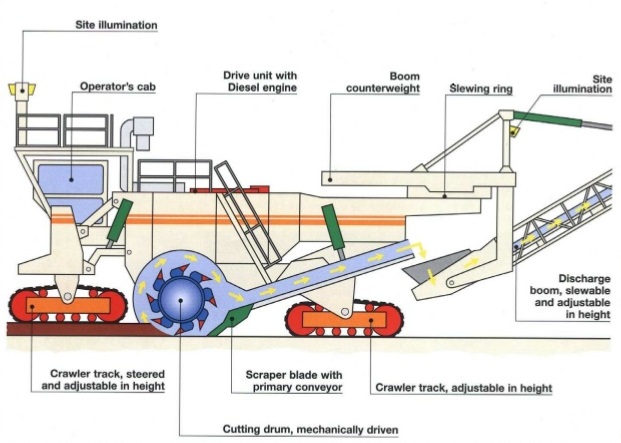
Las excavadoras de superficie (surface miner), también llamadas minadores de superficie, son equipos de arranque continuo dotadas en su parte central de un tambor metálico con picas que roza y disgrega el terreno a medida que avanza la máquina. El método consiste en cortar, triturar y cargar en un solo paso de trabajo. En el año 1980, la empresa Wirtgen GmbH construyó el primer Surface Miner para la extracción de materiales de yacimientos.
La altura de corte efectiva puede alcanzar hasta el 50% del diámetro del tambor.Es posible tanto el equipamiento para la carga frontal con cinta de descarga de altura regulable y giratoria o para el procedimiento de formación de cordones. Las anchuras de corte oscilan entre 2,20 a 4,20 m y profundidades de corte de 20 a 83 cm, con una gama de rendimientos entre 100 y 3000 t/h.
Este equipo cubre toda la gama de aplicaciones en los campos de la minería, los movimientos de tierra y el corte de roca. Se utiliza en nuevas obras a cielo abierto o en ampliaciones de éstas, como máquinas principales de extracción o junto con máquinas convencionales.
Os paso unos vídeos para que veáis cómo funcionan estas máquinas.
Referencias:
YEPES, V. (1995). Maquinaria de movimiento de tierras. Servicio de Publicaciones de la Universidad Politécnica de Valencia. SP.UPV-264.
YEPES, V. (1997). Equipos de movimiento de tierras y compactación. Problemas resueltos. Colección Libro Docente nº 97.439. Ed. Universitat Politècnica de València. 253 pág. Depósito Legal: V-4598-1997. ISBN: 84-7721-551-0.
El mortero autonivelante es un tipo de mortero muy líquido, utilizado como base para diversos tipos de suelos (gres, porcelánico, parquet, moqueta, mármol, etc.). Este producto, al igual que el resto de morteros, se compone de cemento o anhidrita y arena de granulometría fina. Sus características especiales se deben al uso de aditivos que le confieren mayor fluidez, lo que facilita un acabado más liso y nivelado. En trabajos estructurales como relleno de bases de pilares metálicos, pernos, reparaciones, es recomendable utilizar morteros epoxicos, que entre otras propiedades no tienen retracción. Los morteros autonivelantes con base cemento, a pesar de los aditivos que uses, tienen gran retracción, por lo que es imprescindible la realización de juntas y el cuidado en el curado
Os dejo una batería de vídeos para que veáis el proceso constructivo. Espero que os gusten.
Máquina autopropulsada sobre ruedas con un bastidor especialmente diseñado que monta a la vez un equipo de carga frontal y otro de retroexcavación trasero que pueden ser utilizados alternativamente. Cuando se emplea como excavadora, la máquina excava normalmente por debajo del nivel del suelo mediante un movimiento de la cuchara hacia la máquina y eleva, recoge, transporta y descarga materiales mientras que la máquina permanece inmóvil. Cuando se emplea como cargadora, carga o excava mediante su desplazamiento y el movimiento de los brazos y eleva, transporta y descarga materiales.
Su campo habitual de aplicación son las operaciones de carga y transporte a distancias cortas, abertura de zanjas para traídas de aguas, alcantarillados, etc., con accesorios como el martillo rompedor, se usan en pequeñas demoliciones, levantamientos de firmes y pavimentos, etc. Es una máquina auxiliar que presta labores de apoyo, sobre todo en trabajos urbanos.
