En las mezcladoras de marcha continua (continuous mixers), como su nombre indica, los materiales se introducen de forma continua en la mezcladora, al mismo ritmo en que se descarga el hormigón. La mayoría de los mezcladores continuos utilizan un sinfín que gira en un canal o en un tubo inclinado. Generalmente, se trata de tambores fijos equipados con palas helicoidales que giran en torno al centro del tambor. Este tambor está inclinado hacia abajo en dirección a la abertura de descarga. El tiempo de mezclado está determinado por la inclinación del tambor, que suele ser de unos 15°. Reducir la inclinación del canal puede disminuir el tiempo de mezcla, mientras que aumentarla puede prolongarlo. El tiempo de mezcla se puede ajustar modificando el ángulo de inclinación del mezclador, las revoluciones por minuto del sinfín, la configuración de las hélices, la tasa de producción o una combinación de estos factores. El tiempo de mezcla real, desde la entrada hasta la salida, suele ser inferior a 20 segundos. Sin embargo, se han conseguido tiempos de hasta 45 segundos, aunque ello implica una reducción considerable de la capacidad de producción.
El funcionamiento de la mezcla continua se basa en el movimiento desde el punto de alimentación hasta el punto de descarga, generado por la rotación del recipiente mezclador, que hace girar los ingredientes o los desplaza en un patrón de zigzag, similar al de una mezcladora de paletas continua. El proceso de carga del material es crucial y puede influir significativamente en la calidad de la mezcla descargada. Durante el trayecto del material a través de la mezcladora, se produce una mezcla tanto axial como radial. El tiempo que tarda el material en desplazarse desde el punto de alimentación hasta la descarga se denomina tiempo de retención de la mezcla. Aunque este tiempo puede controlarse con precisión en las mezcladoras de ciclo discontinuo, en las mezcladoras continuas no es uniforme y puede verse afectado por factores como la tasa de alimentación, la velocidad y el diseño de la mezcladora.
Su uso no es frecuente, ya que se limita a grandes instalaciones fijas debido a la complejidad de garantizar la calidad del hormigón obtenido. Su coste es relativamente elevado y requiere un espacio considerable para funcionar. Se utilizan en la producción en continuo en los equipos de grava-cemento. Sin embargo, destacan por su alta productividad, ya que eliminan los tiempos de carga y descarga y optimizan el proceso. Estas mezcladoras suelen emplearse en la producción masiva de hormigón. Son especialmente útiles en aplicaciones que requieren un tiempo de trabajo reducido, un tiempo de descarga prolongado, ubicaciones remotas (no adecuadas para el hormigón premezclado) y entregas de pequeño volumen. Un uso común de estas mezcladoras es la fabricación de hormigones de baja fluidez, como los empleados en pavimentos. No obstante, debido al tiempo de mezclado breve, el control del contenido de aire resulta difícil, incluso con la incorporación de aditivos aireantes.
