Figura 1. Vertido y vibración del hormigón. https://www.paviconj-es.es/hormigon-precios/hormigon-compactado/
Después de la mezcla, transporte y vertido del hormigón, este suele contener aire atrapado en forma de espacios vacíos. Cuando el hormigón no se compacta adecuadamente, pueden surgir coqueras y una macroporosidad elevada (tamaños por encima de 50 nm), llegando a representar entre el 5 y el 20% de su volumen total. Al compactar el hormigón se pretende mejorar sus propiedades modificando su estructura y rebajando su porosidad, reduciéndolo, si es posible, a menos del 1%. El objetivo es comunicar al hormigón, a través de su compactación, la energía necesaria para facilitar el desplazamiento de las burbujas o huecos hacia su superficie. Al mismo tiempo, se busca bloquear la interconexión de poros, en la medida de lo posible. De esta forma se elimina la macroestructura porosa, las coqueras, se aumenta la densidad y mejorando la resistencia y la impermeabilidad se corrigen las irregularidades de distribución del hormigón. La excepción es la inclusión deliberada de aire en el hormigón, donde el aire está estabilizado y distribuido uniformemente.
La cantidad de aire atrapado guarda una estrecha relación con la trabajabilidad del hormigón, la cual se define como la propiedad que determina la facilidad y uniformidad con la que puede ser fabricado y colocado en la obra. Por ejemplo, el hormigón con una consistencia en cono de Abrams de 75 mm contiene aproximadamente un 5% de aire, mientras que aquel con un asentamiento de 25 mm puede contener alrededor del 20%. En consecuencia, el hormigón de baja consistencia requiere un mayor esfuerzo de compactación, ya sea prolongando el tiempo de compactación o utilizando más vibradores, en comparación con el hormigón de mayor asentamiento.
Es importante eliminar el aire atrapado, entre otras, por las siguientes razones:
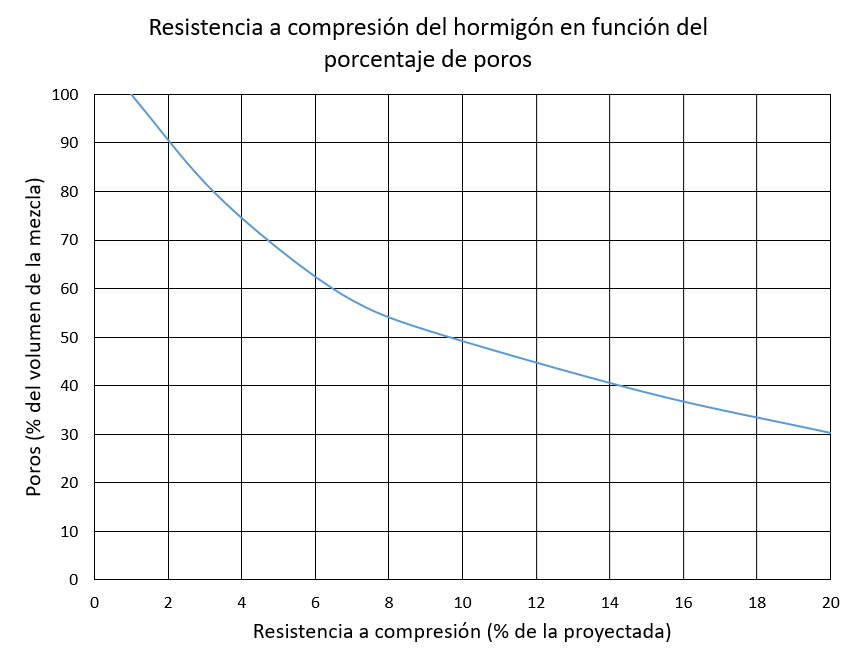
El aire ocluido reduce la resistencia del hormigón (Figura 2). Por cada 1% de aire retenido, la resistencia disminuye entre un 4 y un 7%. Como resultado, un hormigón con, por ejemplo, un 3% de vacíos, será entre un 15% y un 20% menos resistente de lo esperado.
El aire atrapado aumenta la permeabilidad, lo que a su vez afecta la durabilidad del hormigón. Si el hormigón no es compacto ni impermeable, no resistirá la penetración del agua ni de líquidos menos agresivos. Además, cualquier superficie expuesta será más susceptible a los efectos de la intemperie, aumentando así el riesgo de que la humedad y el aire alcancen las armaduras, provocando su corrosión.
El aire ocluido aminora el contacto entre el hormigón y las armaduras, lo que afecta la adherencia necesaria y, por ende, la resistencia del elemento estructural.
El aire ocluido produce defectos visibles, como coqueras y alveolado en las superficies expuestas del hormigón.
Figura 2. Resistencia a compresión del hormigón en función del porcentaje de poros.
El hormigón compactado adecuadamente se caracterizará por su densidad, resistencia, durabilidad e impermeabilidad. Por el contrario, un hormigón mal compactado mostrará debilidad, escasa durabilidad, textura alveolar y porosidad; en resumen, será un producto de calidad inferior.
La compactación del hormigón puede llevarse a cabo mediante diversos métodos. Inicialmente, en los albores del siglo XX, se empleaban el picado y el apisonado como los primeros sistemas utilizados. Sin embargo, hacia la década de 1920, con la investigación de la relación entre la resistencia del hormigón y la proporción agua/cemento, surgieron métodos alternativos, entre los que se incluyó el uso del aire comprimido.
Más tarde, en 1927, el ingeniero francés Charles Rabut descubrió los efectos beneficiosos de la vibración sobre el hormigón. Desde entonces, tras la aparición de la primera patente de este sistema, se ha producido una mejora continua en su tecnología, convirtiéndolo en el método de compactación más ampliamente utilizado y eficaz.
Además de estos métodos principales, existen otras técnicas de compactación utilizadas en campos más específicos. Por ejemplo, la compactación por vacío y la centrifugación son sistemas prácticos y frecuentemente empleados en elementos de forma cilíndrica. Por otro lado, la compactación por percusión, como la mesa de sacudidas, se utiliza en algunas industrias y laboratorios, aunque su aplicación es más limitada.
El método de compactación a emplear dependerá de la consistencia del hormigón y se adaptará, en la medida de lo posible, a las condiciones particulares de cada caso, teniendo en cuenta factores como el tipo de elemento estructural.
Tal y como indica el Art. 52.2 del Código Estructural, la compactación del hormigón en obra se llevará a cabo utilizando métodos apropiados según la consistencia de las mezclas, con el objetivo de eliminar los huecos y lograr un cierre perfecto de la masa, evitando la segregación. Este proceso de compactación deberá continuar hasta que la pasta fluya hacia la superficie y ya no se libere aire. En la Tabla 1 se recomienda el tipo de compactación adecuado a la consistencia del hormigón
Tabla 1. Tipo de compactación en función de la consistencia del hormigón.
Consistencia
Tipo de compactación
Seca
Vibrado energético
Plástica
Vibrado normal
Blanda
Vibrado normal o picado con barra
Fluida
Picado con barra o vibrado ligero
Os dejo un vídeo de los métodos de compactación del hormigón.
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València, 189 pp.
MONTERO, E. (2006). Puesta en obra del hormigón. Exigencias básicas. Consejo General de la Arquitectura Técnica de España, Madrid, 750 pp.
Figura 1. Vibrador eléctrico externo. https://beka.cl/ar26-vibrador-externo-wacker-neuson
La compactación del hormigón mediante vibración externa se lleva a cabo transmitiendo la vibración al hormigón a través del encofrado o molde que lo contiene. El propósito de expulsar burbujas para obtener la mayor compacidad posible en el hormigón. Se puede adaptar a propósito al dispositivo vibratorio incorporado. El vibrador externo contribuye a compactar de manera uniforme toda la masa de hormigón, garantizando un proceso completo en lugar de focalizarse únicamente en algunas áreas. Es especialmente eficaz en zonas de difícil acceso, como zonas densamente armadas, ya que la vibración se transmite a través de todo el encofrado de hormigón y, consecuentemente, al hormigón fresco en su totalidad.