Retrocargadora CAT 432 F
Os dejo un vídeo explicativo de esta máquina.
Referencias:
YEPES, V. (2014). Maquinaria de movimiento de tierras. Apuntes de la Universitat Politècnica de València, Ref. 204. Valencia, 158 pp.
Un cubilote es un equipo de trabajo consistente en un recipiente en forma de tronco de cono invertido de chapa de acero, que se llena generalmente de hormigón y que, guiado por una grúa, permite hormigonar zonas de difícil acceso o transportar a las mismas diferentes materiales.
Esta forma de colocar el hormigón requiere el uso de una grúa y/o un blondín. Se llena el recipiente a pie de camión u hormigonera y una vez transportado por la grúa, y suspendido de ella a poca distancia en vertical del sitio a hormigonar, se abre la compuerta inferior vertiéndose la masa fresca en su emplazamiento.
La capacidad de los cubilotes puede tener una gran variación entre 0,5 m³ a 4 m³, en función del tipo de aplicación. La consistencia seca del hormigón no se adapta bien a este sistema de puesta en obra.
El tiempo de transporte mediante estos sistemas, sin agitación, debe limitarse a un lapso de 30 a 45 minutos, variando según las características del hormigón y las condiciones climáticas. Es importante destacar que condiciones adversas, como el calor intenso, pueden requerir plazos aún más cortos.
Los rendimientos obtenidos con este método de transporte están condicionados por la distancia y el tamaño, pudiendo variar desde los 7 m³/hora en el caso de las cubas más livianas hasta los 20 m³/hora en los de mayor capacidad.
Os dejo a continuación un par de vídeos para que veáis cómo se coloca el hormigón con este equipo. Espero que os gusten.
Referencia:
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014).Fabricación, transporte y colocación del hormigón.Apuntes de la Universitat Politècnica de València. 189 pp.
Las mezclas bituminosas consisten en una combinación de áridos y un ligante hidrocarbonado, de manera que todas las partículas quedan envueltas de forma continua y homogénea. También se denominan aglomerados asfálticos y actualmente se fabrican de forma mecánica en centrales fijas o móviles.
Las ventajas de las mezclas bituminosas para los firmes de carretera son la regularidad superficial que pueden dar los pavimentos de cierto espesor, la seguridad proporcionada por las resistencias al deslizamiento y su puesta en obra en espesores diversos. Los inconvenientes fundamentales son una durabilidad sensiblemente inferior a la vida útil del firme y que la rigidez de estas mezclas varían con la temperatura.
Para la fabricación de las mezclas bituminosas, los áridos se clasifican en fracciones uniformes, a partir de los cuales se compone la granulometría elegida. Se considera por separado el filler o fracción que pasa por el tamiz 0.08 UNE.
El filler condiciona la proporción de ligante, ya que es el componente de mayor superficie específica. Ambos forman el mástico (o mastic) que da cohesión a la mezcla. El mástico influye en la adhesividad, y en el componente de huecos, por lo tanto, en la impermeabilidad y en la resistencia.
Las mezclas bituminosas se pueden clasificar:
Según el modo de fabricación y puesta en obra:
Encaliente, se emplean básicamente betunes que, como ya hemos dicho, necesitan un calentamiento para reducir su viscosidad y conseguir la envuelta con los áridos calientes y una adecuada puesta en obra. Son de uso más generalizado, utilizadas en todo tipo de carreteras donde la calidad exigida sea alta.
En frío, se emplean ligantes de baja viscosidad como las emulsiones bituminosas y los betunes fluidificados, que permiten fabricar y aplicar la mezcla a temperatura ambiente. Los betunes fluidificados prácticamente no se emplean por motivos económicos y contaminantes. Si se aplican son en la construcción y conservación de carreteras secundarias.
En función del porcentaje de huecos en mezcla:
TIPO DE MEZCLA
% HUECOS
Cerradas o densas
D
Hasta el 5%
Semicerradas o gruesas
G
Del 5% al 12%
Abiertas
A
Del 12% al 20%
Drenantes o porosas
P
Más del 20%
Las mezclas cerradas se emplean en capas de rodadura, donde el pequeño porcentaje de huecos las hace prácticamente impermeables, protegiendo así a las capas inferiores del firme y a la explanada. Las mezclas semicerradas son menos impermeables y no se usan en capas de rodadura al ser sensibles al envejecimiento. Las mezclas abiertas son muy flexibles, por lo que se emplean en capas de rodadura de pequeño espesor en carreteras con tráfico ligero, o como capas de base. Las mezclas porosas o drenantes se utilizan en capas de rodadura de pequeño espesor, consiguiendo evacuar rápidamente el agua de lluvia.
