a cabo utilizando amasadoras fijas o móviles, mediante uno de los siguientes procedimientos: completamente en una amasadora fija, comenzando y terminando en una amasadora fija o móvil, o iniciando en una amasadora fija y terminando en una móvil antes del transporte. Todas las amasadoras cuentan con componentes comunes, como una cuba, paletas y un cargador. El amasado se realiza según dos técnicas principales:
Mediante la elevación de los áridos y su caída libre, como en el caso de las hormigoneras y las mezcladoras de eje horizontal.
A través del empuje de los elementos, con ayuda de paletas, sobre el fondo horizontal de un cilindro, como en el caso del amasado forzado con mezcladoras de eje vertical.
Las hormigoneras se clasifican en tres tipos: basculantes o de eje inclinado, de eje horizontal y de eje vertical, consideradas tradicionales. Actualmente, para la producción de hormigón a gran escala se utilizan hormigoneras de doble tambor y amasadoras de ejes gemelos con paletas.
Un buen amasado es fundamental para garantizar la homogeneidad del hormigón, lo que influye directamente en la adecuada hidratación del cemento. Este proceso no solo implica la técnica de amasado, sino también factores como el tiempo de amasado y el tipo de máquina empleada. En este contexto, numerosos parámetros influyen en un buen amasado (Tiktin, 1994):
Tipo de amasadora o mezcladora
Velocidad y duración del amasado
Capacidad de amasado
Número de amasadas por hora
Orden de carga de los componentes
Dosificación de agua mínima
La velocidad del amasado debe mantenerse por debajo de la velocidad crítica, definida como la velocidad a partir de la cual los materiales comienzan a centrifugarse. Si tomamos el diámetro de la cuba como parámetro, la velocidad crítica de amasado en r.p.m. puede demostrarse fácilmente con la fórmula n = 42√D. Además, el tiempo de amasado no debe ser demasiado corto, ya que los materiales no se mezclarían adecuadamente, ni demasiado largo, para evitar fenómenos de segregación, especialmente en hormigones secos o con áridos de gran tamaño.
El número de amasadas por hora depende de varios factores, como la duración del ciclo de trabajo de la instalación, los medios disponibles para la dosificación y alimentación de los componentes, y el sistema de transporte del hormigón. Generalmente, este número oscila entre 10 y 60 amasadas por hora. Como orientación, pueden tomarse los siguientes datos de la Tabla 1.
Tabla 1. Número de amasadas/hora para distintos tipos de hormigoneras
TIPOS
N.º amasadas/hora
Hormigoneras de cuba basculante, sin skip o cargador
10/15
Hormigoneras de cuba basculante con skip
15/20
Hormigoneras de tambor reversible con skip
20/30
Mezcladora con skip
30/40
Mezcladora sin skip, abastecida por torre
45/60
Es importante distinguir entre la capacidad de hormigón fresco y la capacidad necesaria de áridos, cuya relación es aproximadamente 0,70. Esta diferencia se debe a que, al introducir los materiales en el tambor en rotación, se llenan los huecos y se reduce el volumen.
La relación entre el volumen de los componentes previos al amasado y el del hormigón fresco es aproximadamente 1,50. Los fabricantes de maquinaria suelen indicar dos valores: por ejemplo, una amasadora 750/500 puede recibir 750 litros de mezcla de áridos, cemento y agua y suministrar 500 litros de hormigón fresco.
Además, es importante considerar que el hormigón colocado en la estructura es un hormigón compacto que representa aproximadamente el 90 % del volumen del hormigón fresco.
Las hormigoneras tradicionales se caracterizan por tres capacidades principales: la capacidad total de su cuba (Vt), la capacidad máxima de carga de los componentes, excluyendo el agua (Vc), y la capacidad máxima de producción de hormigón fresco (Vf). Las relaciones entre Vc y Vt, así como entre Vf y Vt, suelen ser las indicadas en la Tabla 2.