Los vibradores adosados al encofrado son menos eficaces que los vibradores internos, ya que parte de la energía aplicada es absorbida por los moldes; sin embargo, resultan muy útiles para la compactación en ciertos elementos estructurales, como muros poco inclinados y columnas muy reforzadas, donde es difícil o imposible utilizar vibradores de inmersión. En tales situaciones, se utilizan pequeñas unidades portátiles que se aseguran de forma rígida al encofrado.
Su ámbito de aplicación más común es en la prefabricación, donde generalmente se utilizan hormigones de resistencias secas. Ante la vibración del encofrado, que debe ser principalmente metálico, la masa de hormigón responde en función de su granulometría y de la cantidad de agua presente. El mortero permite pequeños movimientos de acomodo de los agregados gruesos, pero limita los desplazamientos excesivos. Si la viscosidad del mortero no es la adecuada, existe el riesgo de segregación del agregado grueso. Al finalizar la acción del vibrado externo, aparece una capa brillante y húmeda sobre la superficie del hormigón.
Para llevar a cabo esta técnica de compactación, se emplean vibradores de encofrado que se fijan firmemente a soportes sólidos en el exterior del encofrado. Esto implica el uso de encofrados robustos, preferiblemente metálicos, y asegurados con abrazaderas o rigidizadores para evitar movimientos durante el proceso de vibración. En términos generales, una placa de acero con un espesor de 5 a 10 mm suele ser adecuada cuando se cuenta con una adecuada rigidización mediante nervios transversales. Estos vibradores se utilizan principalmente en prefabricados de gran tamaño con encofrados adecuadamente reforzados, y ocasionalmente en obras “in situ” en áreas donde los vibradores de inmersión no son viables o cuando el hormigón está demasiado seco. Para encofrados verticales, es aconsejable utilizar apoyos de neopreno u otros elastómeros para evitar la transmisión de vibraciones a la base o al terreno. Esto ayuda a prevenir la formación de aberturas en las juntas que podrían ocasionar pérdidas de lechada.
Generalmente, se utilizan para secciones de hormigón con un espesor que no excede los 30 cm. Cuando el espesor es mayor, se recomienda complementar la vibración en el encofrado con la utilización de vibradores internos, a menos que se trate de elementos prefabricados, donde a veces se han obtenido resultados satisfactorios para secciones de hasta 60 cm de espesor.
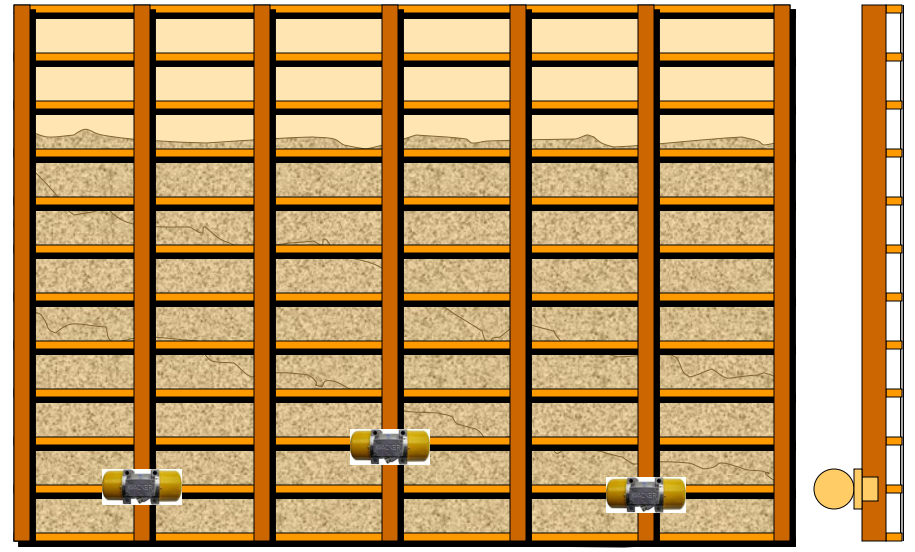
Figura 2. Disposición de vibradores externos de encofrado. https://web.icpa.org.ar/wp-content/uploads/2019/04/Compactacion-del-hormigon-jul2016.pdf
Tipos de vibradores externos de encofrado
Los vibradores externos de encofrado más comunes se dividen en dos tipos principales: rotatorios y de reciprocidad.
Vibradores rotatorios: son equipos que generan principalmente un movimiento armónico simple con componentes tanto en el plano del encofrado como ortogonal al mismo. Normalmente, operan con frecuencias entre 6.000 y 12.000 r.p.m. Al igual que los vibradores internos, pueden ser neumáticos, hidráulicos o eléctricos. En los dos primeros, la fuerza centrífuga se logra mediante el giro de una masa excéntrica, mientras que en los eléctricos, las masas excéntricas están ubicadas en cada uno de los árboles del motor.
Vibradores de reciprocidad: son equipos que operan mediante un pistón que se acelera en una dirección hasta detenerse al impactar contra una placa de acero, para luego ser acelerado en dirección opuesta. Por lo general, son de tipo neumático y su frecuencia oscila entre 1.000 y 5.000 r.p.m. Estos sistemas generan impulsos que actúan perpendicularmente al encofrado.
Los vibradores eléctricos externos ofrecen una alternativa fiable a los dispositivos de vibración neumática, abordando eficazmente dos desafíos principales en aplicaciones de encofrado de hormigón: el ruido y el consumo de energía.
Los vibradores neumáticos pueden generar un nivel de ruido considerable, alcanzando hasta 105 dB(A) incluso en condiciones de vacío. Esto implica que los usuarios deben tomar precauciones cuando el nivel de ruido en el lugar de trabajo excede los 90 dB(A). Por contra, los vibradores eléctricos mantienen su nivel de ruido constantemente por debajo de los 80 dB(A), eliminando la necesidad de tomar medidas adicionales.
Es importante considerar que cuando no hay operarios presentes cerca de los vibradores, la presión sonora se reduce en 3 dB(A) al duplicar la distancia a la fuente. Por lo tanto, una medición estándar de presión acústica de 105 dB(A) tomada a una distancia de 1 m sigue siendo lo suficientemente alta como para superar los 90 dB(A) en un radio de acción de 32 m.
El uso del encofrado conlleva un notable aumento en el nivel de ruido, especialmente al inicio del vertido del hormigón, donde se pueden alcanzar fácilmente los 120 dB(A). Este efecto también se observa en los vibradores eléctricos, aunque la diferencia inicial mínima es de al menos 15 dB(A). Sin embargo, es esencial recordar que los estándares establecidos por el R.D. 286/2006, de 10 de marzo, sobre la protección de la salud y seguridad de los trabajadores frente a los riesgos asociados con la exposición al ruido, se refieren al nivel diario equivalente. En consecuencia, es necesario evaluar el tiempo total de exposición del operario al ruido en lugar de simplemente considerar los niveles instantáneos medidos, limitando esta exposición a un máximo semanal. Por ejemplo, una exposición de 15 minutos diarios a un nivel de 120 dB(A) resultaría en un nivel de presión sonora equivalente de 105 dB(A). Esto implica que el nivel de 90 dB(A) se superaría en un radio de acción de 32 m.
En cuanto al consumo de energía de los equipos, aunque cada situación requiere un análisis individualizado, la realidad es que la relación entre la solución eléctrica y la neumática es de 1 a 20. Por lo tanto, el diferencial de costos entre ambas soluciones se amortiza en menos de un año en condiciones normales de trabajo. De hecho, el uso de un sistema de vibradores eléctricos se vuelve rentable en un plazo máximo de 5 años, gracias al ahorro de energía al cambiar de la solución neumática a la eléctrica. Los defensores de los vibradores neumáticos han argumentado a su favor, afirmando que estos pueden permanecer instalados en los moldes durante el curado con vapor, mientras que los eléctricos no. No obstante, los vibradores eléctricos actuales se diseñan para que puedan operar en atmósferas de vapor, eliminando la necesidad de desmontarlos durante el proceso de curado.