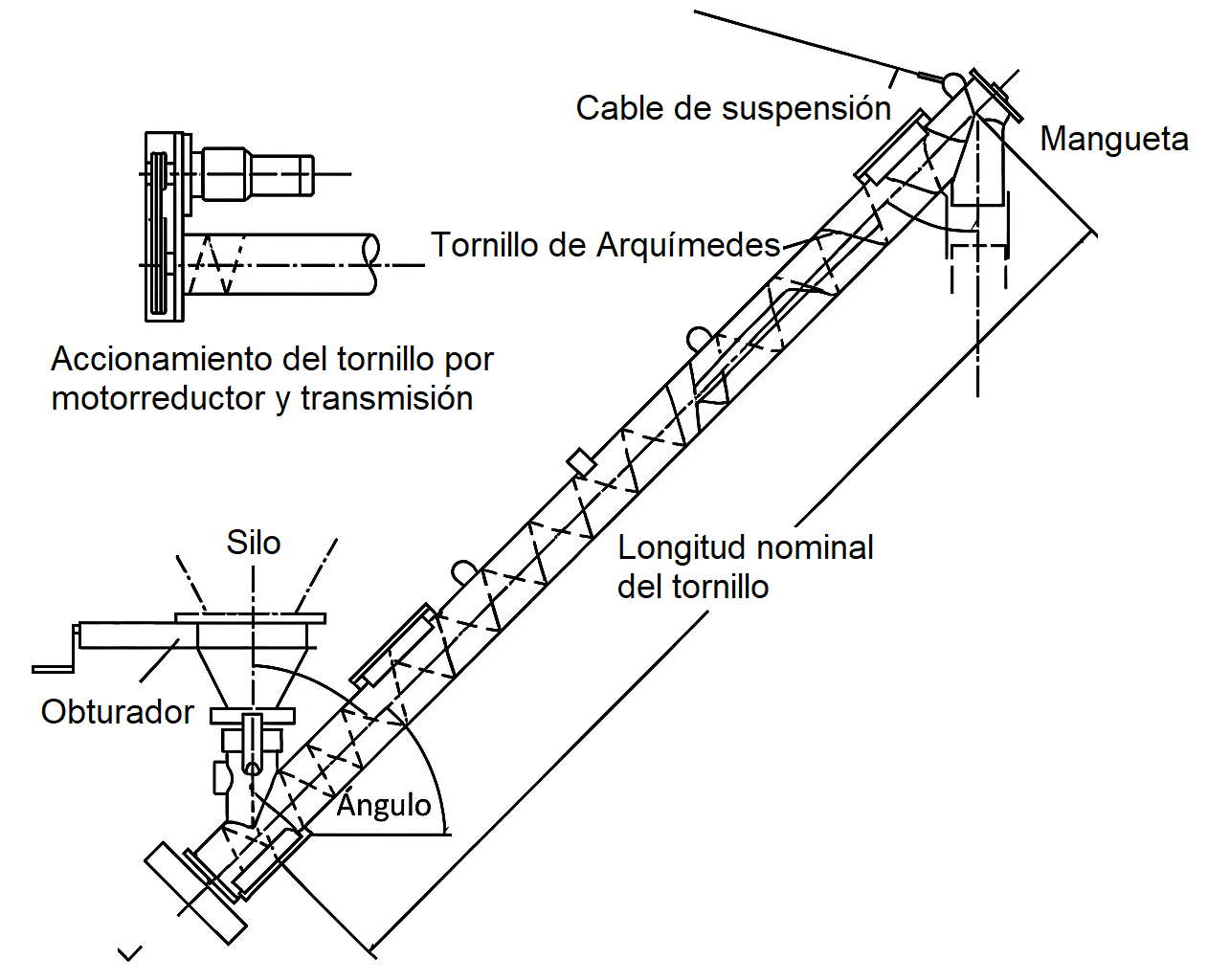
Están compuestas por un tubo mezclador ligeramente inclinado, equipado en su interior con un tornillo de Arquímedes. Los materiales se introducen por un extremo del tubo y se descargan por el extremo opuesto después de mezclarse a fondo durante el trayecto gracias al tornillo sinfín. El tubo permanece fijo y la única pieza motriz es la que acciona el tornillo. La boca de carga se ubica en el extremo superior, mientras que la de descarga en el extremo inferior.
Estas mezcladoras incorporan dispositivos para tamizar el cemento y evitar su aportación apelmazada, además de un circuito independiente de agua que permite introducir el cemento en forma de una fina lechada.
Un dispositivo integrado en la máquina premecla los áridos mediante una rueda elevadora. Posteriormente, los áridos se transfieren a la hormigonera mediante una compuerta neumática, mientras que el cemento se introduce a través de un tubo de goma independiente.
Los mezcladores continuos ofrecen una serie de ventajas, entre las que destacan su mayor capacidad en comparación con los mezcladores discontinuos, un tiempo de mezcla más corto y un rendimiento de mezcla constante cuando se cuenta con un sistema de alimentación adecuado. Además, permiten un control automatizado, reducen la segregación de partículas en la mezcla, son más compactos y requieren menos mano de obra.
Sin embargo, también presentan algunas desventajas. No se mezclan tan bien cuando se introducen muchos componentes; los costes de mantenimiento son más elevados y requieren una calibración y una supervisión cuidadosas. No son adecuados para situaciones en las que las dosificaciones deben ser precisas y ofrecen menos flexibilidad, ya que es necesario recalibrar el sistema para mezclar una nueva dosificación o añadir un nuevo ingrediente.
Os dejo varios vídeos ilustrativos.
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
ACI COMMITTEE 304. Guide for Use of Volumetric-Measuring and Continuous-Mixing concrete Equipment. ACI 304.6R-09.
BUSTILLO, M. (2008). Hormigones y morteros. Fueyo Editores, Madrid, 721 pp.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
FERRARIS, C.F. (2001). Concrete mixing methods and concrete mixers: State of the art. Journal of Research of the National Institute of Standards and Technology, 106(2):391-399.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València, 189 pp.
TIKTIN, J. (1998). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
YEPES, V. (2020). Procedimientos de construcción de cimentaciones y estructuras de contención. Colección Manual de Referencia, 2ª edición. Editorial Universitat Politècnica de València, 480 pp. Ref. 328. ISBN: 978-84-9048-903-1.
YEPES, V. (2023). Maquinaria y procedimientos de construcción. Problemas resueltos. Colección Académica. Editorial Universitat Politècnica de València, 562 pp. Ref. 376. ISBN 978-84-1396-174-3
Cursos:
Curso de fabricación y puesta en obra del hormigón.

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.