Según el tamaño del árido:
TIPO DE MEZCLA
TAMAÑO DEL ÁRIDO
Gruesas
Inferior a 5 – 8 mm
Finas
Tamaño max superior a 5-8 mm
En áreas urbanas se emplean mezclas finas o morteros como tratamiento superficial. Estas presentan una baja macrotextura, lo cual las descalifica para su uso en carreteras de alta velocidad. Por el contrario, la mayoría de las mezclas tipificadas en España son gruesas, proporcionando macrotextura al pavimento, lo que las hace adecuadas para su empleo en capas de rodadura con altas velocidades de tráfico. Además, se utilizan como capas intermedias debido a su esqueleto mineral adecuado.
Según el tipo de granulometría:
Mezclas continuas: Son las más usuales. La granulometría tiende a formar una estructura cerrada. Son sensibles al contenido de ligante (puede variar su comportamiento reológico).
Mezclas discontinuas: Típicas en la técnica británica, faltando los tamaños entre 2 y 8 mm. Son mezclas de gran calidad y muy impermeables, pero de elevado precio y susceptibles a las deformaciones plásticas.
Según la estructura del árido:
Con esqueleto mineral: hormigones y aglomerados asfálticos. Son las más empleadas. Son las más económicas. Se adaptan a cualquier tipo de solicitación y de capa.
Sin esqueleto mineral: másticos y asfaltos fundidos. Son mezclas con elevadas proporciones de filler y de betún con un árido grueso disperso en el mástic. Son caras debido al elevado contenido de ligante. Presentan gran calidad, empleándose donde la impermeabilidad sea un factor decisivo.
La clasificación más adecuada es la que se hace atendiendo a la estructura interna de la mezcla, que está condicionada por las proporciones relativas de los distintos componentes (árido grueso, árido fino, filler y betún), ya que tienen una influencia decisiva en las características y propiedades de las mezclas:
Mástic bituminoso: mezcla de filler y betún
Mortero bituminoso: mezcla de árido fino y mástic
Macadam bituminoso: mezcla de árido grueso y betún
Hormigón bituminoso: mezcla de árido grueso y mortero (habitual en carreteras)
Árido grueso
Árido fino
Filler
Betún
Huecos mezcla
Filler
tipo
Betún
MACADAM ASFÁLTICO
80 – 85
8 – 15
2 – 3
» 3-4
10 – 20
» 1
(100/ 200 )
HORMIGÓN ASFÁLTICO
50 – 65
30 – 45
4 – 8
4-6
3 – 6
1 – 1.5
( 40 / 80 )
MORTERO ASFÁLTICO
30 – 45
40 – 55
8 – 13
6-8
2 – 5
1.5 – 2
( 30 / 60 )
GUSSASPHALT
40 – 50
25 – 30
20 – 30
8-12
1 – 2
2 – 2.5
( 25 / 50 )
MÁSTICO ASFÁLTICO
25 – 30
20 – 30
30 – 40
10-20
0
2 – 3
( 20 / 30 )
Referencias:
YEPES, V. (2014). Maquinaria para la fabricación y puesta en obra de mezclas bituminosas. Apuntes de la Universitat Politècnica de València. Ref. 749.
Los orígenes de las mezclas bituminosas empleadas en firmes asfálticos se remontan a 1830, cuando el alquitrán se utiliza en algunos riegos superficiales en la pavimentación de carreteras. Sin embargo, los primeros aglomerados realizados in situ con alquitrán se ejecutaron hacia 1850 en algunas carreteras y vías urbanas del Reino Unido. A partir de ese momento la técnica se desarrolla en paralelo con la iluminación con gas ciudad, en cuya fabricación se obtiene dicho ligante como subproducto. En España se pavimentan con alquitrán las zonas peatonales de la Puerta del Sol de Madrid entre 1847 y 1854. En torno a 1870, en Estados Unidos, se empiezan a utilizar mezclas fabricadas a partir de rocas asfálticas y de asfaltos naturales, si bien estos materiales ya habían sido empleados en algunas pavimentaciones en Burdeos y Lyon en 1810. Más tarde como consecuencia del desarrollo de la industria del petróleo se comienza a emplear betunes de destilación.