Consideraciones sobre los moldes
El diseño del molde no solo influye en la carga dinámica soportada por la acción de los vibradores, sino que también impacta en su durabilidad y eficiencia. Desde el punto de vista de la resistencia de los moldes, es crucial evitar que la frecuencia de excitación de los vibradores coincida con la frecuencia propia del molde, lo que ayuda a minimizar la carga dinámica inducida por la vibración en la estructura metálica.
La relación entre la frecuencia de los vibradores y la frecuencia propia del molde determina la amplificación dinámica experimentada por la estructura. La frecuencia de funcionamiento debe superar la frecuencia propia del molde, con una relación que exceda el valor de 3 para alcanzar factores de amplificación por debajo de 0,125. El límite inferior de esta frecuencia propia está determinado por la resistencia del molde.
Ubicación de los vibradores
Es esencial considerar que los puntos de anclaje de los vibradores en la estructura del molde deben coincidir con los rigidizadores, o sobre dispositivos especiales, evitando situarlos sobre la chapa del molde. De lo contrario, las tensiones localizadas que se pueden generar cerca del vibrador podrían provocar el colapso del encofrado. Por lo tanto, la disposición de los vibradores está determinada principalmente por la ubicación y distribución de los rigidizadores. Los vibradores se instalan con su eje perpendicular al eje de mayor inercia de los refuerzos del molde. En encofrados verticales, la distancia entre vibradores se encuentra comprendida entre 1,5 y 2,5 m. Además, al emplear vibradores eléctricos en encofrados de membrana, es importante tomar las precauciones necesarias para prevenir el sobrecalentamiento y el riesgo de incendio.
Selección de los vibradores
La selección de los vibradores implica considerar varios parámetros:
Amplitud: Influye en la compactación y no debe ser inferior a 0,04 mm.
Aceleración: La compactación efectiva del hormigón ocurre dentro del rango de 0,5 a 3 g; niveles superiores no mejoran el proceso. Está relacionada con la fuerza centrífuga generada por el vibrador.
Frecuencia: El alcance de la vibración es proporcional a la frecuencia.
Teóricamente, se deberían combinar estos tres parámetros para obtener una amplitud alta, una fuerza centrífuga elevada y una frecuencia entre 6.000 y 9.000 r.p.m. Sin embargo, en la práctica, es necesario encontrar un compromiso. Por ejemplo, dado que la amplitud es inversamente proporcional a la frecuencia, no conviene seleccionar vibradores con una frecuencia excesivamente alta, pues esto limitaría la amplitud.
Para abordar esta dificultad, existen equipos con una función de doble frecuencia. Este vibrador de masa móvil se conecta a través de un variador de velocidad electrónico, permitiendo alcanzar una frecuencia de 3.000 r.p.m., lo que implica una amplitud elevada que facilita el llenado de los moldes y su rápida compactación. Al activar el vibrador en sentido opuesto, el variador ajusta la frecuencia a 6.000 r.p.m., reduciendo así la amplitud. Este proceso de “revibrado” permite redistribuir los áridos más finos en el hormigón y mejorar la calidad superficial del producto final.
En el caso de vibradores externos para encofrados verticales, para hormigones de consistencia seca se prefuere una frecuencia inferior a 6.000 r.p.m., una amplitud mayor a 0,13 mm y una aceleración transmitida a los encofrados verticales de 1 a 2 g. En el caso de consistencia plástica, la frecuencia será mayor a 6.000 r.p.m., la amplitud menor a 0,13 mm y la aceleración de 3 a 5 g.