Tabla 2. Relación de volúmenes en función del tipo de hormigonera (Fernández-Cánovas, 2007)
Relación de volúmenes
Tipo de hormigonera
Eje basculante
Eje horizontal
Eje vertical
Vc / Vt
0,7
0,4
0,6 a 0,7
Vf / Vt
0,5
0,3
0,4 a 0,5
El orden de llenado de las hormigoneras varía según su tipo, aunque en las instalaciones automatizadas dicha carga es prácticamente simultánea. Siempre es recomendable comenzar introduciendo una parte del agua de amasado, seguida inmediatamente por los componentes sólidos, si fuera posible, de manera simultánea con el resto del agua. Cuando se utilizan aditivos plastificantes o superplastificantes, estos deben añadirse al final de la carga, después de que la hormigonera haya girado varias veces para iniciar el amasado. En algunas mezclas secas, es beneficioso humedecer primero el árido grueso con una parte del agua y luego añadir el resto de los componentes.
Si las hormigoneras se alimentan de silos y se quiere mejorar la resistencia a flexotracción del hormigón, es conveniente introducir primero los áridos gruesos, seguidos de una parte de cemento y de agua. A continuación, se hace girar esta mezcla unas cuantas veces para que la pasta envuelva los áridos y, después, se añade la arena y el resto del cemento y del agua. De esta forma, se mejora significativamente la adherencia entre los componentes.
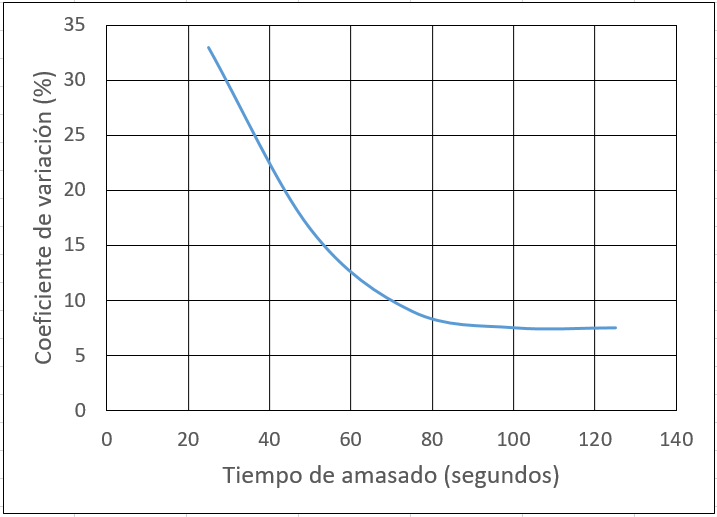
Es imprescindible respetar los tiempos mínimos de amasado para evitar la falta de homogeneidad en las masas parcialmente mezcladas. Estos tiempos dependen en gran medida de la velocidad de giro de las hormigoneras, es decir, de la raíz cuadrada del diámetro de la cuba. Se ha observado que, en hormigoneras tradicionales, tiempos de amasado inferiores a 90 segundos producen hormigones con una notable falta de homogeneidad, evidenciada por los coeficientes de variación obtenidos en ensayos de compresión. Tras un minuto y medio, los hormigones se han vuelto uniformes y no muestran mejoras significativas. Es durante el primer minuto y cuarto cuando los componentes del hormigón se mezclan adecuadamente.
Figura 2. Influencia del tiempo de amasado en la homogeneidad del hormigón (Fernández-Cánovas, 2007)
El tiempo de amasado varía en función de la hormigonera utilizada, de su volumen, de la composición granulométrica de los áridos y de la cantidad de agua en la mezcla. Se recomienda un tiempo mínimo de amasado de un minuto y cuarto, más quince segundos adicionales por cada fracción de 400 litros de exceso respecto de los 750 litros de capacidad máxima de hormigón fresco de la hormigonera. Con experiencia, es posible determinar visualmente si la masa de hormigón está suficientemente amasada. Los hormigones con áridos gruesos se mezclan más rápido que los con áridos finos, y los hormigones muy secos requieren más tiempo de amasado que los más fluidos. La dosificación mínima de agua determina el tipo de máquina que debe utilizarse. Si se busca alcanzar relaciones agua/cemento inferiores a 0,60, no se pueden utilizar hormigoneras y es necesario recurrir a mezcladoras.