A finales del siglo XIX el norteamericano C. Richardson sentó las bases de la tecnología de las mezclas bituminosas para pavimentación. Después de la I Guerra Mundial surge la industria de la fabricación en central de las mezclas bituminosas, aunque es después de la II Guerra Mundial cuando se produce un gran desarrollo tecnológico de estos materiales, debido principalmente a las grandes necesidades de construcción acelerada de pistas de aterrizaje militares.
En España empiezan a ejecutarse de forma significativa pavimentos con mezclas bituminosas a partir de 1926, año en el que se programó la pavimentación con mezclas bituminosas de 223 km de carreteras dentro del Circuito Nacional de Firmes Especiales. Os recomiendo a este respecto un excelente artículo sobre los pavimentos de las carreteras españolas en el siglo XX, del profesor Miguel Ángel del Val.
Obras de rectificación de trazado, con la supresión de una curva peligrosa, en la Carretera Nacional IV. Años cincuenta. http://carreterashistoricas.blogspot.com.es/
El primer paso para mejorar las infraestructuras viarias se da en 1950 con la aprobación del Plan de Modernización de las Carreteras. Esta época se caracteriza por el crecimiento del parque de vehículos y por una discreta mejora de las carreteras. Las plantas que se empezaron a construir en estos años eran muy rudimentarias. Se alimentaban con carretillas con las que se hacía una predosificación de los áridos en frío, se clasificaba con trómeles, el asfalto se medía en una cubeta con un índice que marcaba el volumen, que se vertía a continuación por volteo a mano. En esta época el dominio absoluto es de las plantas discontinuas tanto para los contratistas como para las administraciones. Las plantas continuas, en las que la mayor parte de sus elementos son similares a las plantas discontinuas, (alimentación en frío, tambor secador, clasificación en caliente) sólo se diferencian en la alimentación en caliente continua y en el mezclador en continuo de los áridos, asfalto y filler, a pesar de esto, este tipo de plantas se emplearon con ciertas reservas, injustificadas ya que producían un aglomerado de excelente calidad.
Entre los años 1960 y 1970 se producen algunos hechos que suponen un avance tecnológico de gran calado de las plantas asfálticas:
Se produce la liberalización de la importanción de maquinaria de construcción, lo que permite el uso de máquinas modernas, de gran producción.
El arranque, en 1967, del Plan de Mejora de la Red de Itinerarios Asfáticos (plan REDIA) y la construcción de las primeras autopistas en España. Se empiezan a modernizar las carreteras -la mayoría en muy malas condiciones-, en su mayoría constituidas con firmes con tratamiento superficial, pocas con aglomerado y algunas de adoquín. Este hecho provoca la adquisición de maquinas modernas y eficientes por parte de las constructoras.
El inicio de la fabricación mixta en España de las plantas asfálticas. Se empieza por construir elementos sencillos (tolvas, silos, etc.), estructuras y alguna marca acaba construyendo las plantas con una fabricación total.
Fresadora de asfalto. https://pavimentosyasfaltos.es/fresado-de-asfalto/
Hacia los años 70 se alcanza en España la madurez en la técnica de las mezclas bituminosas en caliente en España. Atrás quedan los firmes de macadam, revestidos o no con riegos con gravilla. Entre 1970 y 1980 se completa el plan REDIA. Este período se ve marcado por la crisis del petróleo que provoca una conmoción mundial. La crisis alcanza a nuestro país con una subida sin precedentes hasta entonces de los precios del crudo que modifica todos los planes sobre infraestructuras para el transporte. Una de las formas de ahorrar energía es el reciclaje de parte de los materiales existentes, áridos y asfalto, en las capas asfálticas deterioradas. Las máquinas fresadoras arrancan el material calentándolo con rayos infrarrojos, aunque produciendo una oxidación adicional del asfalto. La técnica se perfecciona con fresadoras en frío. Al terminar la fresadora su labor, la superficie queda en muy buenas condiciones para recibir las capas siguientes y se obtiene un producto aprovechable, por su tamaño, directamente en las plantas asfálticas. Cuando se fresan pavimentos muy deteriorados, es frecuente utilizar una machacadora para reducir el tamaño del material e introducirlo en las plantas asfálticas.