Consideraciones en el uso de vibradores externos de encofrado
Se destacan los siguientes puntos:
Se debe verificar que todas las juntas, tanto dentro como entre los tableros, estén bien ajustadas y selladas. El encofrado tiende a moverse más que cuando se utilizan atizadores, lo que podría permitir que la lechada se filtre por la más mínima de las aberturas.
Es importante asegurarse de que los vibradores estén firmemente sujetos o atornillados a los soportes y se supervisen constantemente durante su uso. De lo contrario, las vibraciones no se transmitirán completamente al encofrado y al hormigón.
El hormigón se deberá verter en pequeñas cantidades dentro de las secciones para lograr capas uniformes de aproximadamente 150 mm de espesor. Esto ayuda a evitar la incorporación de aire a medida que aumenta la carga.
Todos los accesorios deben estar bajo observación constante, preferiblemente atornillados en lugar de clavados, especialmente las tuercas de los pernos, que pueden aflojarse fácilmente debido a la vibración intensa. También se debe monitorear cualquier pérdida de lechada de hormigón y sellar las fugas siempre que sea posible.
Cuando sea posible, los 600 mm superiores del hormigón en un muro o una columna se compactarán utilizando un atizador; si esto no es factible, se compactará manualmente o mediante paleo hacia abajo sobre la cara del encofrado. Los vibradores externos pueden crear espacios entre el encofrado y el hormigón; mientras que en las capas inferiores estos espacios se cierran gracias al peso de las capas superiores de hormigón, en la última capa pueden permanecer abiertos, lo que podría deformar la superficie.
Os dejo a continuación un artículo sobre la prevención de daños por el uso de vibradores externos en piezas prefabricadas.
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València, 189 pp.
Figura 1. Compactador monocilíndrico vibratorio autopropulsado Cat CS10 GC. https://www.interempresas.net/ObrasPublicas/Articulos/346172-Caterpillar-presenta-sus-nuevos-compactadores-vibratorios-de-suelos-de-un-solo-tambor.html
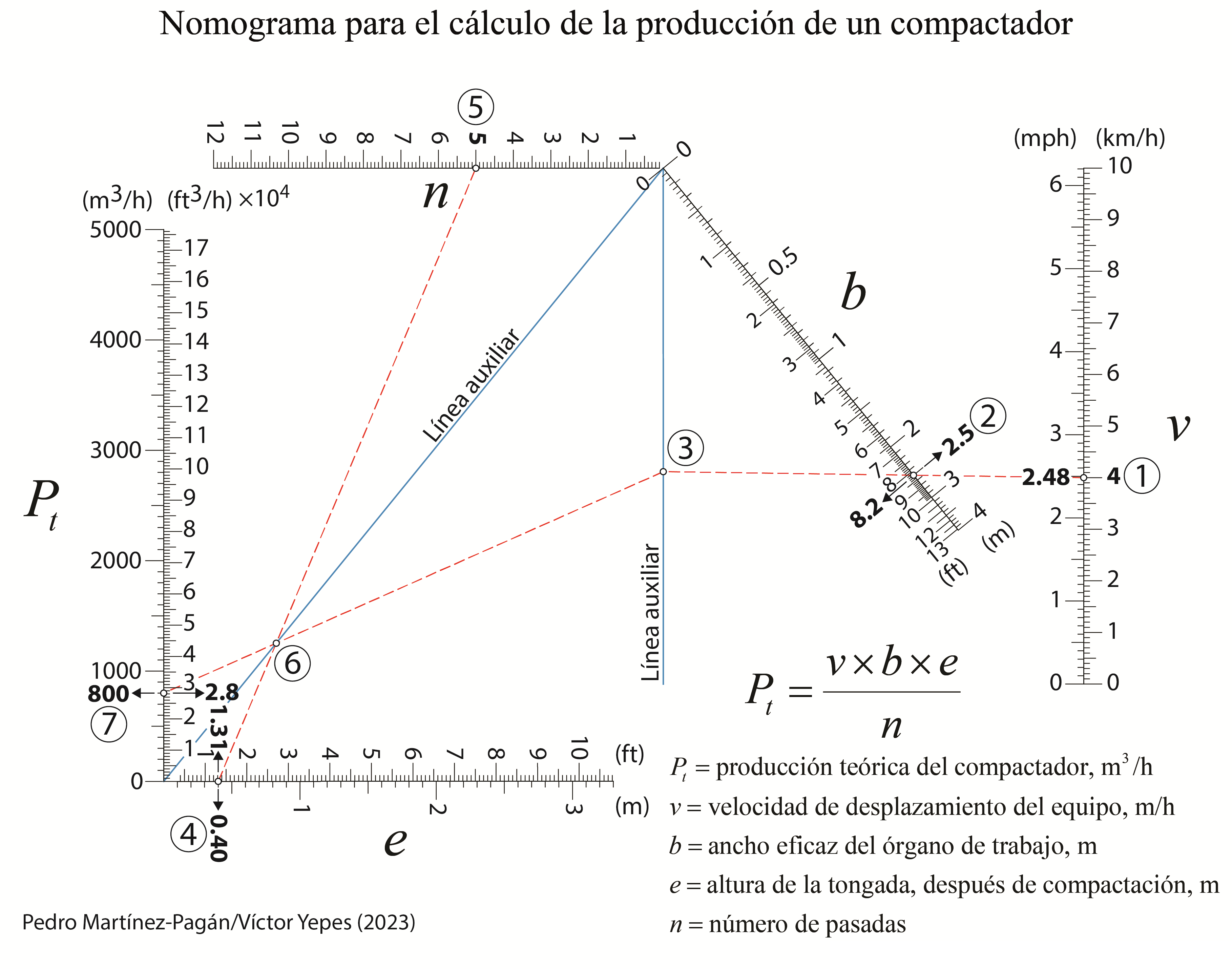
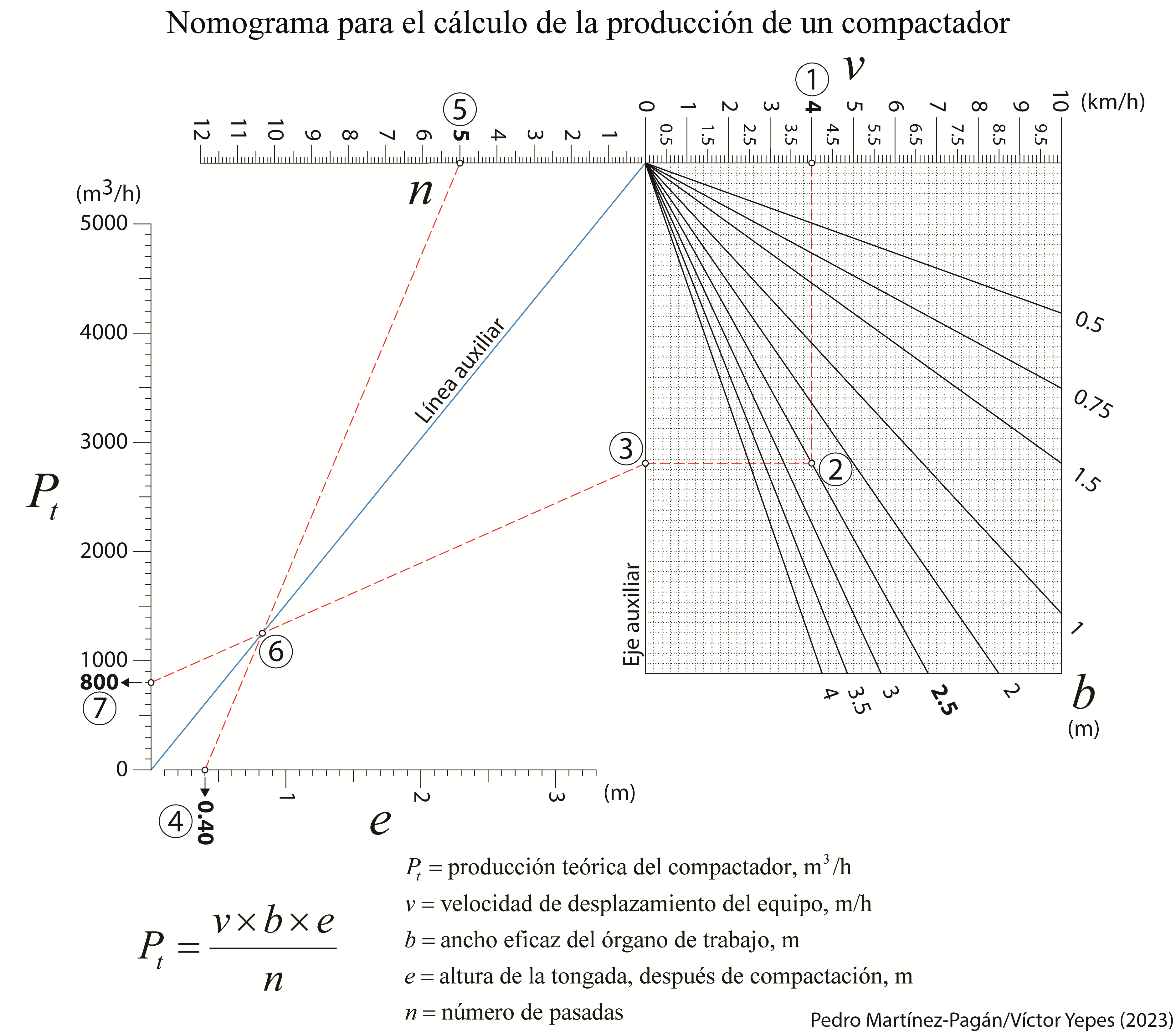
La producción de un compactador es directamente proporcional a su velocidad de trabajo, al ancho eficaz del compactador y al espesor de la tongada una vez compactada, e inversamente proporcional al número de pasadas necesarias. El ancho eficaz sería la diferencia entre la anchura del órgano de trabajo del compactador y el solape necesario para garantizar la compactación entre los distintos carriles.
Debido a la multitud de factores que influyen en la compactación, para grandes volúmenes de obra, se aconseja la realización de tramos de prueba, donde se pueden establecer los criterios que, bajo la perspectiva económica, sean óptimos para llegar a la compactación especificada. Los tramos de prueba no suelen estar justificados en el caso de que los materiales sean suficientemente homogéneos y siempre resulta interesante cuando nos encontramos ante yacimientos importantes. En otro caso, no resulta económica su ejecución. Estos tramos de prueba están formados por una cuña, cuyo espesor llega hasta el máximo que se considere para el equipo empleado.