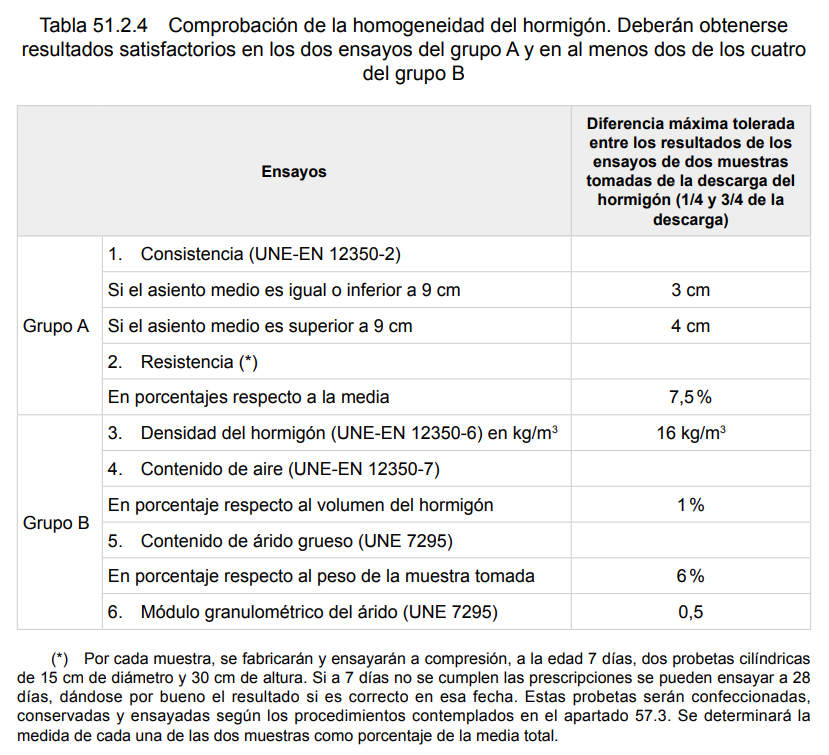
A continuación, os dejo lo expresado en el artículo 51.2.4 sobre equipos de amasado del Código Estructural.
51.2.4 Equipos de amasado.
Los equipos pueden estar constituidos por amasadoras fijas o móviles capaces de mezclar los componentes del hormigón de modo que se obtenga una mezcla homogénea y completamente amasada, capaz de satisfacer los dos requisitos del grupo A y al menos dos de los del grupo B, de la tabla 51.2.4.
Estos equipos se examinarán con la frecuencia necesaria para detectar la presencia de residuos de hormigón o mortero endurecido, así como desperfectos o desgastes en las paletas o en su superficie interior, procediéndose, a comprobar anualmente el cumplimiento de los requisitos de la tabla 51.2.4, salvo que exista una reglamentación específica que marque una frecuencia mayor.
Las amasadoras, tanto fijas como móviles, deberán ostentar, en un lugar destacado, una placa metálica en la que se especifique: — para las fijas, la velocidad de amasado y la capacidad máxima del tambor, en términos de volumen de hormigón amasado; — para las móviles, el volumen total del tambor, su capacidad máxima en términos de volumen de hormigón amasado, y las velocidades máxima y mínima de rotación.
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
BUSTILLO, M. (2008). Hormigones y morteros. Fueyo Editores, Madrid, 721 pp.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València, 189 pp.
TIKTIN, J. (1994). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
El proceso de amasado no difiere del realizado en condiciones normales. Es importante amasar durante el tiempo necesario para obtener una mezcla homogénea, pero no más, para evitar el calor generado por el rozamiento del hormigón con la cuba y las palas. Para lograr un mezclado eficaz en poco tiempo, se debe asegurar que la amasadora esté libre de adherencias y que las paletas de los camiones amasadores estén en buen estado. Una vez que se ha conseguido un hormigón homogéneo, la rotación debe mantenerse a la velocidad mínima de agitación de la unidad. No obstante, no es conveniente detener la cuba durante largos periodos, pues existe el riesgo de un falso fraguado del hormigón.
Proteger la amasadora de la luz solar directa ayuda a evitar un aumento innecesario de la temperatura. Pintar la superficie de blanco también reduce el efecto de la radiación solar. Además, cuando se utiliza un aditivo retardante, su efecto será mayor si se añade al final del amasado en lugar de al principio.
Es importante controlar cuidadosamente la fluidez del hormigón a la salida de la amasadora para asegurar que llegue a la obra en las condiciones necesarias para su uso. También es posible enfriar el hormigón en la amasadora mediante la evaporación de un producto inerte, aunque se trata de una instalación compleja.