Uno de los problemas que surgen al aprovechar el material reciclado frío es su incompatibilidad con las plantas discontinuas. Ello obliga a sobrecalentar los áridos vírgenes añadidos, aunque ello oxida el asfalto y le hace perder volátiles. Además el calentamiento del material reciclado produce otros problemas, lo que obliga al uso de otro tipo de instalaciones: las plantas tambor secador-mezclador. Estas plantas permiten, mediante la alimentación central, el aporte del material reciclado en una zona protegida del contacto directo de la llama por la cortina del material virgen. Este hecho favorece que el material recuperado pueda reciclarse en proporciones importantes. Este tipo de plantas ofrecen aún más ventajas, entre ellas la sencillez, ya que sólo hay una dosificación, mientras que en las plantas de tipo discontinuo hay una dosificación en frío, luego una clasificación y posteriormente otra dosificación en caliente. Otra ventaja es el menor tamaño, por lo tanto el transporte es más fácil y económico. Son más fáciles de montar, de conservar y tienen un menor consumo energético, que en estos momentos, no debemos olvidar, es una de las grandes preocupaciones. Y por último son más baratas a la hora de adquirirlas que las discontinuas, por lo tanto presentan una mayor rentabilidad económica.
Posteriormente en España se llega a un descenso de la construcción que empieza a remontar en 1984, donde aumenta la construcción en un 10 – 12 %. A principios de los 80 se venden en España, no sin cierta dificultad, las primeras plantas de tambor secador-mezclador. Los fabricantes de plantas discontinuas alertan sobre los problemas que pueden producirse en las plantas tambor secador-mezclador, uno de los cuales es que, debido al escaso tiempo de permanencia de los áridos en el tambor dedicado al secado, éstos quedan con cierta humedad. Esto es respondido por los defensores de las plantas tambor secador-mezclador con la emulsión inversa, diciendo que, al emulsionarse la humedad residual con el asfalto, se facilita la adherencia y se producen mezclas de gran calidad, lo que implica que este tipo de plantas sean aceptadas. Los inconvenientes que presentan es la deficiente clasificación de los áridos, el exceso de filler sobrante que hay que eliminar y la pérdida de volátiles del betún, entre otros. El primer inconveniente es debido a que las canteras no están preparadas, lo que provoca que las plantas de áridos sean incapaces de abastecer al ritmo necesario.
En estos años el medio ambiente empieza a ser un tema central. Para evitar la contaminación atmosférica se procede a la instalación de filtros de mangas; hasta este momento se utilizan los sistemas de depuración por vía húmeda, pero no son capaces de solucionar la contaminación por polvo sobrante y volátiles. Estos filtros cumplen la normativa y se empiezan a utilizar, pero los volátiles y las pequeñas partículas de asfalto arrastradas por el tiro, impregnan las mangas, lo que obliga a costosos lavados y sustituciones. En las plantas tambor secador-mezclador es necesario utilizar un silo de producto terminado, para enlazar el proceso continuo de producción con el proceso discontinuo de carga de camiones. Estos silos pueden ser de aislamiento simplemente o pueden tener calentamiento, lo cual permite el almacenamiento de hasta dos días o más. Para almacenamientos prolongados se proveen atmósferas inertes para evitar la oxidación del aglomerado. Si los silos tienen gran altura se disponen de sistemas para evitar la segregación.
Por otro lado, los fabricantes de plantas discontinuas siguen mejorando para adaptarse al mercado. Además de mejorar en muchos aspectos como ser más fáciles de montar, de transportar, etc., ofrecen sobre todo la posibilidad de añadir aditivos en la mezcladora, algo que no es posible en las plantas tambor secador-mezclador por las altas temperaturas en la zona de mezclado. Frente a esta mejora, las plantas tambor secador-mezclador incorporan una mezcladora continua adicional a la sólida del tambor, para permitir la incorporación de aditivos. Otras trabajan en independizar la zona de secado y la zona de mezclado.