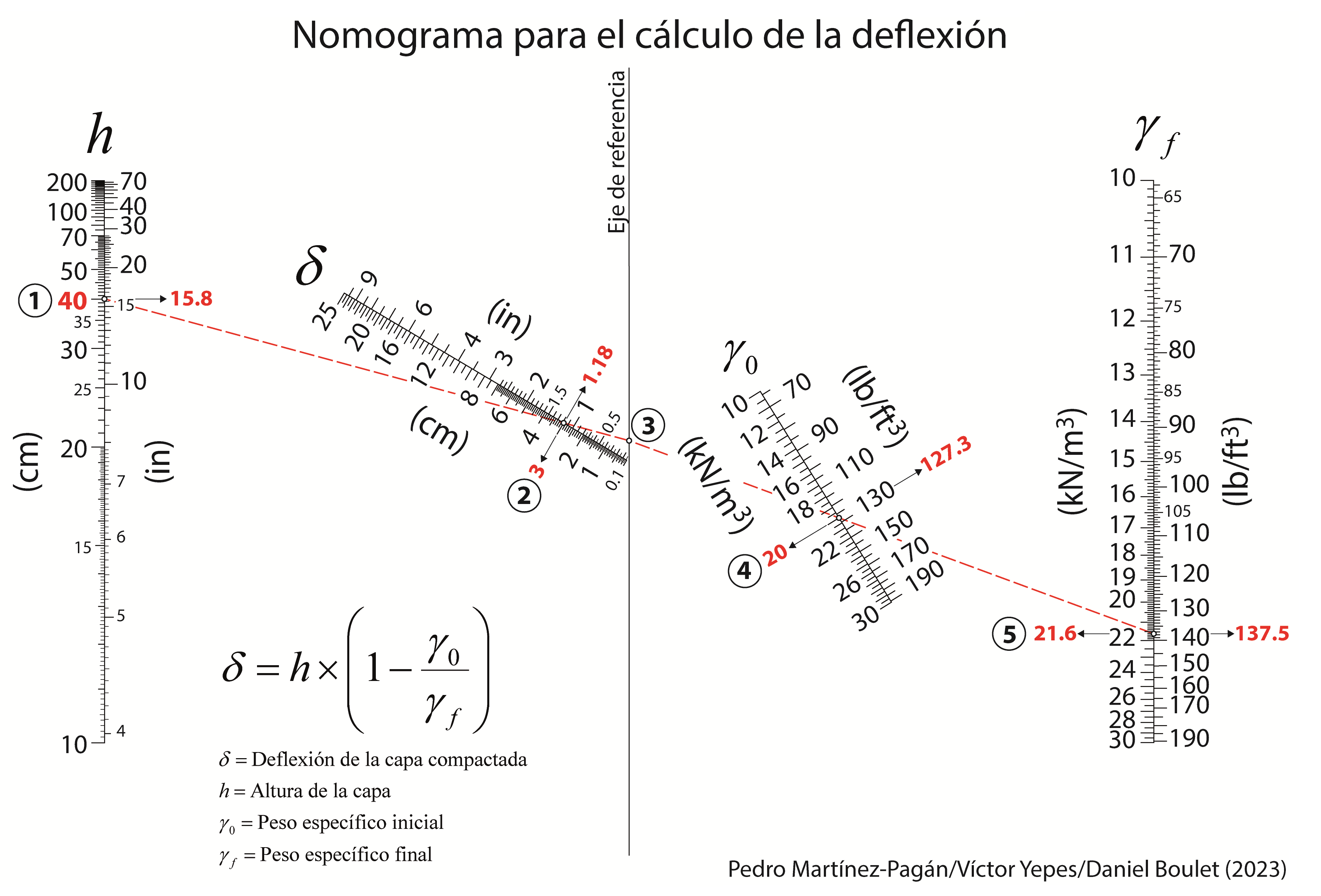
A continuación os dejo un par de nomogramas que permiten el cálculo directo de esta producción. En uno de ellos se han utilizado tanto las unidades del sistema internacional como las anglosajonas. Estos nomogramas se han elaborado en colaboración con el profesor Pedro Martínez Pagán, de la Universidad Politécnica de Cartagena.
Referencias:
MORILLA, I. (2012). Interpretación de los ensayos geotécnicos en suelos. 627 pp., Madrid.
Os presento el libro que he publicado sobre maquinaria y procedimientos de construcción. Se trata de una completa colección de 300 problemas resueltos, abarcando aspectos relacionados con la maquinaria, medios auxiliares y procedimientos de construcción. Su contenido se enfoca en la mecanización de las obras, costos, disponibilidad, fiabilidad y mantenimiento de equipos, estudio del trabajo, producción de maquinaria, sondeos y perforaciones, técnicas de mejora del terreno, control y abatimiento del nivel freático, movimiento de tierras, equipos de dragado, explosivos y voladuras, excavación de túneles, instalaciones de tratamiento de áridos, compactación de suelos, ejecución de firmes, maquinaria auxiliar como bombas, compresores o ventiladores, cables y equipos de elevación, cimentaciones y vaciados, encofrados y cimbras, fabricación y puesta en obra del hormigón, organización y planificación de obras.
Es un libro, por tanto, muy enfocado a los ámbitos de la ingeniería de la construcción, tanto en el ámbito de la edificación, de la minería o de la ingeniería civil. Además, se incluyen 27 nomogramas originales y 19 apéndices para apoyar tanto a estudiantes de ingeniería o arquitectura, como a profesionales que enfrentan desafíos similares en su práctica diaria en obra o proyecto. La colección se complementa con un listado de referencias bibliográficas que respaldan los aspectos teóricos y prácticos abordados en los problemas. Estos problemas son similares a los tratados durante las clases de resolución de casos prácticos en la asignatura de Procedimientos de Construcción del Grado en Ingeniería Civil de la Universitat Politècnica de València (España). Por tanto, el libro resulta adecuado tanto para estudiantes de grado como para cursos de máster relacionados con la ingeniería civil y la edificación.
Sobre el autor:Víctor Yepes Piqueras. Doctor Ingeniero de Caminos, Canales y Puertos. Catedrático de Universidad del Departamento de Ingeniería de la Construcción y Proyectos de Ingeniería Civil de la Universitat Politècnica de València. Número 1 de su promoción, ha desarrollado su vida profesional en empresas constructoras, en el sector público y en el ámbito universitario. Ha sido director académico del Máster Universitario en Ingeniería del Hormigón (acreditado con el sello EUR-ACE®), investigador del Instituto de Ciencia y Tecnología del Hormigón (ICITECH) y profesor visitante en la Pontificia Universidad Católica de Chile. Imparte docencia en asignaturas de grado y posgrado relacionadas con procedimientos de construcción y gestión de obras, calidad e innovación, modelos predictivos y optimización en la ingeniería. Sus líneas de investigación actuales se centran en la optimización multiobjetivo, la sostenibilidad y el análisis de ciclo de vida de puentes y estructuras de hormigón.
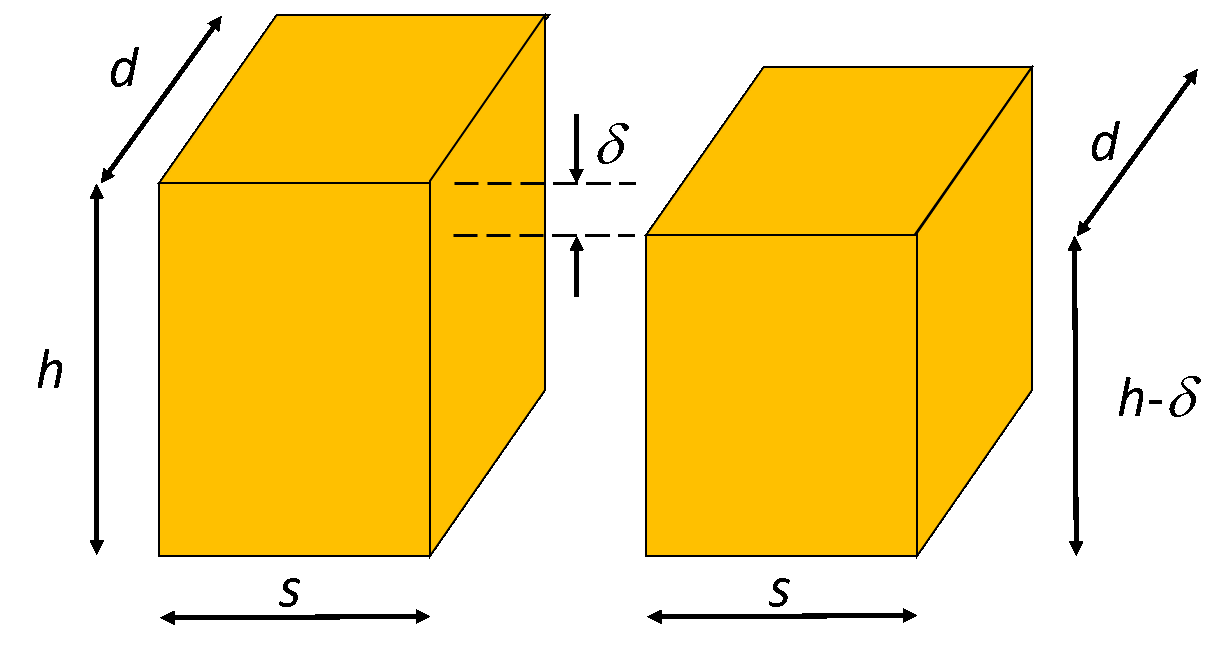
A continuación os dejo una sencilla demostración del asiento que tiene una capa que se ha compactado en función de su espesor inicial y de los pesos específicos anterior y posterior a la compactación. Se trata de una forma indirecta de controlar si se ha alcanzado el grado de compactación deseado. También permite tener una idea de cuánto va a descender la capa una vez compactada.