Si bien no es una práctica habitual, para retrasar el fraguado del hormigón se pueden dosificar los materiales sólidos en la planta y premezclarlos, añadiendo el agua y los aditivos líquidos en la obra, seguido de un mezclado posterior en el camión de suministro. Sin embargo, esto puede causar una pérdida de uniformidad entre las amasadas. Dado que es complicado controlar la dosificación de líquidos y el mezclado en obra, es necesario preparar adecuadamente todo el proceso si se elige este método.
Cuando se utilizan aditivos plastificantes, superplastificantes y retardadores, su efecto es más prolongado si se introducen al final del amasado, mezclados con una pequeña cantidad del agua de amasado. Los superplastificantes pueden añadirse parcialmente en la planta para obtener la fluidez necesaria para la carga y el transporte del hormigón, y el resto en la obra para compensar la pérdida de asiento durante el transporte. Para un control preciso, el aditivo puede dosificarse previamente en recipientes. Es necesario un amasado posterior en el camión antes de verter el hormigón en el encofrado o en el sistema de colocación en obra.
Es esencial fabricar el hormigón según las especificaciones requeridas para evitar rechazos que provoquen la formación de juntas de hormigonado o problemas en el acabado. Por ello, se recomienda realizar una inspección previa al transporte. En la planta, el hormigón puede inspeccionarse visualmente durante la descarga. En el caso de utilizar un camión amasador, se recomienda realizar un amasado inicial en la planta y verificar el asiento antes de proceder al transporte.
Referencias:
AA.VV. (2002). Hormigones de ejecución especial (seis tipos). Colegio de Ingenieros de Caminos, Madrid, 114 pp.
ACI COMMITTEE 305. Guide to Hot Weather Concreting. ACI 305R-10.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València, 189 pp.
Figura 1. Hormigonado en tiempo frío. https://madridsurarquiobras.es/blog/?p=199
La temperatura del hormigón es un factor crítico, especialmente en climas fríos, donde se debe evitar su congelación durante todas las etapas del proceso. La temperatura de amasado depende del grosor mínimo de las piezas que se van a hormigonar, de la temperatura del aire y de la pérdida de temperatura durante el transporte hasta el lugar de trabajo. A medida que aumenta el volumen de la sección hormigonada, la pérdida de calor se vuelve más lenta y el calor generado durante la hidratación adquiere más importancia. Por lo tanto, se recomienda una temperatura más baja para la masa de hormigón que se va a colocar y también una temperatura de salida más baja en el amasado. En el caso de estructuras de gran volumen, es crucial limitar la temperatura del hormigón para evitar problemas de fisuración.
Es importante tener en cuenta que las pérdidas de calor aumentan en proporción a la diferencia de temperaturas. Por lo tanto, elevar la temperatura del hormigón por encima de los valores recomendados no garantiza una protección proporcional contra la congelación, sino que puede generar efectos no deseados, como un mayor consumo de agua, una rápida disminución de la consistencia, un fraguado acelerado o un incremento de la retracción térmica.
También es relevante considerar que las superficies expuestas del hormigón pueden experimentar una rápida pérdida de humedad debido a que, al estar en contacto con el aire frío, calientan el aire circundante, lo que disminuye la humedad relativa y provoca la evaporación del agua superficial. Por tanto, se recomienda que la temperatura del hormigón durante su colocación sea lo más baja posible, tal y como se comentó anteriormente. A partir de la temperatura de colocación y de la pérdida de temperatura durante el transporte hasta el lugar de trabajo, se puede determinar la temperatura de amasado del hormigón.
La temperatura de amasado del hormigón se puede lograr calentando los distintos materiales que lo componen. El cálculo de la temperatura de la mezcla se obtiene a partir del balance térmico de los diferentes materiales, ya que la cantidad total de calor de los materiales antes y después del amasado es la misma, siendo la única incógnita la temperatura final. No se debe olvidar el calor latente de fusión del hielo en caso de que el agua de los áridos esté congelada.
A continuación os dejo un problema resuelto que, espero, os sea de interés.
AENOR (2022). UNE 83151-1 IN Hormigonado en condiciones climáticas especiales. Parte 1: Hormigonado en tiempo frío. Madrid, 27 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València. 189 pp.