Los años 90 suponen un aumento muy fuerte en la licitación de carreteras en España, con el objetivo de alcanzar un nivel similar al resto de los países de la Unión Europea. La competencia entre plantas discontinuas y plantas tambor secador-mezclador sirvieron para mejorar de forma notable las mezclas asfálticas, aumentando las exigencias de fabricación, tanto técnicas como económicas, ecológicas y de seguridad. Hay que resolver problemas de contaminación atmosférica por polvo, por óxido de nitrógeno, contaminación acústica en los tambores, quemadores y ventiladores, y el aprovechamiento de productos reciclados con alimentación de aditivos. En cuanto a la seguridad: protección en las instalaciones eléctricas, en las partes en movimiento y en las zonas calientes susceptibles de producir quemaduras; atención a los depósitos de ligante y de combustible, y a los quemadores.
Referencias:
Kraemer, C.; Del Val, M.A.; Pardillo, J.M.; Rocci, S.; Romana, M.G.; Sánchez, V. (2004). Ingeniería de Carreteras. Vol II. Mc Graw Hill, Madrid.
La minicargadora compacta es una máquina de movimiento de tierras de gran movilidad que consta de un chasis rígido con cabina cubierta desmontable sobre el cual se monta una cuchara frontal de pequeña capacidad. El único motor, de gasolina o diésel, de esta máquina suele estar acoplado en la parte trasera, en el punto de unión entre los brazos de la cuchara y el chasis. Cuenta con un sistema hidráulico para la elevación de la cuchara o para permitir el montaje de otros accesorios. El chasis se desplaza sobre un sistema de orugas o de neumáticos, siendo más habitual este último con una distribución de cuatro neumáticos de igual diámetro repartidos equitativamente a los lados.
Minicargadora Caterpillar 247B
La minicargadora se asemeja en su función a una pala cargadora, con una gran diferencia: su reducido tamaño. Esta máquina se utiliza principalmente en obras con una superficie de trabajo reducida donde no es rentable o viable utilizar máquinas de mayor tamaño o capacidad, por lo cuál es común verlas en ciudades. Su función principal es la carga, transporte y descarga de volúmenes reducidos de material. Se desplaza a una velocidad de 10 km/h aproximadamente. La carga puede realizarla de un montón de material o bajar su cuchara a nivel del suelo y desplazarse frontalmente hasta llenar su cuchara de material suelto. La cuchara puede tener cuchilla o dientes y puede montar martillos hidráulicos o retros de pequeño tamaño en su parte trasera, por lo tanto es una máquina muy versátil, aunque limitada por su escasa potencia. Debido a su distribución de peso esta máquina tiende al vuelco si eleva mucho su cuchara.
El giro se obtiene en este tipo de máquinas por el bloqueo de las dos ruedas de un mismo lateral mientras continua la tracción en las otras dos. El sistema de tracción de estas máquinas de chasis rígido difiere de las grandes cargadoras, siendo cada lateral independiente. Algunos modelos tienen cadenas de goma en vez de ruedas.
Os dejo varios vídeos para que podáis ver su forma de trabajo.
Incluso alguno se atreve con acrobacias con esta máquina (no aconsejables, por razones evidentes).
Referencias:
YEPES, V. (1995). Maquinaria de movimiento de tierras. Servicio de Publicaciones de la Universidad Politécnica de Valencia. SP.UPV-264. 144 pp.
YEPES, V. (1997). Equipos de movimiento de tierras y compactación. Problemas resueltos. Colección Libro Docente nº 97.439. Ed. Universitat Politècnica de València. 253 pág. Depósito Legal: V-4598-1997. ISBN: 84-7721-551-0.
También denominados tractovagones, constan de un vagón de carga arrastrado por un tractor. La caja receptora de la carga es arrastrada por un vehículo motriz, al cual está unido mediante un ganche articulado que apoya en el elemento tractor. Este último es, en muchas ocasiones, el tractor de una mototraílla de uno o dos ejes, o bien la parte delantera, especialmente adaptada, de un dumper.
Sus cargas útiles varían de las 13 a las 180 t., con potencias que oscilan entre los 140 y 1.325 CV. Su anchura, superior a los 2,5 m., puede llegar a 6,30 m. Pueden tener 1 ó 2 ejes, tanto el tractor como el vagón, siendo frecuente que los neumáticos del vagón sean mayores que los del tractor. La forma de vaciado puede ser trasera o de fondo, siendo la última la más corriente y rápida. Sus taras varían entre los 10 y 135 t. La distancia entre ejes es mayor a 2,4 veces el ancho de la vía.