En un artículo previo, se describieron las propiedades volumétricas y gravimétricas de un suelo, específicamente, los conceptos de índice de huecos y porosidad. El índice de huecos, también llamado relación de vacíos, es el cociente entre el volumen de vacíos y el volumen sólido de un suelo. La porosidad es la fracción entre el volumen de huecos respecto al total.
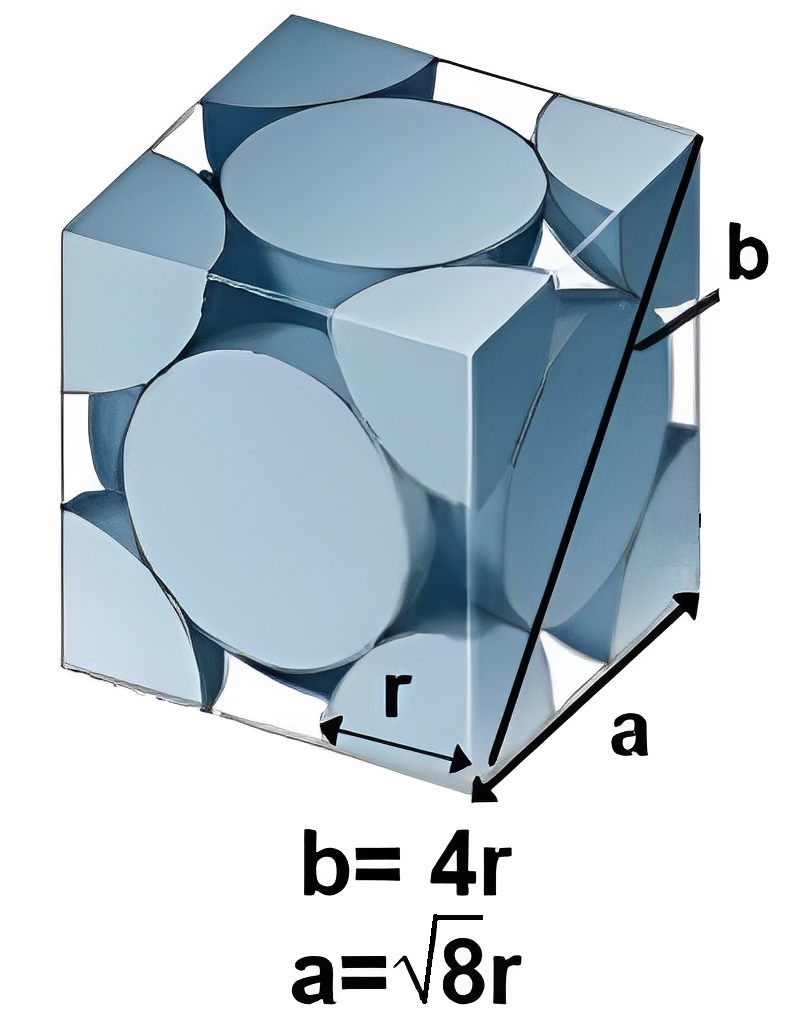
En este artículo, abordaremos el cálculo del índice de huecos y la porosidad de un suelo ideal compuesto por esferas del mismo tamaño. También calcularemos la reducción en el espesor de una capa de esferas desde su estado más suelto hasta su estado más compacto. Este ejercicio es meramente teórico, pero tiene como objetivo clarificar conceptos importantes.
Figura 1. Pavimento de hormigón compactado con rodillo (HCR). https://www.youtube.com/watch?v=tMCJGh0FLr0
Los pavimentos de hormigón en masa incluyen los pavimentos de hormigón compactado con rodillo (HCR), que se caracterizan por una consistencia muy seca (una relación agua/cemento de 0,35 – 0,40) y requerir una compactación intensa mediante rodillos vibratorios y neumáticos, similar a la técnica utilizada para la gravacemento. A pesar de esto, el contenido de cemento es comparable al de un hormigón para pavimentos (no inferior a 300 kg/m³) y se emplean cementos especiales con alto contenido de cenizas volantes (superior al 35%). En el caso de caminos y vías rurales resulta una solución económica, durable y de fácil ejecución.
El HCR puede producirse en una planta mezcladora tipo suelo-cemento o mezcla granular, así como en una planta hormigonera con paletas móviles. Las primeras dosifican por volumen, mientras que las segundas lo hacen por pesado. Se ha demostrado que la dosificación por peso es más eficiente, pues garantiza una mezcla uniforme de áridos, cemento y agua. Por otro lado, se ha comprobado que la dosificación por volumen puede producir variaciones importantes en la mezcla.
La extensión la ejecuta una extendedora de mezcla bituminosa o una motoniveladora, que son las máquinas más empleadas en la construcción de carreteras. Después de compactar la superficie y aplicar un riego para protegerla (que puede ser el mismo utilizado para el curado), el hormigón compactado puede abrirse al tráfico en un tiempo relativamente corto. Por lo tanto, este método resulta útil para refuerzos de carreteras con tráfico constante.
Figura 2. Pavimento de hormigón compactado con rodillo (HCR). https://docplayer.es/81543537-Concreto-compactado-con-rodillos-aplicacion-en-pavimentos-1.html
El HCR puede compactarse en una sola capa mediante equipos similares a los empleados en el aglomerado asfáltico. Estos equipos incluyen un rodillo liso vibrante y un rodillo neumático. El primero es el encargado de compactar, lo que permite una pronta capacidad portante al tráfico y una excelente resistencia mecánica a la tracción en la fase de endurecimiento. Este rodillo debe tener una carga estática igual o mayor a 30 kg/cm de generatriz y tracción en el rodillo vibrante. Por otro lado, el rodillo neumático se emplea para el “amasado y terminación superficial” que el rodillo liso vibratorio no puede lograr. Se utiliza con una carga de 3000 kg por rueda y una presión de inflado mayor o igual a 8 kg/cm².
El proceso de compactación comienza con el rodillo estático y luego se vibra con el número de pasadas necesarias para lograr un peso específico, que debe ser igual o mayor al 97% del máximo obtenido para la mezcla. No hay un número fijo de pasadas de rodillo liso ni del rodillo neumático, pues todo depende de las características de la base, del material y del equipo disponible, del espesor y del clima. Finalmente, se emplea el rodillo neumático (10 a 12 pasadas) para mejorar la terminación superficial, borrando las pequeñas deficiencias que puedan quedar luego del paso del rodillo liso y corregir las fisuras superficiales. En esta etapa es esencial contar con un equipo de riego por aspersión, en caso de ser necesario, para mantener la humedad óptima y asegurar que la superficie permanezca húmeda sin formar charcos, especialmente en días calurosos y ventosos.
La compactación de los bordes es un aspecto crítico. En los laterales, se recomienda la utilización de bordillos (en el caso de pavimentos urbanos) para lograr una mejor compactación. Si no hay bordillos disponibles, se puede extender el material del arcén y realizar una primera pasada con el rodillo a lo largo del borde antes de la compactación. Posteriormente, se ejecuta una segunda pasada sobre el borde antes de continuar con la compactación normal. Es importante disponer de una contención lateral para evitar la descompactación del borde. Si se trabaja por carriles, se debe dejar una tira longitudinal central sin compactar, de alrededor de 40 cm de ancho, que actúe como contención. Luego, se compactará esta tira junto con el segundo carril. El mismo procedimiento se seguirá para la contención lateral, compactando la tira junto con el material de los arcenes.
