 En una entrada anterior resolvimos un problema concreto de un plan de muestreo por atributos. Sin embargo, para los que no estén familiarizados con la jerga y las definiciones de la estadística empleada en el control de calidad, me he decidido por subir unas transparencias que a veces utilizamos en clase para cuando tenemos que explicar los planes de muestreo.
En una entrada anterior resolvimos un problema concreto de un plan de muestreo por atributos. Sin embargo, para los que no estén familiarizados con la jerga y las definiciones de la estadística empleada en el control de calidad, me he decidido por subir unas transparencias que a veces utilizamos en clase para cuando tenemos que explicar los planes de muestreo.
Pero antes, voy a comentar brevemente algunos conceptos relacionados con el control de calidad, el control estadístico, el control de aceptación y el control del proceso, entre otros. Vamos a ello.
El control de calidad es la parte de la gestión de la calidad orientada al cumplimiento de los requisitos de los productos o los servicios. Se trata de un método de trabajo que permite medir las características de calidad de una unidad, compararlas con los estándares establecidos e interpretar la diferencia entre lo obtenido y lo deseado para poder tomar decisiones conducentes a la corrección de estas diferencias.
En el proceso proyecto-construcción, la comprobación de los requisitos exigibles de calidad se basa fundamentalmente en el control de la calidad. Los pliegos de condiciones técnicas definen, para cada unidad de obra, qué tipo de controles deben realizarse para dar por buena la correcta ejecución de una obra, atendiendo no sólo a los materiales, sino a su puesta en obra y terminación. La misma filosofía es aplicable a la propia redacción de los proyectos de construcción por parte de las empresas de consultoría.
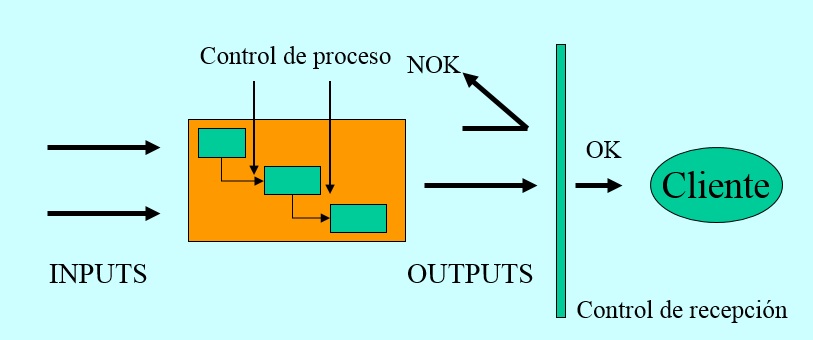
Una forma de controlar la calidad se basa en la inspección o la verificación de los productos terminados. Se trata establecer un filtro sobre los productos antes que éstos lleguen al cliente, de forma que los que no cumplen se desechan o se reparan. Este control en recepción normalmente se realiza por personas distintas a las que realizan el trabajo de producción, en cuyo caso los costes pueden ser elevados y pueden no considerarse las actividades de prevención ni los planes de mejora. Se trata de un control final, situado entre el productor y el cliente, que presenta la ventaja de ser imparcial, pero que adolece de muchos inconvenientes como son el desconocimiento de las circunstancias de la producción, la no-responsabilización de producción por la calidad, la lentitud en el flujo de la información, etc.
Sin embargo, una inspección al 100% de todas las unidades producidas puede ser materialmente imposible cuando los ensayos a realizar son destructivos. En estos casos, se hace necesario tomar decisiones de aceptación o rechazo de un lote completo de producto en función de la calidad de una muestra aleatoria. Este control estadístico (Statistical Control) proporciona una menor información, e incluso presenta riesgos propios del muestreo, pero sin embargo resulta más económico, requiere menos inspectores, las decisiones se toman con mayor rapidez y el rechazo a todo el lote estimula a los proveedores a mejorar la calidad.
El control estadístico se asentó plenamente a partir de la Segunda Guerra Mundial, caracterizándose por la consideración de las características de calidad como variables aleatorias, por lo que se centra básicamente en la calidad de fabricación o de producción. Este tipo de control también se identifica con el interés en conocer las causas de variación y establecer, como consecuencia, procedimientos de eliminación sistemática de dichas causas para la mejora continua de la calidad.
El control estadístico puede aplicarse en el producto final, lo que sería el control de aceptación, o bien a lo largo del proceso de producción, lo cual comprende el control del proceso. El control estadístico de recepción supone el establecimiento de planes de muestreo con criterios de aceptación o rechazo claros sobre lotes completos en función de los ensayos realizados sobre una muestra aleatoria. Este control por muestreo puede realizarse por atributos basándose en la norma ISO-2859, o bien por variables según ISO-3951. En cuanto al control estadístico de procesos, herramientas como los gráficos de control (Quality Control Chart) permiten tomar decisiones cuando el proceso se encuentra fuera de control. Igualmente, los estudios de capacidad de los procesos permiten decidir la capacidad de éstos de producir dentro de los límites de las especificaciones de calidad contratadas.
Una empresa constructora debería reducir al mínimo los costes de una mala calidad asegurándose que el resultado de sus procesos cumplieran los requisitos pactados con el cliente. Por ello, para garantizar que el control de aceptación de los productos presenta éxito –el denominado control externo-, la empresa constructora debería organizar como una actividad propia, un conjunto de controles en su cadena de producción que garantizase la calidad de las unidades de obra –actividad que recibe el nombre de control interno-.
Tanto el control interno como el externo puede ser realizado por la propia empresa constructora, por el cliente o por una organización independiente contratada al efecto. Así, por ejemplo, el control del hormigón recibido por el contratista puede ser realizado por una entidad independiente, la ejecución de la ferralla puede controlarse por parte de la dirección facultativa, o bien, la propia empresa constructora puede realizar un control interno de la ejecución de la obra.
Os paso, por tanto, la presentación que he utilizado alguna vez en clase.

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.