Os paso unos vídeos para que veáis cómo trabaja esta máquina.
Referencias:
YEPES, V. (1995). Maquinaria de movimiento de tierras. Servicio de Publicaciones de la Universidad Politécnica de Valencia. SP.UPV-264. 144 pp.
Esta mezcladora de hormigón tiene como principio de funcionamiento el giro de la mezcla en el interior de una cuba cilíndrica fija de eje horizontal. Unas paletas elevan por turno pequeñas cantidades de mezcla que vuelven a caer en la masa cuando la pala está en la parte superior de su curso. Se pueden describir dos tipos de mezcladoras, de simple o doble eje:
Mezcladora de eje horizontal de lámina helicoidal: Un eje horizontal motor arrastra, de una parte, paletas unidas al extremo de unos radios, y de otra parte, una lámina helicoidal. El vaciado se hace por una trampilla inferior cerrada por una mariposa mandada por un pistón de aire comprimido. El bastidor de la mezcladora lleva lateralmente un motor, normalmente eléctrico. La cuba y las paletas van recubiertas de acero de alta resistencia. Su capacidad se encuentra entre 0,5 y 4 m³. El tamaño máximo de árido admitido es de 180 mm. Esta mezcladora tiene un uso habitual en la fabricación de morteros.
Mezcladora de doble eje horizontal: Consta por dos ejes de paletas que giran en sentido inverso, creando corrientes de circulación entre las dos cubas. Su accionamiento se realiza mediante dos motores eléctricos y dos reductores epicicloidales sincronizados mecánicamente. El vaciado central se hace por una trampilla inferior cerrada por una mariposa semicilíndrica, siendo la descarga rápida. Es idónea para prefabricados de hormigones ligeros, porque evita la sedimentación por densidades.
Mezcladora de doble eje. https://www.liebherr.com/es/int/productos/m%C3%A1quinas-de-construcci%C3%B3n/tecnica-del-hormigon/sistemas-de-mezcladoras/mezcladora-de-doble-eje/details/68796.html#lightbox
Aquí os dejo el funcionamiento de una mezcladora de doble eje.
Referencias:
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014).Fabricación, transporte y colocación del hormigón.Apuntes de la Universitat Politècnica de València. 189 pp.
De edu1975, CC BY 3.0, https://commons.wikimedia.org/w/index.php?curid=54504643
El Puente del Tercer Milenio, situado en Zaragoza sobre el río Ebro, es un puente de arco en hormigón atirantado por el tablero (bow-string) diseñado por Juan José Arenas de Pablo y su equipo de ingenieros de Arenas & Asociados. El puente, construido sobre el río Ebro en la nueva Ronda del Rabal e inaugurado el 7 de junio de 2008, integra en la ciudad la margen izquierda del río en el entorno del Meandro Ranillas, conectando los barrios de La Almozara y del Actur. Fue construido como parte de las infraestructuras del recinto ferial de la Exposición Internacional de Zaragoza de 2008 constituyendo durante la misma el principal acceso al recinto.
Aunque el puente puede parecerse al de La Barqueta de Sevilla, una de las diferencias más relevantes es el material, de acero en Sevilla y de hormigón en Zaragoza. El hormigón se usó en este puente por su mayor capacidad para amortiguar la estructura ante posibles vibraciones producidas por el viento o el tráfico.
Detalle de la pasarela acristalada para los peatones
La tipología elegida, la de arco atirantado por el tablero, permite compensar la falta de solidez del terreno para responder a las cargas. Su estructura presenta una luz de 216 m, con una longitud de tablero de 270 m y 43 m de ancho. Desde el arco y para soportar el tablero se distribuyen dos familias de 32 péndolas soportando cada una de ellas una tensión aproximada de 300 t. Cuenta con 6 carriles de circulación de automóviles, 2 carriles para bicicletas y 2 paseos peatonales acristalados. En su construcción se utilizaron innovaciones técnicas en materiales y sistemas constructivos, destacando entre ellas el uso del hormigón blanco de alta resistencia.
Os recomiendo el artículo sobre este puente firmado por sus propios autores que podéis ver en este enlace. O también este artículo de Arenas sobre su diseño. Os paso un par de vídeos sobre este puente, que espero os gusten.






. Wikipedia")