Para el curado se recomienda aplicar emulsión asfáltica aniónica tras la compactación para prevenir la pérdida de humedad y permitir que el conglomerante reaccione y fragüe adecuadamente (hidratación del cemento). Se sugiere emplear un camión regador para la distribución de la emulsión asfáltica sin transitar por la capa recién compactada. Si se requiere la circulación de vehículos, se debe aplicar una capa de arena de aproximadamente 2 a 6 mm de espesor con una proporción de 4 a 7 litros por metro cuadrado, después de que la emulsión se haya secado para evitar que las ruedas levanten el asfalto. Si no hay tráfico, se pueden utilizar productos de curado basados en polímeros que evitan la evaporación del agua y crean una superficie más resistente al reaccionar con la capa superficial de unos pocos milímetros del material puesto en obra.
Si se cubre el pavimento de HCR con una capa asfáltica, no se marcarán juntas a menos que se requiera una transversal de construcción al final de la jornada o por interrupciones prolongadas. La junta transversal de construcción se cortará verticalmente, a una profundidad de 1/5 del espesor. En primer lugar, se extiende una cuña de hormigón seco para facilitar la salida de los equipos de compactación al final del día. Luego, se corta un poco de este hormigón seco con una motoniveladora y se rellena el espacio adyacente con grava. Las motoniveladoras dejan los bordes verticales, compactan, y al día siguiente, antes de iniciar los trabajos, retiran la grava sin tratar y la cuña de hormigón seco.
Si no se va a cubrir el pavimento de HCR, se pueden cortar juntas transversales de contracción con separaciones de entre 12 y 15 m utilizando sistemas tradicionales, o permitir que se produzcan libremente sin corte previo. Si se trabaja por carriles, para evitar la formación de juntas longitudinales en la unión de dos carriles contiguos, se dejará sin compactar un cordón longitudinal central en el primer carril con un ancho de unos 40 cm. Este cordón se compactará al ejecutar el segundo carril.
El comportamiento del HCR es similar al de los pavimentos tradicionales de hormigón vibrado. Sin embargo, cuando se compacta con rodillo, la regularidad superficial que se logra a menudo no es suficiente para soportar altas velocidades de circulación. Por esta razón, en las autopistas se suele colocar una o varias capas de mezcla bituminosa. No obstante, en la actualidad, se están construyendo algunos pavimentos HCR con extendedoras, lo que permite prescindir de la capa de rodadura bituminosa en algunos casos.
En las carreteras secundarias, se deja que el hormigón se fisure libremente por retracción, aunque a menudo se crean juntas mediante serrado. En cambio, en las carreteras principales, es aconsejable ejecutar juntas transversales cercanas en el momento del vertido, a una distancia de unos 3 m, para que no se abran demasiado y no se reflejen en la posible capa de pavimento bituminoso.
El proceso constructivo del pavimento HCR sigue, en esencia, los mismos pasos que un pavimento ordinario. Estos son:
Preparación de la mezcla de hormigón en el lugar o cerca de él. En algunos casos, se pueden agregar aditivos para retrasar el endurecimiento.
Transporte de la mezcla en camiones basculantes.
Colocación del hormigón utilizando la máquina de pavimentación habitual de asfalto.
Compactación del hormigón con rodillos, que debe hacerse dentro de los 60 minutos posteriores a la mezcla, cuando el hormigón aún está fresco y maleable.
Aplicación de técnicas de curado para aumentar la resistencia y durabilidad del pavimento, y para eliminar posibles grietas.
Corte con sierra y sellado de juntas.
Rectificaciones, si es necesario, con discos devastadores de diamante.
Os dejo algunos vídeos que espero os aclaren los aspectos constructivos de este pavimento.
Referencias:
IECA (2012). Firmes de hormigón en carreteras. Guías técnicas. Firmes y explanadas.
KRAEMER, C.; MORILLA, I.; DEL VAL, M.A. (1999). Carreteras II. Explanaciones, firmes, drenaje, pavimentos. Universidad Politécnica de Madrid, Madrid.
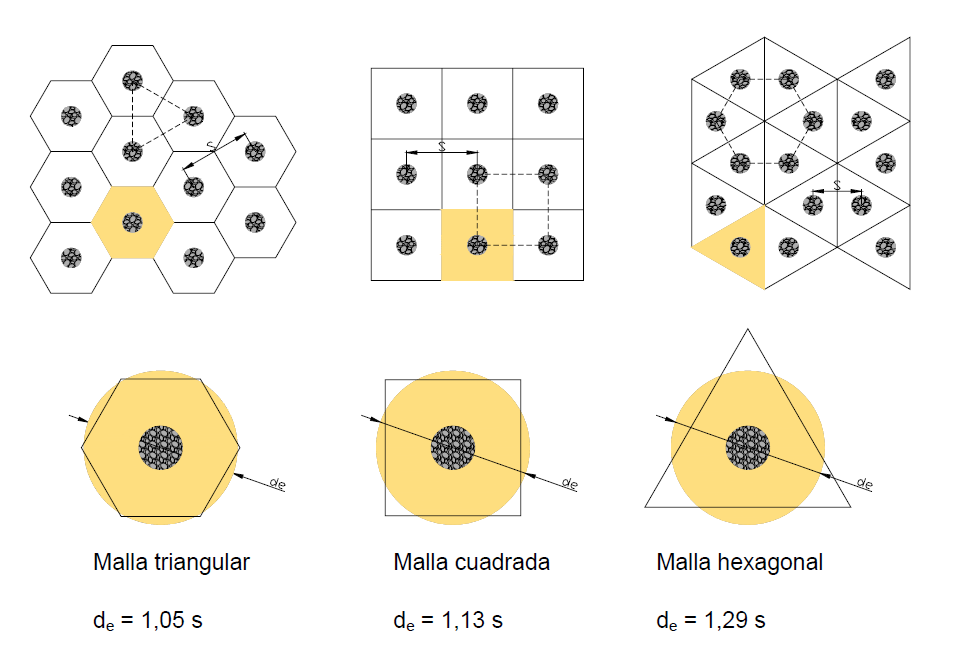
Figura 1. Diámetro equivalente del área tributaria en función de la distribución espacial de las columnas de grava
Al conjunto de una única columna central y el anillo de suelo circundantes se le denomina “celda unidad” o “celda unitaria”. Se transforma la porción de terreno que se encuentra alrededor de la columna por el área de un cilindro de diámetro tal que la sección de ambas sea la misma, según se puede ver en la Figura 1.
Por cierto, la Figura 1 es correcta, aunque en un primer momento pueda generar confusiones. En efecto, la malla triangular es la encargada de determinar la ubicación de las columnas de grava, formando así un área hexagonal tributaria en torno a dicha columna. De igual manera, la malla hexagonal cumple con una función similar.
Os dejo un problema resuelto donde se calcula el diámetro equivalente del área tributaria en función de la malla donde se disponen las columnas de grava. Espero que os sea de interés.
Hoy, 2 de octubre, pero del año 1883, nació en Praga Karl von Terzaghi, que fue un ingeniero, reconocido como el padre de la mecánica de suelos. Para celebrar esta efeméride, se ha organizado un Encuentro Profesional Geololotecnia 2022.
Mi agradecimiento a los organizadores de este evento, tanto a Germán Sánchez (@ingeodo) como a Manuel Romana (@MRGdeviaje).
En dicho encuentro tuve la ocasión de presentar una comunicación denominada “La comunicación multicanal de la geotecnia y sus procedimientos constructivos“. Se trata de una reflexión muy personal respecto a la forma que tengo de comunicar con mis estudiantes y dejar en abierto el conocimiento en las redes sociales. Os dejo el vídeo completo por si os puede resultar de interés.
La Universitat Politècnica de València, en colaboración con la empresa Ingeoexpert, ha elaborado un Curso online sobre “Gestión de costes y producción de la maquinaria empleada en la construcción”.
El curso, totalmente en línea, se desarrollará en 6 semanas, con un contenido de 75 horas de dedicación del estudiante. Hay plazas limitadas.
Os paso un vídeo explicativo y os doy algo de información tras el vídeo.
Este es un curso básico sobre la gestión de los costes y la producción de los equipos y maquinaria empleada en la construcción, tanto en obras civiles y de edificación. Se trata de un curso que no requiere conocimientos previos especiales y está diseñado para que sea útil a un amplio abanico de profesionales con o sin experiencia, estudiantes de cualquier rama de la construcción, ya sea universitaria o de formación profesional. Además, el aprendizaje se ha escalonado para que el estudiante pueda profundizar en aquellos aspectos que les sea de interés mediante documentación complementaria y enlaces de internet a vídeos, catálogos, etc.
En este curso aprenderás los conceptos básicos sobre la gestión de la producción, la selección económica de los bienes de equipo, los costes de propiedad y operación de la maquinaria, su amortización, la disponibilidad y fiabilidad de los equipos, el mantenimiento y reparación, los parques de maquinaria y la gestión de instalaciones, almacenes e inventarios, el estudio del trabajo y la productividad, las políticas de incentivos, métodos de medición del trabajo y la producción de equipos de máquinas. El curso se centra especialmente en la comprensión de los fundamentos básicos que gobiernan la gestión de los costes y la producción de los equipos, mostrando especial atención a la maquinaria pesada de movimientos de tierras y compactación. Es un curso de espectro amplio que incide en el conocimiento de los fundamentos de la ingeniería de la producción. Resulta de especial interés desarrollar el pensamiento crítico del estudiante en relación con la selección de los métodos y técnicas empleadas en la gestión de los costes y el rendimiento de la maquinaria en casos concretos. El curso trata llenar el hueco que deja la bibliografía habitual, donde no se profundiza en el coste y la producción de conjuntos de equipos. Además, el curso está diseñado para que el estudiante pueda ampliar por sí mismo la profundidad de los conocimientos adquiridos en función de su experiencia previa o sus objetivos personales o de empresa.
El contenido del curso se organiza en 30 lecciones, que constituyen cada una de ellas una secuencia de aprendizaje completa. Además, se entregan 75 problemas resueltos que complementan la teoría estudiada en cada lección. La dedicación aproximada para cada lección se estima en 2-3 horas, en función del interés del estudiante para ampliar los temas con el material adicional. Al finalizar cada unidad didáctica, el estudiante afronta una batería de preguntas cuyo objetivo fundamental es afianzar los conceptos básicos y provocar la duda o el interés por aspectos del tema abordado. Al final se han diseñado tres unidades adicionales para afianzar los conocimientos adquiridos a través del desarrollo de casos prácticos, donde lo importante es desarrollar el espíritu crítico y su capacidad para resolver problemas reales. Por último, al finalizar el curso se realiza una batería de preguntas tipo test cuyo objetivo es conocer el aprovechamiento del estudiante, además de servir como herramienta de aprendizaje.
El curso está programado para 75 horas de dedicación por parte del estudiante. Se pretende un ritmo moderado, con una dedicación semanal en torno a las 10-15 horas, dependiendo de la profundidad requerida por el estudiante, con una duración total de 6 semanas de aprendizaje.
Objetivos
Al finalizar el curso, los objetivos de aprendizaje básicos son los siguientes:
Comprender la utilidad y las limitaciones de las técnicas actuales para la gestión de costes y producción de los equipos de máquinas empleados para la construcción
Evaluar y seleccionar la maquinaria atendiendo a criterios económicos y técnicos
Conocer la gestión de los sistemas de almacenamiento de materiales en obra y los parques de maquinaria
Aplicar las técnicas de estudios de métodos y medición del trabajo para mejorar la eficiencia de los equipos
Aplicar técnicas de aprendizaje e incentivos a la producción para mejorar la productividad
Programa
– Lección 1. Mecanización de las obras
– Lección 2. Adquisición y renovación de la maquinaria
– Lección 3. La depreciación de los equipos y su vida económica
– Lección 4. Selección de máquinas y equipos
– Lección 5. La estructura del coste
– Lección 6. Costes de propiedad de las máquinas
– Lección 7. Costes de operación de las máquinas
– Lección 8. Fondo horario y disponibilidad de los equipos
– Lección 9. Fiabilidad de los equipos
– Lección 10. Mantenimiento y reparación de los equipos
– Lección 11. Instalación y organización interna de la obra
– Lección 12. Parques de maquinaria y gestión de inventarios
– Lección 13. Constructividad y constructibilidad
– Lección 14. Estudio del trabajo y productividad
– Lección 15. Los incentivos a la productividad en la construcción
– Lección 16. Estudio de métodos
– Lección 17. Medición del trabajo
– Lección 18. La curva de aprendizaje en la construcción
– Lección 19. Ciclo de trabajo y factor de acoplamiento
– Lección 20. Producción de los equipos
– Lección 21. Composición y clasificación de suelos
– Lección 22. Movimiento de tierras y factor de esponjamiento
– Lección 23. Producción de los buldóceres
– Lección 24. Producción de las cargadoras
– Lección 25. Producción de las motoniveladoras
– Lección 26. Producción de las mototraíllas
– Lección 27. Producción de las retroexcavadoras
– Lección 28. Producción de las dragalinas
– Lección 29. Producción de los equipos de acarreo
– Lección 30. Producción de los compactadores
– Supuesto práctico 1.
– Supuesto práctico 2.
– Supuesto práctico 3.
– Batería de preguntas final
Profesorado
Víctor Yepes Piqueras
Doctor Ingeniero de Caminos, Canales y Puertos. Universitat Politècnica de València
Ingeniero de Caminos, Canales y Puertos (1982-1988). Número 1 de promoción (Sobresaliente Matrícula de Honor). Especialista Universitario en Gestión y Control de la Calidad (2000). Doctor Ingeniero de Caminos, Canales y Puertos, Sobresaliente “cum laude”. Catedrático de Universidad en el área de ingeniería de la construcción en la Universitat Politècnica de València y profesor, entre otras, de las asignaturas de Procedimientos de Construcción en los grados de ingeniería civil y de obras públicas. Su experiencia profesional se ha desarrollado como jefe de obra en Dragados y Construcciones S.A. (1989-1992) y en la Generalitat Valenciana como Director de Área de Infraestructuras e I+D+i (1992-2008). Ha sido Director Académico del Máster Universitario en Ingeniería del Hormigón (2008-2017), obteniendo durante su dirección la acreditación EUR-ACE para el título. Profesor Visitante en la Pontificia Universidad Católica de Chile. Investigador Principal en 5 proyectos de investigación competitivos. Ha publicado más de 160 artículos en revistas indexadas en el JCR. Autor de 10 libros, 22 apuntes docentes y más de 350 comunicaciones a congresos. Ha dirigido 16 tesis doctorales, con 10 más en marcha. Sus líneas de investigación actuales son las siguientes: (1) optimización sostenible multiobjetivo y análisis del ciclo de vida de estructuras de hormigón, (2) toma de decisiones y evaluación multicriterio de la sostenibilidad social de las infraestructuras y (3) innovación y competitividad de empresas constructoras en sus procesos. Ha recibido el Premio a la Excelencia Docente por parte del Consejo Social, así como el Premio a la Trayectoria Excelente en Investigación y el Premio al Impacto Excelente en Investigación, ambos otorgados por la Universitat Politècnica de València.
Lorena Yepes Bellver
Ingeniera civil, máster en ingeniería de caminos, canales y puertos y máster en ingeniería del hormigón. Universitat Politècnica de València.
Profesora Asociada en el Departamento de Mecánica de los Medios Continuos y Teoría de las Estructuras de la Universitat Politècnica de València. Es ingeniera civil, máster en ingeniería de caminos, canales y puertos y máster en ingeniería del hormigón. Ha trabajado en los últimos años en empresas constructoras y consultoras de ámbito internacional. Aparte de su dedicación docente e investigadora, actualmente se dedica a la consultoría en materia de ingeniería y formación.